


好文推荐
本期推荐中南大学赵中伟院士团队在钨钼分离技术方面的研究成果。论文题目为:钨钼分离技术的发展,发表在《有色金属(冶炼部分)》2025年第9期。
引文格式
孙丰龙,付子健,赵中伟. 钨钼分离技术的发展[J]. 有色金属(冶炼部分),2025(9):1-12.
SUN Fenglong, FU Zijian, ZHAO Zhongwei. Development of Tungsten-Molybdenum Separation Technology[J]. Nonferrous Metals (Extractive Metallurgy),2025(9):1-12.
文章亮点
由于钨钼元素性质相似,钨钼分离一直是钨冶炼过程的重要难题。本文梳理了原料转变对钨冶炼产业中钨钼分离技术需求的影响,即黑钨矿中伴生钼含量极低,早期黑钨矿冶炼的除钼压力小;白钨矿中伴生钼含量相对较多,除钼量大从而导致分离困难。本文综合分析了我国钨分解技术不断发展和钨钼分离技术不断进步的内在相互影响,从钨矿原料转变、钨冶炼流程发展、下游钨产品需求变化等多个角度阐述多种钨钼分离技术的科学本质和发展历程。

🔺扫码下载全文🔺
研究进展

前言
金属钨具有高的硬度、强度、密度、良好的电导率与极高的熔点(3422 ℃),早期主要用于生产钨丝。自1928年碳化钨类合金的商业化生产以来,硬质合金逐步成为钨消费的主要应用领域,目前超过全球的一半份额,另外钨还用于高温合金、催化剂以及金属靶材领域,是极其重要的关键金属。
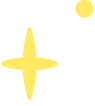
钨用于制造灯丝时,杂质Mo的含量对灯丝质量影响较小;当钨以WC的形式用于硬质合金制造时,Mo会与黏结相Co和W形成金属间化合物Co3(Mo,W)3C,从而降低硬质合金的抗弯强度和断裂韧性,因此对Mo的含量要求极为严格。作为钨的重要产品,仲钨酸铵APT的国标GB/T 10116—1988与GB/T 10116-2007中(表1),0级APT均要求Mo含量低至0.002%以内,而1级APT中的Mo含量也分别要求小于0.005%和0.003%。
表1 国标GB/T 10116—1988与国标GB/T 10116—2007中仲钨酸铵含Mo量要求(质量分数)
钼和钨同属于元素周期表第ⅥB族元素,分别位于第5和第6周期。由于“镧系收缩”现象的影响,W和Mo具有相近的+6价离子半径(表2),在水溶液中均以—2价复杂阴离子形式存在,展现出相似的化学性质。
表2 钨与钼部分性质对比

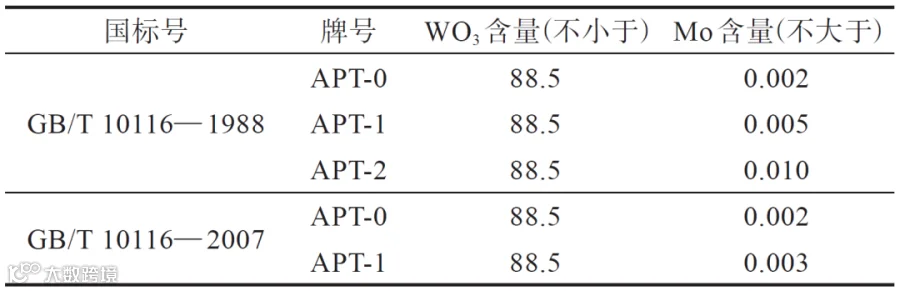
钨的主要矿物有单斜晶系的黑钨矿((Fe,Mn)WO4)(图1(a))和立方晶系的白钨矿(CaWO4)(图1(b))。成矿地球化学和结晶化学研究发现,晶型差异显著地影响到钨和钼的共生关系。立方晶系白钨矿中,正四面体晶格的W很容易被Mo以类质同象的形式取代,导致钼含量通常较高,在一些极端情况下,含钼量极高的白钨矿甚至成为钼钨钙矿;但是单斜晶系的黑钨矿中,类似的类质同象难以发生,所以黑钨精矿中的Mo含量极低。这一赋存特性,在宏观上影响了钨钼分离的发展历程。
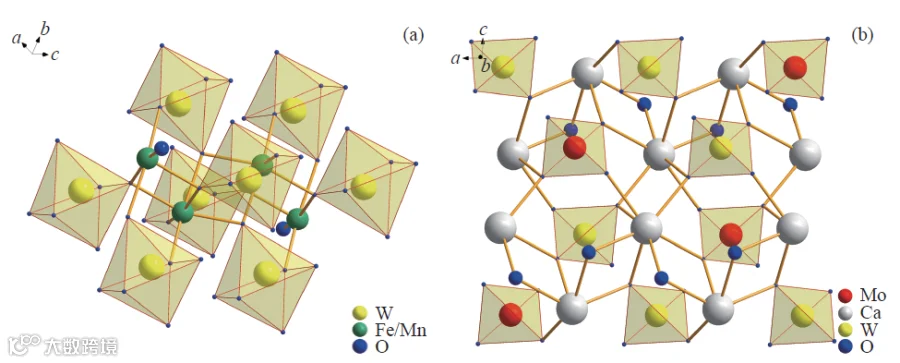
