本文是永鑫方舟团队第59篇原创行研
前 言
电渗析(Electrodialysis,ED)技术是一种新兴的工业生产技术。电渗析技术最早被应用在海水淡化领域,后逐渐延伸至水处理、冶金、化工、合成生物、生命科学等领域。随着新的应用需求的出现和膜技术的发展,近些年来,电渗析技术在盐湖提锂、废旧锂电回收、半导体电镀液净化、TMAH(四甲基氢氧化铵)的生产回收、碳捕捉等新兴产业领域中得到了大量应用。
1、电渗析技术及其系统装置
1.1 电渗析技术
电渗析技术,是一种利用电渗析设备进行分离纯化提纯物质或酸碱制备的技术。电渗析设备是一种利用离子交换膜和直流电场,使溶液中电解质的离子产生选择性迁移的装置。
电渗析技术基本原理为:利用离子交换膜的选择透过性,在外加直流电场的作用下使阴阳离子定向迁移,选择性的通过膜,在由离子交换膜形成的隔室内交替形成浓水室和淡水室,以实现浓缩或脱盐的目的,具体原理见图1。
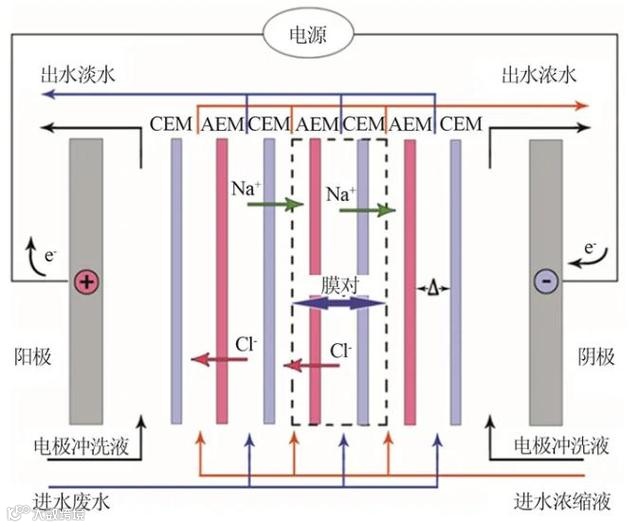
图1 电渗析技术原理图
来源:《新型电渗析工艺的技术发展与应用》
电渗析装置通常由离子交换膜、电源、辅助材料(电极、密封垫片等)组成。装置中电极通常由钛、氧化铝、石墨等材料制成。
1.2 离子交换膜
离子交换膜是电渗析设备的重要部件,是具有离子交换性能的、由高分子材料制成的薄膜。它与离子交换树脂相似,都是在高分子骨架上连接一个活性基团,但作用机理和方式、效果均有不同。电渗析技术的实现是基于直流电场作用下的离子交换膜使带电离子迁移。
离子交换膜具有选择透过性,阳离子交换膜只允许阳离子通过,阴离子交换膜只允许阴离子通过,在外加直流电场的作用下,溶液中离子作定向迁移,使一路溶液中大部份离子迁移到另一路溶液中去,从而达到工业流体分离纯化的目的。此外,由双极膜与阴阳离子交换膜组合成的双极膜电渗析设备可在直流电场作用下将水解离,在双极膜两侧分别得到氢离子和氢氧根离子,在不引入新组分的情况下将水溶液中的盐转化为对应的酸和碱,主要用于工业酸碱产品的制备。
离子交换膜按膜的宏观结构分为三大类:
