![[闫师讲堂]每周一个注塑成型缺陷分析——困气](https://cdn.10100.com/user/9f3274a845404c591ec115faa9aca77a.png?x-oss-process=style/180x)

闫路顺
工程硕士,ARBURG(阿博格)深圳应用工程部经理,资深工艺工程师,注塑行业从业十五年以上,在ARBURG(阿博格)主要负责LSR应用。
根据ARBURG(阿博格)的注塑专家总结,可以将常见的注塑成型缺陷归类成以下种类:
1. 缩水
2. 条纹
2.1 过热变色
2.2 水汽纹
2.3 色纹
2.4 气纹
2.5 纤维纹
3. 色纹
4. 熔接纹
5. 放射纹
6. 燃烧黑斑(柴油效应)
7. 唱片纹
8. 欠注
9.飞边(溢胶)
10. 顶白
11. 脱模变形
12. 表面层皮
13. 注塑冷料/冷流纹
14. 困气
15. 黑点
16. 胶口暗点
制品上/内的孔源自于困气而形成,很明显。这也会出现在制品的壁上。

特征1:表面的气泡

特征2:注射进的气泡
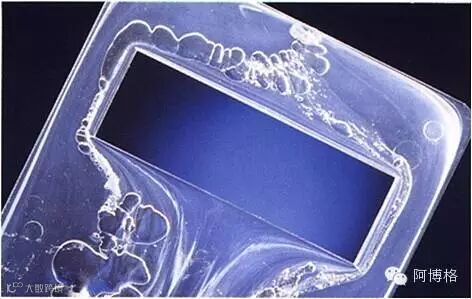
特征3:产品内的气泡
物理特征:
在注射期间,空气陷入熔体内从而出现一个孔在制品上。基本上,这有两方面原因导致这个缺陷。
缩退太多或者太快。
塑化性能太差
注意
有两种类型的困气:真空和气泡。真空泡形成于塑料收缩。区分两者非常困难,因为它们出现的类型非常相似。以下一些特点或许有帮助:
当打开一个孔,真空不会有气体释放。
气泡的缺陷可以通过缩退减少改善。
改变保压压力,时间,对气泡无影响。
有气泡的制品通常强度没有无气泡的强,不透明的制品可以随意的通过切开进行测试。
如何解决?