图1 黑钨矿(a)、白钨矿(b)晶体中Mo的类质同象行为差异示意图
世界上,钨的最主要矿石类型是白钨矿,其储量约为世界总量的70%,而黑钨矿则是开采生产的最主要类型,储量约占世界总储量的25%。我国是世界上钨资源储量最丰富的国家,约65%的钨矿为白钨矿,黑钨矿只占25%,黑白钨混合矿约为10%。
早期的钨冶炼过程中,易选易冶、含钼量低的黑钨矿是原料首选,除钼压力小,采用苏打烧结法与碱分解处理,从《中国钨工业年鉴》中全国钨精矿和白钨矿产量变化来看(图2),2007年以前,黑钨矿占钨精矿产量超过80%,白钨矿开采利用相对较少。但随黑钨矿资源的持续消耗,2022年时白钨矿已占钨精矿产量的70%,白钨矿和黑白钨混合矿成为钨冶炼主流原料,更多的钼随白钨矿进入流程,使得钨冶炼中的除钼压力逐渐增加,相应的研究也日益增多。
图2 中国钨精矿产量随年份变化图
本文从钨矿原料特征和开发历史出发,分析钨冶炼过程中钨钼分离技术的发展历程,探讨各种钨矿分解技术与除钼方法的联系,对现有钨钼分离技术进行了总结分析。

1 钨冶炼技术深刻影响了钨钼分离技术的发展
提取冶金是一个“去粗取精、去伪存真”的过程,通过物理的、化学的手段,将伴生的脉石、杂质元素逐步分离,最终得到纯化合物乃至金属。钨冶炼也不例外,大体上可分为钨矿分解、纯化合物制备和钨粉生产3个阶段。钨矿分解,随采取的方法不同,使钨和脉石矿物元素分别进入液固两相。若钨进入液相,则主要脉石矿物入渣;反过来,钨进入固相,则主要伴生元素则应该进入液相,从而实现粗分。当然,进入固相的钨还需进一步的后续浸出形成溶液。
含钨溶液需要经过净化除去各种杂质,以方便制备纯化合物。磷、砷、硅等常规杂质的性质与钨相差较大,比较容易除去。但难以分离的是,溶液中往往含有的杂质元素钼,由于钨钼同族性质相似,其有效分离一直是冶金工作者着力解决的问题。
1.1 早期冶炼主要处理黑钨矿,除钼压力很小
早期钨冶炼的原料,主要是易选易冶的黑钨矿。前已述及,由于结晶化学的原因,单斜晶系的黑钨矿晶格中很难混入钼原子,所以其伴生钼含量低,分离任务很小,钨冶炼流程中甚至没有专门的除钼工序。
1.2 优质白钨矿酸分解自带除钼功能
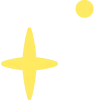
白钨矿储量远超黑钨矿,早期的研究也涉及到白钨矿的冶炼。优质白钨矿可以用盐酸浸出,其反应方程式如式1和式2所示:钨呈钨酸形式进入固相,而钙转化为CaCl2进入液相,经过滤实现分离。而钼在盐酸中的溶解度比较大(表3),相当部分进入液相,实现自动分离。这是盐酸法分解白钨矿的一大优点。
CaWO4(s)+2HCl(aq)=H2WO4(s)+CaCl2(aq) -------------------(1)
CaMoO4(s)+2HCl(aq)=H2MoO4(aq)+CaCl2(aq) ---------------(2)
表3 不同温度下H2MoO4和H2WO4在盐酸中的溶解度
1.3 碱法冶炼系统中钨钼分离难度大,促进了各种方法的发展
碱法分解钨矿,按所采用的试剂不同可分为苏打压煮法、NaOH分解法和Na3PO4压煮法。
1.3.1 苏打压煮法