1)异相膜:由离子交换树脂粉末或其他带有离子交换化学基团的聚合物制成的,具有明显两相微结构的离子交换膜。
2)半均相膜:通过工艺实现成膜材料与离子交换树脂部分的化学联系,实现膜片宏观上的均一性,微观上仍有相界面的存在,从结构均匀性到性能介于均相膜、异相膜之间的离子交换膜。
3)均相膜:将离子交换化学基团固定于膜主体材料上的聚合物薄膜,其微结构均一,孔隙小,膜电阻小,不易渗漏,电化学性能优良,在生产中应用广泛,但制作复杂。
按功能及结构的不同,离子交换膜可分为阳离子交换膜、阴离子交换膜和双极膜三种类型。阴离子交换膜相对只选择性透过阴离子,阳离子交换膜相对只透过阳离子,双极膜可将水转化解离为氢离子与氢氧根离子。

图2 离子交换膜按功能及结构分类
来源:杭州蓝然技术招股说明书
1.3电渗析设备
基于离子交换膜的分类,电渗析设备主要分为普通电渗析设备(ED)和双极膜电渗析设备(BPED)。
1.3.1普通电渗析设备(ED)
普通电渗析设备在直流电场作用下,利用阴、阳离子交换膜对溶液中阴、阳离子的选择透过性,使溶液中呈离子状态的溶质和溶剂分离的一种装置,包括异相膜、半均相膜和均相膜设备。
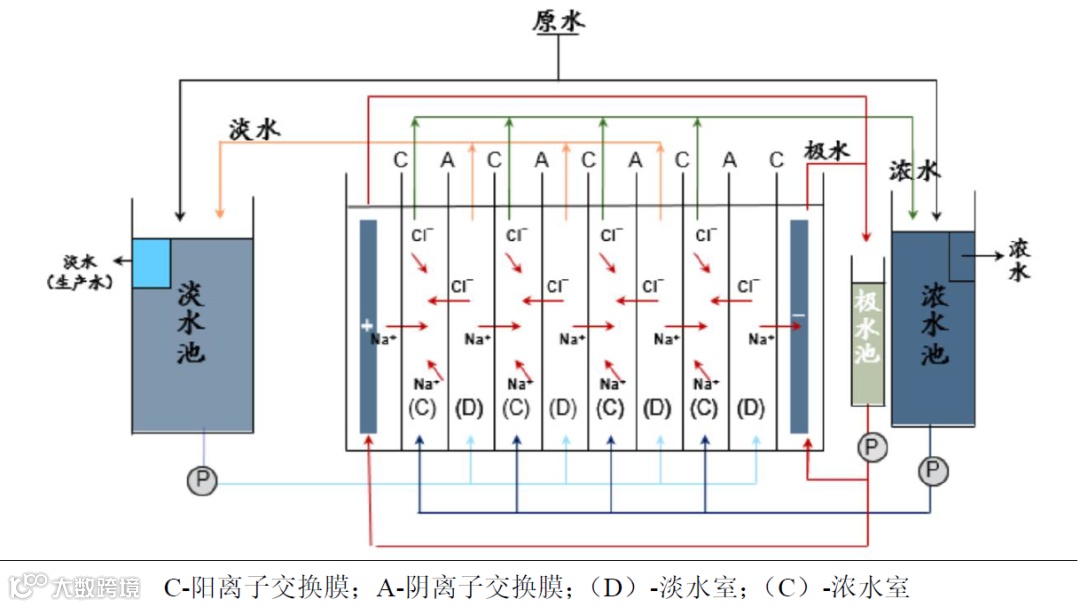
图3 普通电渗析设备(ED)原理图
来源:杭州蓝然技术招股说明书
如图3所示,当含盐水通过由阴、阳离子交换膜及浓、淡水隔板交替叠装,且在两端设置电极而成的电渗析的隔室时,在直流电场作用下产生离子定向迁移,即阳离子向阴极(负极)方向迁移,阴离子向阳极(正极)方向迁移,由于离子交换膜具有选择透过性,阴离子交换膜只允许阴离子通过,阳离子交换膜只允许阳离子通过,使淡水室中的阴离子向阳极方向迁移,透过阴膜进入浓水室,阳离子向阴极方向迁移,透过阳膜进入浓水室;而浓水室中的阴、阳离子虽然也在直流电场的作用下,分别向阳极和阴极方向迁移,但由于受到隔室两侧阳膜和阴膜的阻挡,无法迁出浓水室,从而留在浓水室中,这样,浓水室因阴、阳离子不断进入而使盐浓度提高,淡水室因阴、阳离子不断移出而使盐浓度下降,通过隔板边缘特制的孔,分别将各浓、淡隔室的水流汇聚引出,便产生两股主水流,脱盐水和浓缩盐水,从而实现工业流体的分离纯化。
