
12月1日的深圳和12月3日的上海,ARBURG(阿博格)诚邀来自瑞士HB-Therm公司的模具温度控制专家Kurt Klopfenstein先生向中国客户介绍了关于模具温度控制方面的课题。
主要涉及:
温度控制技术
温度控制的优化
动态模温注塑工艺
那么,为了弥补没有参与讲座的网友的遗憾。我们也将通过ARBURG(阿博格)官方微信分期详细介绍。
同时,我们尚有全本PPT打印本,如有需要,请联系:katie_xue@arburg.com
过去几周,我们介绍了HB-Therm公司以,温度控制技术以及温度控制的优化的内容,本周我们将开始介绍动态模温注塑工艺。
温度控制流程总览

可变温度控制
限制因素:
合适的模具设计
温度控制通道之间的距离尽可能短,尽可能长的循环时间
与机器工作同步,在要求的时间点实现合适的切换
应用:
非常小的交叉部件(降低高注射压力)
极限比例的壁厚(降低缩痕)
提高发泡和高纤维产品的表面质量
极高的结构以及外形精确度要求的模具(例如:光学透镜,微型或纳米结构等)
在视觉关键区域有焊接痕的产品
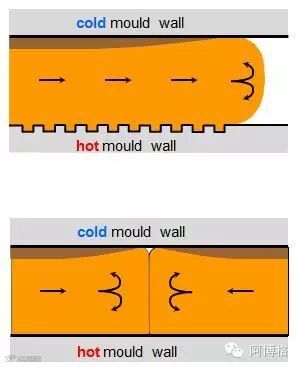
没有使用可变温度调节控制的注塑工艺

可变温度控制的影响力
没有使用可变温度控制:

使用可变温度控制:
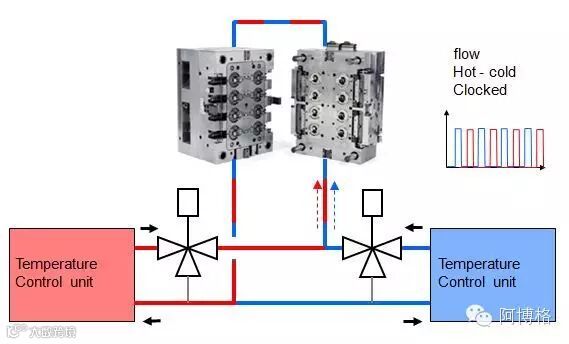
使用了可变模温控制的注塑工艺

可变模温控制包含的设备:
模具,切换装置,模温机,注塑机
可变模温控制多样性
集成/独立的模温控制回路
热传递媒介:水/油
HB-Therm具备
集成的模温控制回路
热传递媒介:水
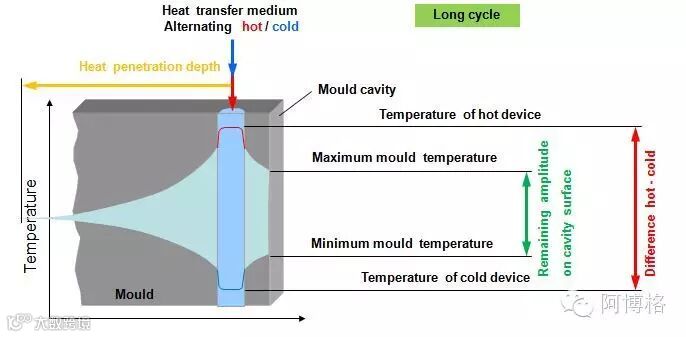
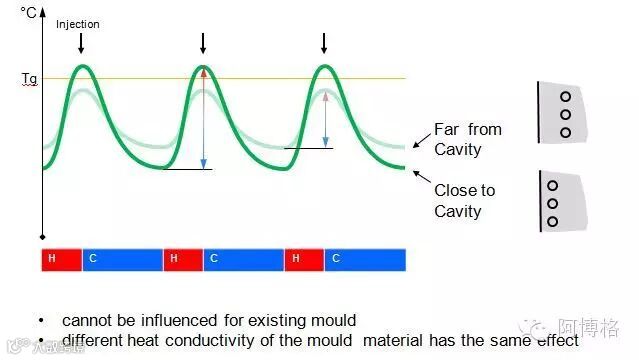
温度传递
温度在模具内的传递规则类似于水波纹,最高点在波动的起点,随着距离的增加温度递减

模具内的温度传递
在较长的循环时间内热量渗透的深度不断增加,在型腔表面保持也保持热辐射

在较长的循环时间内热量渗透的深度不断增加,因此在型腔表面保持波动
如果温度控制回路之间的距离和型腔距离缩短,型腔表面保持的热幅也不断增加
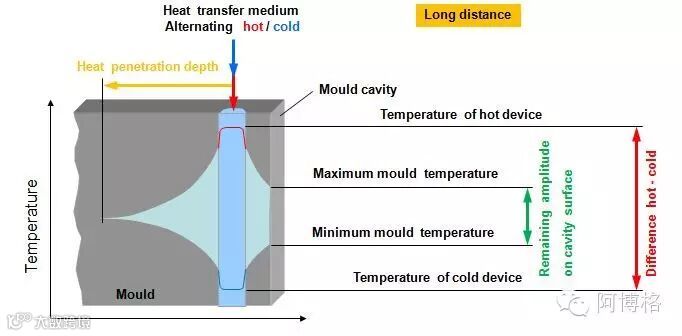
如果温度控制回路之间的距离和型腔距离缩短,型腔表面的波动也不断增加

图示这块标示在注射过程中改变温度,此块是由可替换的热渗透深度决定的。

模具设计的含义
可变模温控制的区域应尽量越小越好
模具的其他地方最好是绝缘
温度控制回路必须尽可能的设计在靠近模具型腔的表面
模具内的输送回路应尽可能的越短越好

操作模式
设备不是连接到模具操作的支路上。在“中性的”操作模式“下,装置是承担调节模具区域的温度的

隔离的和可变的温度曲线

温度波动幅度,取决于温度控制回路的排布(距离型腔的位置)
温度波动幅度,取决于单台的温度

温度的波动幅度,取决于控制的循环时间

温度的波动幅度,取决于加热和冷冻的时间比例
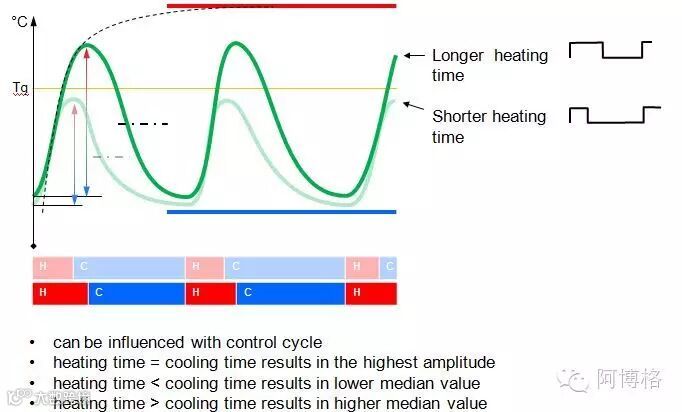
结论:
反应的表现取决于模具设计
可实现的温度变化波动依靠模温机的设置,也依靠不同阶段的切换调整
更多精彩,期待下期。。。