前面提到高品位的优质白钨矿采用盐酸分解法分解,而低品位白钨矿含较多的磷酸盐、砷酸盐、硅酸盐等脉石矿物,盐酸分解就不适合。因为酸性条件下P、As、Si等杂质可以与钨酸络合形成溶解度极大的杂多酸(式3),相当量的钨不能再以钨酸形式保留在固相,而是与钙一起进入溶液,造成大量钨的损失。
12H2WO4(s)+H3PO4(aq)=H3[PW12O40](aq)+12H2O -----------(3)
20世纪上半叶,美国的汉密尔顿和苏联的马斯列尼斯基先后提出了针对这类低品位白钨矿的苏打压煮法,在采用过量苏打作为浸出剂的情况下,使钨转变为钨酸盐进入溶液(式4),当然,碱性条件下杂质钼也转变成钼酸钠进入溶液,需要专门采取措施除去。
CaWO4(s)+Na2CO3(aq)=Na2WO4(aq)+CaCO3---------------(4)
1.3.2 NaOH分解法
NaOH浸出最早是用来分解优质黑钨矿,反应的热力学趋势非常大,其反应式如下(式5和6):
FeWO4(s)+2NaOH(aq)=Na2WO4(aq)+Fe(OH)2 K=11500(298 K) ---------------------(5)
MnWO4(s)+2NaOH(aq)=Na2WO4(aq)+Mn(OH)2 K=170000(298 K) --------------------(6)
过去一直认为NaOH是不能分解白钨矿的,因为式(7)的平衡常数极小:
CaWO4(s)+2NaOH(aq)=Na2WO4(aq)+Ca(OH)2 K=0.00025(298 K) --------------------(7)
所以NaOH法一直要求黑钨精矿中的钙含量不能超过0.5%。但是随着优质钨矿的逐渐消耗,黑钨矿中的钙含量越来越高,高钙黑钨矿乃至黑白钨混合矿逐渐进入市场,钨冶炼的原料越来越难分解。当然浸出液中的钼相应也在逐渐增长。
20世纪80年代末,中南大学(原中南矿冶学院)推出了热球磨工艺,采用边磨边浸的技术路线,利用球磨的机械活化效应,实现了复杂钨矿的彻底分解,在国内广泛推广。进入21世纪后,这一技术进一步发展为低液固比、高碱浓度条件下的碱压煮工艺。自此,NaOH分解工艺既可以处理黑钨矿,也可以处理黑白钨混合矿,乃至白钨矿,成为一种通用工艺,在国内广泛采用。产自湖南柿竹园的白钨精矿或中矿等,其中的钼含量已接近1%,使得除钼压力激增。
1.3.3 Na3PO4压煮法
Na3PO4压煮法是我国自贡硬质合金厂发明的一种碱法冶炼工艺。利用钙与磷结合的特性,实现白钨矿的分解,反应式为:
5CaWO4(s)+3Na3PO4(aq)+NaOH(aq)=5Na2WO4(aq)+Ca5(PO4)3OH(s) -----------------(8)
298.15 K时Ksp(Ca5(PO4)3OH) = 3.16×10-58,Ksp(CaWO4)=2.13×10-9,因此,298.15 K时反应式(8)的平衡常数K=1.38×1014。
也有如上三种分解试剂混合用来分解钨矿的研究和实践。所有这些方法,得到的都是碱性的钨酸钠溶液。在碱性溶液中,钨呈WO42-、钼呈MoO42-存在。前已提及,由于镧系收缩的原因,两种离子的半径几乎相同,再加上电价一致均为—2价,性质极为相似。当钨冶炼的技术发展到主要采用碱法工艺(我国主要采用NaOH分解工艺)时,钨钼分离成为困扰冶金界的国际难题。一时间各种研究纷纷开展,技术流派层出不穷。