普通电渗析虽具有效率高、能耗低等优点,却也存在一些技术限制,例如处理高盐废水带来的高能耗、不能选择性去除离子、产品单一等问题。
1.3.2双极膜电渗析设备(BPED)
双极膜是一种新型的离子交换复合膜,它通常由阳离子交换层、界面亲水层(催化层)和阴离子交换层复合而成。在直流电场作用下,双极膜可将水解离,在膜两侧分别得到氢离子和氢氧根离子。利用这一特点,将双极膜与其他阴阳离子交换膜组合成的双极膜电渗析设备,能够在不引入新组分的情况下将水溶液中的盐转化为对应的酸和碱。
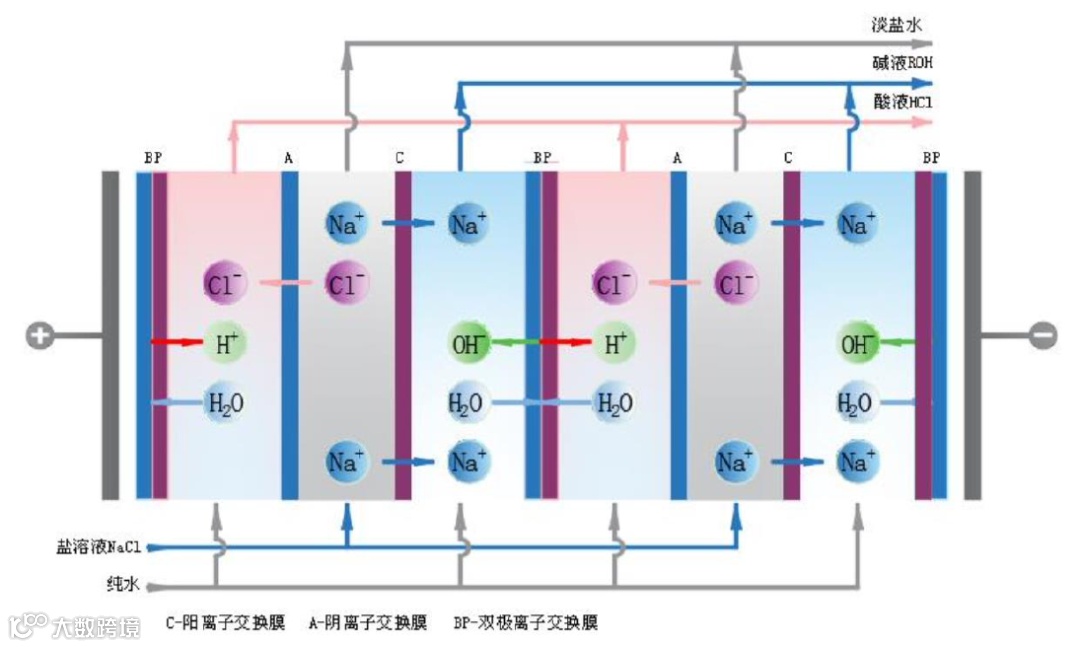
图4 双极膜电渗析设备(BPED)原理图
来源:杭州蓝然技术招股说明书
双极膜电渗析设备不仅用于无机盐制备酸和碱,还能实现多种功能并可用于多个领域,比如各种有机酸和有机碱一步法生产,工艺简洁、化学品消耗少、能耗低、绿色环保。
1.4电渗析技术的发展历程
电渗析技术的研究最早始于德国,1903年Morse和Perce把两根电极分别置于透析袋内部和外部的溶液中无意发现带电杂质能迅速地从凝胶中除去;1924年Pauli对Morse的试验装置进行了改进,以便解决极化、传质速率等问题;1940年Strauss和Meyer又进一步提出了多隔室电渗析装置的概念。
20世纪50年代,美国科学家Juda成功试制了具有较高选择透过性的阴、阳离子交换膜;紧接着,在1952年美国Ionics公司就设计制造了第一台电渗析装置。自此,电渗析技术得到了较好的发展,不仅体现在装置设计上的改良,其核心部件离子交换膜也得到了很好的发展。
当前国外离子交换膜主流公司有日本ASTOM、日本AGC、德国Fumatech、日本富士膜Fujifilm、加拿大Saltworks、法国Suez和捷克Mega等,全球范围内,电渗析设备厂商主要包括法国Suez、美国Evoqua、杭州蓝然技术、德国PCCell GmbH和法国Eurodia等。
电渗析技术率先在美国、英国和前苏联等国家得到推广,主要应用于海水淡化、饮用水制取等。发展至今,已经被广泛应用于物料脱盐、废水脱盐、海水淡化预处理或浓盐水处理等领域。现如今应用最为广泛的是北美、欧洲、中国和日本等国家和地区,其中日本是目前世界上唯一一个使用电渗析技术大规模海水制盐的国家。