1.4 硫磷混酸分解白钨矿的技术出现后,钨钼容易分离
毕竟NaOH与白钨矿反应的热力学推动力较小,需要使用约3倍理论量的NaOH才能较为彻底地分解。过量的碱无论中和排放还是结晶回收,都是十分麻烦的事。而且,NaOH价格昂贵。
硫酸是重金属冶炼的副产品,十分便宜。中南大学提出采用硫磷混酸分解白钨矿的新工艺,硫酸根与钙结合形成石膏进入渣相,磷与钨结合形成溶解度极大的磷钨杂多酸进入溶液,实现白钨矿的协同分解。这一反应的热力学趋势极大,实践表明,钨矿分解不需要压煮,在常压条件下就可以进行,十分有利于连续操作,其反应为:
CaWO4+H2SO4+H3PO4→H3[PW12O40](aq)+CaSO4·2H2O(s)+H2O -------------------------(9)
值得一提的是,在硫磷混酸的强酸性条件下,钨呈磷钨杂多酸阴离子(PW12O403-)、钼呈阳离子(MoO22+)形式存在,电性完全相反,性质迥异,用有机磷萃取剂P204或P507即可将钼的阳离子萃取而除去。
1.5 APT的蒸发结晶过程自带一定除钼能力
各种钨湿法冶金流程,最终都要得到钨酸铵溶液,再经蒸发结晶获得仲钨酸铵(APT)沉淀,由于钨结晶的热力学趋势显著大于钼,所以结晶过程本身就起到净化作用。实际上,早期钨冶炼原料中的钼含量本来较低,又有蒸发结晶的除钼功能,除钼问题自然不突出。

2 钨钼分离方法的研发与应用
一旦钨钼分离的问题变得突出,很多冶金工作者开始投入精力研究各种可能的途径。
一切分离方法,都依赖于性质的差异,概莫能外。数十年来,人们尝试了各种的钨钼分离方法,林林总总,但大体可以分成两大类:一是利用溶液中钨钼的聚合行为差异;二是利用“钨亲氧、钼亲硫”的地球化学行为差异进行除钼。
2.1 利用钨钼聚合行为差异
由于钨、钼在水溶液中的存在形态十分复杂,碱性条件下存在单体形式的钨酸根离子(WO42-)、钼酸根离子(MoO42-)。随着溶液的酸化,氢离子浓度增加,钨钼酸根离子中的氧被剥夺,与氢离子结合形成水。被剥夺的酸根离子只得共用桥氧,聚合成各种同多酸离子。
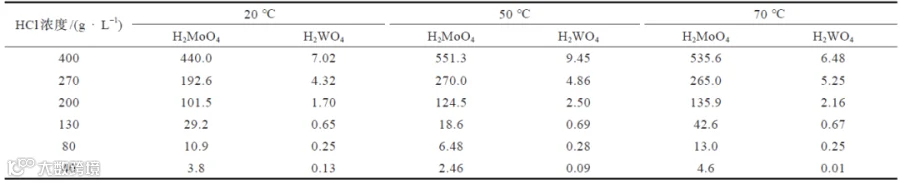
早期,人们试图在酸性条件下萃取分离钨钼,于是将碱法分解得到的钨酸钠溶液进行调酸。但由图3可见,随着溶液酸化,pH逐渐下降,钨钼开始聚合,钨钼的单体酸根离子浓度迅速下降。但是由于钨钼性质相似,它们形成了一系列钨钼杂多酸,钨钼连体共存是无法分离的。图3还显示,随着调酸pH进一步降低,杂多酸离子的占比达到峰值后又逐步下降。实际上,由于钨比钼在地球化学性质上更亲氧一些,随着pH进一步降低也就是酸度增强,钼原子更容易被剥夺O2-,转变成为简单结构的酰阳离子(MoO22+),而钨仍保持为聚阴离子,由于酸度高而沉淀。前文提到的盐酸分解过程中,天然具备的钨钼分离作用的机理,就在于很高浓度的盐酸与白钨矿反应生成钨酸沉淀,而晶格中的钼直接生成MoO22+进入溶液,简单过滤即可。
碱法分解所得到的钨酸钠溶液,如果为了分离钼而调酸转成强酸性溶液以促使钨钼完全解离(而后还要将钨再转型成为碱性的钨酸铵溶液),显然在经济上、环保上都是不划算的。ZHENG等在溶液中引入EDTA,利用络合作用,避免钨钼的共聚,不需要过高的酸度,在pH=2左右实现了钼的选择性萃取。
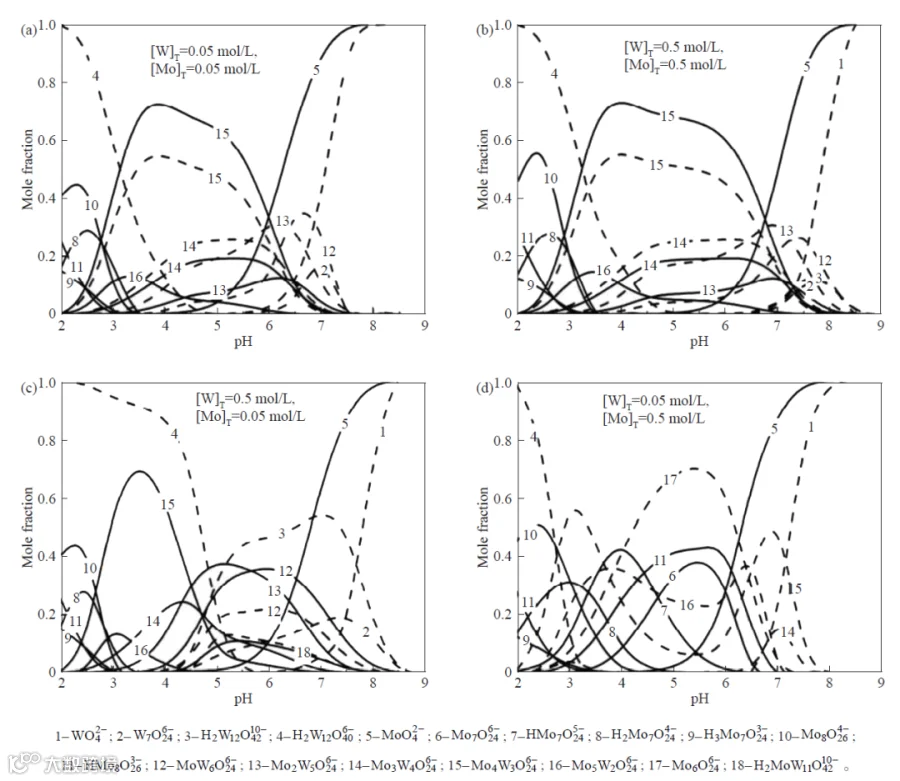
图3 不同钨钼浓度下W-Mo-H2O系主要存在物种含钨、钼的摩尔分数与pH的关系(虚线:W,实线:Mo,25 ℃)
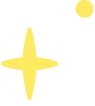
但毕竟调酸是迫不得已,最好不调或少调。从图4可以看出,钨的聚合趋势比较大,图4中的所有钨钼浓度条件下,钨酸根优先于钼酸根(约1个pH单位)聚合形成同多酸根离子。由图3(c)和图4(a)可见,pH为6左右时,钨聚合的优势离子为电荷高、半径大的H2W12O4210-,而钼仍为电荷低、半径小的正钼酸根离子(MoO42-)。无论离子交换还是溶剂萃取,钨与有机相的亲和力显然远高于钼。廖春华使用几种碱性离子交换树脂(D201、D213、D308、D309)吸附分离钨钼,都取得较好的分离效果。在pH=7、温度为25 °C、反应时间为4 h的条件下,发现D201和D309树脂针对WO3=70 g/L,Mo=28.97 g/L的高钨钼溶液,钨钼分离系数分别为4.259和3.493;而D213和D308树脂在WO3=10 g/L,Mo=4.12 g/L的低钨钼浓度状态,分离系数分别为7.080和8.270。
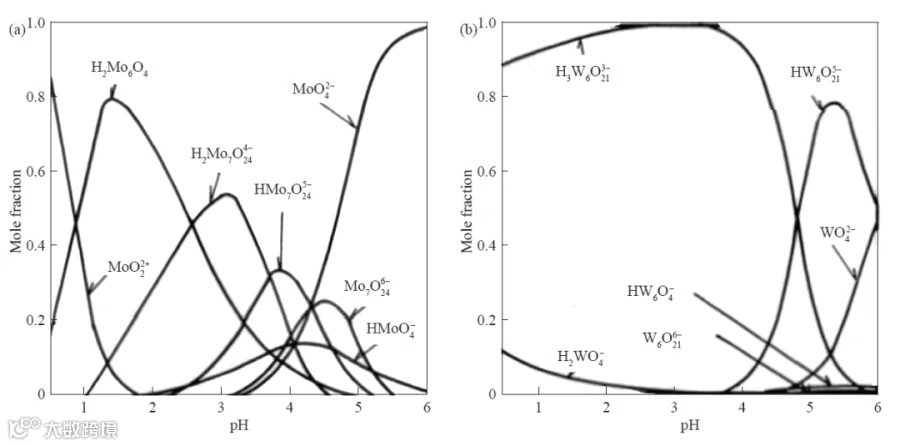
图4 钼(a)和钨(b)物种的分布图随pH的变化(金属浓度2 mol/m3)
2.2 利用钨钼过氧酸性质差异
很多过渡金属元素可以生成过氧化合物,钨钼也不例外,在钨钼分离中可资利用。钨、钼在酸性溶液中可聚合成杂多酸,钨钼结合在一起相当于连体婴儿难以分离。而当溶液中加入过氧化氢(H2O2)时,可使杂多酸解聚,分别形成钨和钼的过氧酸根离子。
过氧钨酸的稳定性稍差,在加热条件下可使钨优先分解为钨酸沉淀,与留在溶液中的过氧钼酸分离。也可以加入还原剂如SO2等分解过氧键形成钨酸沉淀。苏联的ZELIKMAN等采用中性萃取剂磷酸三丁脂作为萃取剂,从含钨钼的酸性溶液中萃取过氧钼酸,可将Mo从原始料液中的Mo/WO3比从8.28%降至0.003%。后来还有很多研究者对这一工艺进行了细致的研究。
2.3 利用钨钼亲氧/亲硫性质差异
根据元素的地球化学分类(图5),钨属于亲氧元素,而钼属于亲硫元素。卢江波等绘制了Mo-S-H2O系、W-S-H2O系热力学平衡图(图6),可以看出,在有游离S2-存在的情况下,甚至在弱碱性条件下,Mo就开始转变为硫代酸根离子,在计算条件下,pH约9.5以下时,钼酸根(MoO42-)中的氧离子已完全被S2-所取代,转变为硫代钼酸根离子(MoS42-),MoS42-为一个中心Mo原子被S原子所包围的—2价阴离子,在化学上更多地体现了S2-的性质;而钨酸根(WO42-)则难以被硫代化,即便在计算pH很低时,其结构中也只有一个O被取代(WO3S2-),钨原子主要被氧所包围,控制好pH和S2-的用量,钨甚至可不被硫代,体现出O2-的性质。基于这样的原理,冶金工作者开发出一系列通过硫代化将钨钼分离的方法。
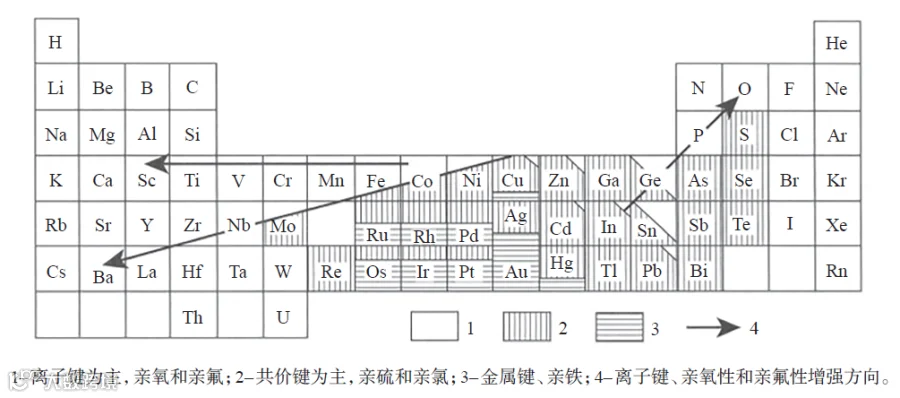