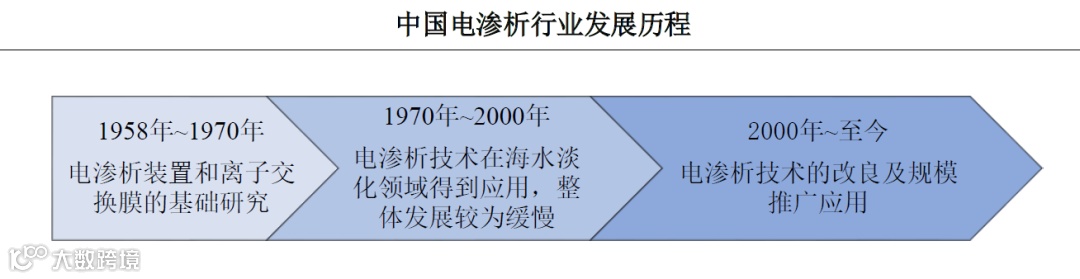
我国对电渗析的研究起步较晚,1958年北京和上海的科研单位将离子交换树脂磨成粉再压制成异相离子交换膜;60年代初便有小型海水淡化装量投入试运行;1965年在成昆铁路上安装了我国第一台苦咸水电渗析淡化装置;1969年聚乙烯异相离子交换膜在上海正式投入生产,电渗析技术在海水淡化领域得到应用。20世纪80年代到90年代末,电渗析技术由于遵循法拉第定律,涉及交流变直流、电化学、流体力学、物理、材料等多个学科,相对压力驱动膜分离技术更复杂,控制更难,因而电渗析技术受到反渗透、纳滤、超滤等新兴压力驱动膜分离技术的冲击,只用作水处理项目中的预处理工作,导致了电渗析技术的发展缓慢。
21世纪前十年,双极膜技术的引进使电渗析技术得到了显著的突破与发展,得到广泛推广;从2010年至今,由于新材料发展,电渗析制膜技术水平不断提升,电渗析装备水平也显著进步,国家对绿色生产和资源循环利用的要求越来越高,企业经营者绿色生产理念加强,电渗析以其工业酸碱产品制备、浓缩无机盐及物料脱盐的高效、节能、三废少、占地少等优点,获得了迅速发展。从事电渗析行业的人员逐渐壮大,开发、生产和应用技术团队越来越多,相关经验也越来越丰富。我国电渗析技术的发展大致可以分为三个阶段:
到目前为止,虽然我国离子交换膜产量较高,但是仍以异相膜为主,主要用于初级电渗析水处理,也有少许用于化工和食品工业中的脱盐、微咸水的淡化、环保废水浓缩处理等。随着国内制膜技术的进步、电渗析集成装备水平的提升和应用技术不断开发,电渗析技术的应用正在逐步扩大,广泛应用于新能源、食品医药、冶金、化工、硅及半导体、粘胶纤维、造纸、印染等行业。
1.5电渗析设备产业链
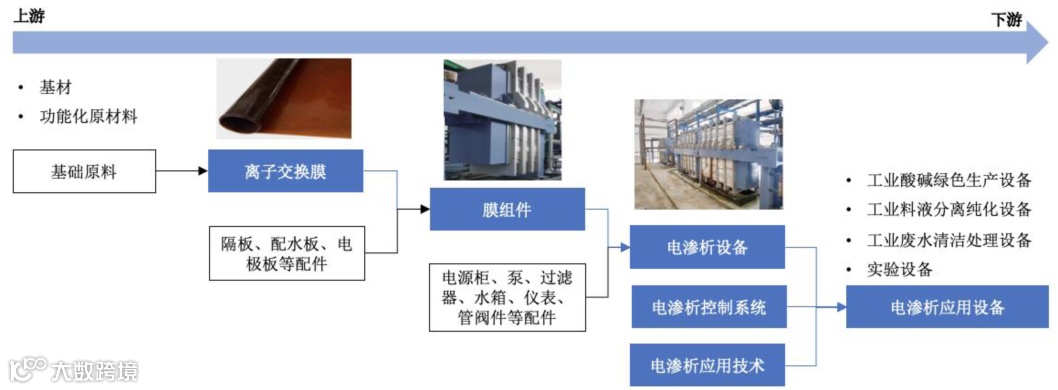
图5 电渗析设备产业链情况
来源:蓝然技术招股说明书
电渗析设备的上游主要包括基础原材料及离子交换膜生产厂商;中游主要是膜组件及电渗析设备厂商;下游主要是新能源、食品医药、化工、冶金、半导体等客户。
2、电渗析技术在新兴产业中的应用
21世纪以来,电渗析产品在世界范围内得到了迅速的发展,由于该产品具有节能、高效、少污染等优点,引起了世界各国的广泛关注。电渗析初始的用途为苦咸水淡化、海水淡化和海水制盐,随着电渗析企业的不断努力开拓,下游行业逐渐向新能源锂电、食品医药、冶金、化工、硅及半导体、粘胶纤维、造纸、印染等进行延伸,应用领域不断拓宽。凡涉及工业酸碱制备和工业流体分离纯化的生产过程,都是电渗析技术潜在的应用领域。
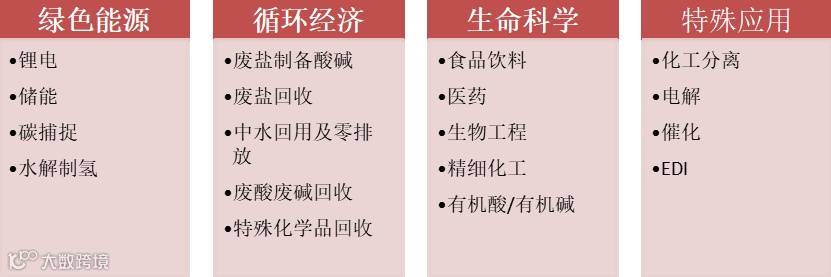
图6 电渗析技术的应用领域
2.1在新能源锂电行业中的应用
新能源产业链中,锂是核心资源之一。电渗析技术的应用与锂盐息息相关,目前均有非常成熟的应用案例,具体应用包括盐湖提锂、氢氧化锂的制备等,得到的氢氧化锂溶液不仅可以制备氢氧化锂产品,还可以采用通入二氧化碳的方式,最终转化为高纯碳酸锂,设计灵活,低碳绿色,具有高品质、高收率、清洁、低成本、短工期、便利性等优点。除此以外,电渗析技术可将生产过程中产生的废盐制备为酸碱回用到生产过程,废水进行清洁处理,这在新能源锂电行业中的三元前驱体、化成箔等细分行业也实现了应用。随着国家对环境保护的加强和双碳政策的实施,电渗析技术在未来可能会成为氢氧化锂制备的主流工艺,市场潜力巨大。
1)盐湖提锂并制备氢氧化锂
盐湖卤水制备氢氧化锂可分为三道环节,分别是原卤处理环节、浓缩环节和氢氧化锂制备环节,电渗析技术在各个环节均可应用。
电渗析法盐湖提锂已在青海盐湖进行工业化生产,该技术用于分离镁锂重量比1:1-200:1的盐湖卤水,经过一级或多级电渗析,利用一价阳离子选择性离子交换膜和一价阴离子选择性交换膜进行循环(连续式、连续部分循环式或批量循环式)工艺分离并浓缩锂。该方法适用于相对高镁高锂的卤水中解决锂与镁和其他离子的分离,同时也可以实现硼的去除和经济高效浓缩氯化锂。