图5 元素化学键性、亲氧性、亲硫性、亲氟性、亲氯性变化趋向(据胡寿奚,1985)
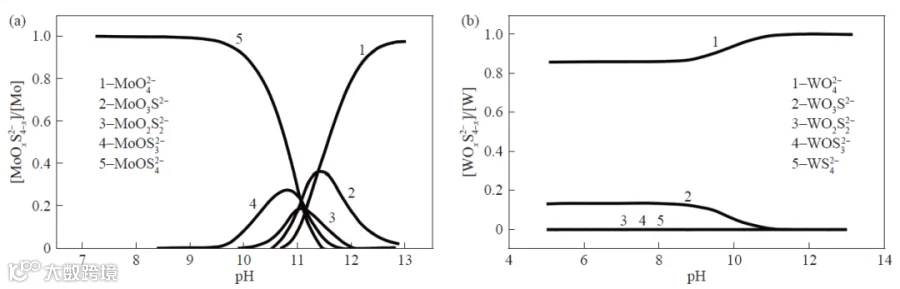
图6 钼离子(a)与钨离子(b)随pH变化的硫化曲线
在工业实践中,较早采用的除钼方法是MoS3沉淀法。该方法先加入硫化剂使Na2MoO4硫化生成Na2MoS4,再加入大量酸使溶液的pH调整至2.5~3,使钼转化为硫代钼酸(H2MoS4),由于H2MoS4的不稳定性,易分解为MoS3和H2S(式10-11),此时MoS42-会转变为MoS3沉淀,而钨则以偏钨酸根(H2W12O406-)的形式存在溶液中,从而实现钨与钼的分离。
Na2MoO4+4Na2S+4H2O=Na2MoS4+8NaOH--------- (10)
Na2MoS4+2HCl=MoS3↓+H2S↑+2NaCl ------------(11)
MoS3沉淀法周期短、成本低,现在国外仍在使用。但该方法也有明显缺点:MoS3粒度极细,沉降难,过滤难;随MoS3的沉淀,一部分钨也会沉淀,溶液中的钼含量越大,则沉淀损失的钨越多;除钼过程还会产生大量有毒气体H2S,安全和环境问题突出;而且这个除钼过程,仍需要大量调酸。
ROUT等以Aliquat 336(三辛基/癸基氯化铵)和IDA(异癸醇)为萃取剂和相调节剂,从含18 g/L W、0.72 g/L Mo的浸出液中萃取分离硫代钼酸根,在pH 8.5、3% Aliquat 336、3% IDA、O/A=1的条件下,经过2级逆流萃取,钼的萃取率为98%,钨的共萃率为5%,βMo/W分离系数高达924.4。但问题是,硫代钼酸根与有机相结合极其牢固,难以反萃。因此,反萃液中需加入强氧化剂H2O2、NaClO等进行破坏性反萃,过程中MoS42-被氧化破坏,S被氧化成SO42-,而Mo则转化成MoO42-。MoO42-与萃取剂的结合较弱,容易反萃。但有机铵容易被强氧化剂氧化,从而失效。
KHOLKIN等采用二元萃取分离MoS42-(式12,其中a为水相,o为有机相),试图解决钼难以反萃的问题。所谓二元萃取,是在季铵盐萃取剂中加入有机磷酸、羧酸、酚类等试剂,萃取过程中,以pH调节作为开关:低pH下,这些有机弱酸难以电离而不与季铵盐作用,放任硫代钼酸根被萃取;而高pH下,有机酸电离出酸根离子,与阳离子的季铵基形成结合,对MoS42-形成竞争,从而在一定程度上可以迫使MoS42-的反萃,如图7所示,加入P204的效果最好。但实际验证效果并不理想。
2H+(a)+MoO4-xSx2-(a)+2R4NA(o) ⇌ (R4N)2MoO4-xSx(o)+2HA(o) -------------(12)
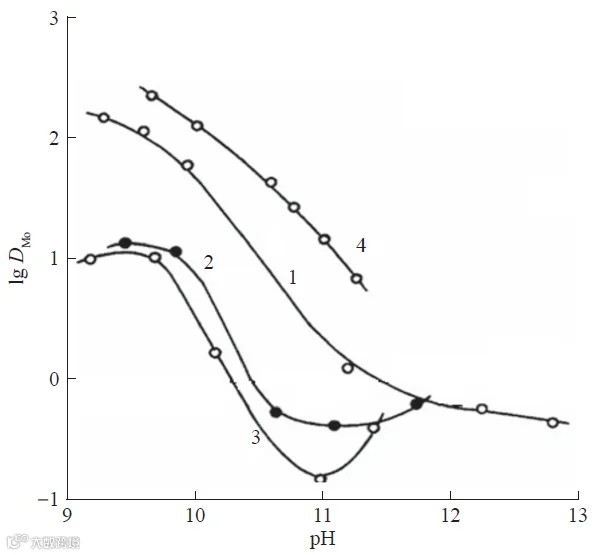
图7 三烷基甲基铵的4-叔丁基酚盐(曲线1)、辛酸盐(曲线2)、二(2-乙基已基)-磷酸盐(曲线3)和碳酸盐(曲线4)萃取硫代氧合钼酸(DMo为Mo的分配系数)
陈洲溪等采用强碱性阴离子树脂,将硫化处理后的含钼钨酸盐溶液作为离子交换料液,使钼吸附在树脂上,除钼率可达98.8%。但硫代钼酸根吸附后也难以反萃,同样需要采用NaClO溶液进行氧化性解吸,也同样影响树脂寿命。而且,除钼所采用的离子交换柱,其吸附容量是一定的。而在钨冶炼过程当中,所处理的不同来源的钨矿中钼的含量往往波动很大,对除钼柱的吸附过程造成很大的冲击。
实际上,吸附法除钼所用强碱性树脂的功能团为季铵基,萃取法除钼所用的萃取剂Aliquat 336功能团也为季铵盐,所以表现出与硫代钼酸根相同的、强烈的亲和性。我们可以看到,如果与功能团相结合的烃链很长、支链度高、甚至交链,实际就是一种固体的高分子骨架,试剂就是树脂;而如果与功能团相结合的烃链适中而疏水性足够高,没有交链而成液体,试剂就是有机萃取剂;而如果烃链较短,试剂的疏水性不够,试剂就是一种水溶性的有机物,如十八烷基三甲基铵盐,也能与溶液中的MoS42-结合而除钼。实际上,霍广生等就使用水溶性季铵盐离子浮选除钼,惠志林等用有机季铵盐沉淀除钼,二者的化学机理本质相同。无论叫作“离子浮选法”还是“有机沉淀法”,得到的都是一种黏稠的有机沉淀物,容易粘在器壁上难以清理,而且也需要破坏性氧化再生试剂,有机铵也容易因被氧化而降解。
总的来说,调酸沉淀产生有毒的H2S气体;各种季铵盐试剂结合MoS42-又都需要强氧化剂氧化,影响试剂使用寿命。萃取和沉淀还会带来溶液COD高的问题。
MoS42-离子团的结构可简单表示为,键合原子为S原子,必然与铜镍钴等重金属离子亲和力强,而WO42-的键合原子O,与铜镍钴等离子的结合能力相对很弱。因此,溶液中加入重金属化合物就可以选择性地与MoS42-结合而深度除去,采用原位生成的新生硫化铜作为除钼剂,当Cu/Mo摩尔比为4︰1时,钼去除率高达98.67%,残留钼浓度在0.006 g/L以下,纯钨酸铵溶液的Mo/WO3质量比低于2×10-4,完全满足APT生产标准。如果因处理原料不同导致溶液中钼含量波动,只需要在沉淀槽中随钼含量的高低而增减铜沉淀剂的用量即可,展现出优异的工艺稳定性。
该技术还能够将溶液中的砷、锡、锑等杂质也以硫代酸盐的形式沉淀分离,在全国范围内得到推广,成为钨提取冶金领域不可或缺的“标配”工艺,获2001年度国家技术发明二等奖。
几种方法的对比见表4。
表4 钨钼分离方法对比


3 总结
总的看来,钨冶炼所处理原料的成分深刻影响了钨冶炼工艺的发展。早期人们更倾向于处理易选易冶的黑钨矿,而黑钨矿的特点是易分解、含钼少,所以早期对钨钼分离关注较少。但是地球上钨的储量以难处理的白钨矿居多,随着黑钨矿的逐渐消耗,钨冶炼的原料逐渐复杂化,从黑钨矿逐渐转变为高钙黑钨矿、黑白钨混合矿,乃至白钨矿。而白钨矿结晶地球化学特点决定了其晶格中易于以类质同象的形式混入相似元素钼,这使得钨冶炼的除杂任务越来越艰巨,也推进了钨钼分离方法的研发。
由于镧系收缩的影响,同族元素钨钼含氧酸根的电价相同、半径极其相近,使得它们的化学性质极为类似。但是在长期的科研实践当中,人们认识到钨和钼的细微性质差异,并利用这些差异开发出一系列分离方法。比如根据钨钼的聚合行为差异,人们开发出了弱碱性条件下萃取或者吸附钨酸根离子而与单体钼酸根离子分离的方法,以及在强酸条件下萃取钼酰阳离子而与钨同多酸根或磷钨杂多酸根分离的方法;而在中等酸性条件下,钨钼聚合成为钨钼杂多酸根离子难以分离。通过调入双氧水,将钨钼杂多酸解聚形成游离的过氧钨酸或过氧钼酸,再利用过氧酸根稳定性不同,通过加热还原使钨转变为钨酸沉淀,与保留在溶液中的过氧钼酸分离。当然,用中性磷萃取剂萃取钼也可以取得彻底的分离效果。
钨和钼显著的性质差异是钨亲氧而钼亲硫,所以可以控制条件使钼转变成为硫代钼酸根,与钨含氧酸根的性质差异显著加大,从而开发出MoS3酸沉法、MoS42-萃取法、吸附法等方法,利用硫代钼酸根与重金属亲和性高的特点,研发的选择性沉淀法,因操作简单、除钼效率高在行业广泛应用。
最后需要强调的是,21世纪以来,开发的硫磷混酸协同浸出法十分适合处理白钨矿,使用廉价的工业副产硫酸作为浸出剂,在常压条件下可以连续操作。浸出液中钨直接呈磷钨杂多酸阴离子([PW12O40]3-)、钼呈钼酰阳离子(MoO22+)存在,使传统碱法分解过程中的相同负电荷、相近半径的钨钼含氧酸根离子的分离,转化为阴阳离子之间的分离,性质差异极大化,用有机磷酸就可以将钼简洁地萃取分离。我们可以看出,钨钼分离方法的发展是一个随冶炼体系的不断演化而逐步发展,“删繁就简、立异标新”的过程。这一过程的回顾和背后化学机理的复盘,对推动冶金理论和工艺的发展具有重要参考价值。
专家简介

赵中伟,中南大学教授、博士生导师,中国工程院院士,有色金属冶金专家。现任中南大学学术委员会主任、湖南省稀有金属冶金与材料制备重点实验室主任,兼任中国金属学会冶金过程物理化学委员会委员、中国有色金属学会稀有金属冶金学术委员会副主任委员、中国钨业协会理事。长期从事有色金属冶金提取与分离的研究。发明了难冶钨资源深度开发应用关键技术、低品位白钨矿硫磷混酸协同浸出技术、选择性沉淀法钨钼分离技术、电化学脱嵌法盐湖卤水提锂技术。获国家科技进步一等奖1项(排1)、国家技术发明二等奖2项(排1、4)、中国专利金奖1项(排1)、中国有色金属工业科学技术一等奖3项(均排1)。入选教育部“长江学者奖励计划”特聘教授、百千万人才工程国家级人选,获全国创新争先奖状、全国优秀科技工作者、全国杰出专业技术人才、全国五一劳动奖章、何梁何利科学与技术进步奖、全国模范教师、湖南光召科技奖等荣誉。

孙丰龙,中南大学冶金与环境学院副教授,博士生导师,入选中国科协“第七届青年人才托举工程”、湖南省科技创新类湖湘青年英才。主要从事稀有金属提取与分离方向的研究,主持国家自然科学基金青年/面上基金项目,参与国家自然科学基金重点项目以及科技部重点研发项目等。

🔺扫码下载全文🔺
《有色金属(冶炼部分)》
促进技术进步
推动成果转化
活跃学术气氛
《有色金属(冶炼部分)》(月刊)于1949年创刊,是全国中文核心期刊(北京大学),被美国《化学文摘》(CAS)、日本《科学技术振兴机构(中国)文献数据库》(JST)、俄罗斯文摘杂志(AJ)、美国《艾博思科数据库》(EBSCOhost)、日本《科学技术文献速报》(CBST,JICST)、世界期刊影响力指数(WJCI)报告(2024科技版)、RCCSE中国核心学术期刊、《中国期刊全文数据库》(光盘版)等收录,是中国期刊网入网期刊。
主要报道轻金属、重金属、贵金属、稀有及稀土金属等60多种金属相关的冶金工艺、新材料和生产实践,发布冶金技术新成果、企业生产动态等信息,关注有色金属行业相关的土壤、大气、废水废渣等污染排放与治理等方面的热点问题。




投稿网站:https://mete.cbpt.cnki.net
联系电话:010-63299752
执行主编:金开生