经前两道环节分离纯化锂盐后,双极膜电渗析技术可用于氢氧化锂制备环节。传统工艺中盐湖卤水制备氢氧化锂需要先将氯化锂溶液加入纯碱沉淀出碳酸锂,再用碳酸锂苛化法制备氢氧化锂。双极膜电渗析技术可以直接将氯化锂溶液一步法直接制备成氢氧化锂,同时生产的盐酸可以用于吸附剂的再生。
此外,我国盐湖条件有限,生态环境脆弱,酸碱资源、水资源非常匮乏,高海拔,交通不便,运输成本高。双极膜电渗析技术还可以用氯化钠制备酸碱,用于吸附剂提锂解析、除杂预处理、设备清洗、树脂再生等核心工艺段,实现资源的高效利用,降低产品单位生产成本。
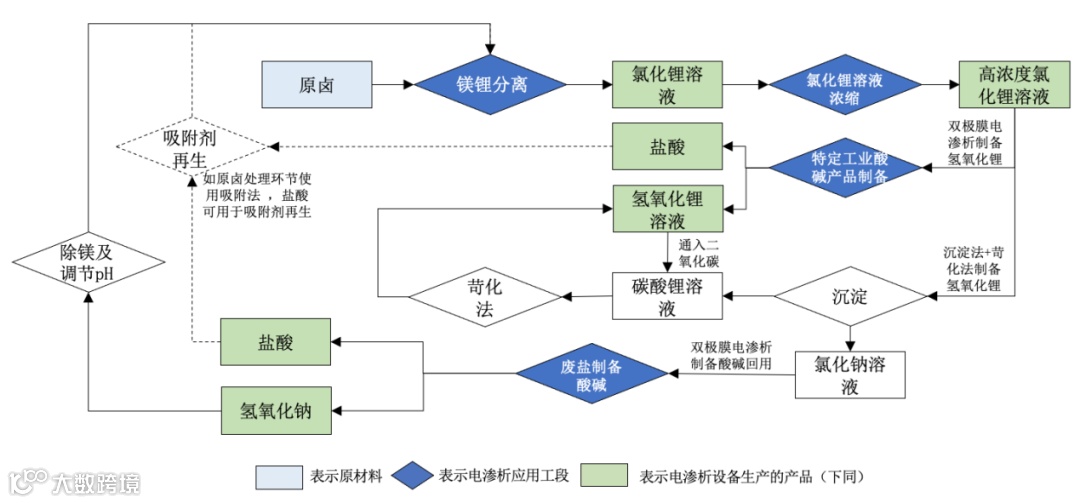
图7 电渗析技术在盐湖提锂中的应用
来源:蓝然技术招股说明书
盐湖卤水类型的锂资源在全球探明锂资源构成中的占比高达近六成,其单体项目的储量规模通常可观,生产成本相对较低,未来技术进步的潜力广阔,盐湖提锂有望成为未来全球锂资源供应体系的基石。2021-2025年盐湖提锂的供应有望从2021年的23万吨LCE(Lithium Carbonate Equivalent,碳酸锂当量)增长至2025年的53万吨LCE,占比从42.8%小幅走高至45%。

2)锂矿石和碳酸锂制备氢氧化锂
全球范围内大规模生产氢氧化锂工艺主要包括硫酸锂苛化法、碳酸锂苛化法、石灰石焙烧法等,其中,工业生产中主要关注硫酸锂苛化法与碳酸锂苛化法两种方案。在锂矿石系统中,主要采用硫酸锂苛化法制备氢氧化锂,即硫酸锂溶液与烧碱或者石灰进行复分解反应,形成硫酸钠或者硫酸钙与氢氧化锂溶液混合物,利用硫酸钙饱和浓度积较低,或者利用硫酸钠与一水氢氧化锂在低温下溶解度的显著差异将两者分离后得到氢氧化锂。该法工艺成熟,提取率高,但会产生大量废盐固废,处理难度大;碳酸锂苛化法生产氢氧化锂将精制石灰乳与碳酸锂按一定的比例混合,调节一定的苛化液浓度,加热至沸腾并强力搅拌,反应可得到浓度约3.5%的LiOH溶液。除去不溶性的残渣(主要是CaCO3),分离后将母液减压浓缩、结晶而得到单水氢氧化锂。但此生产工艺流程长,设备投资较多,成本高,且主要原料为碳酸锂,其价格的高低直接影响到单水氢氧化锂的成本。
双极膜电渗析法可以无需添加氢氧化物,实现低成本高纯度氢氧化锂的生产,副产品硫酸可循环使用。
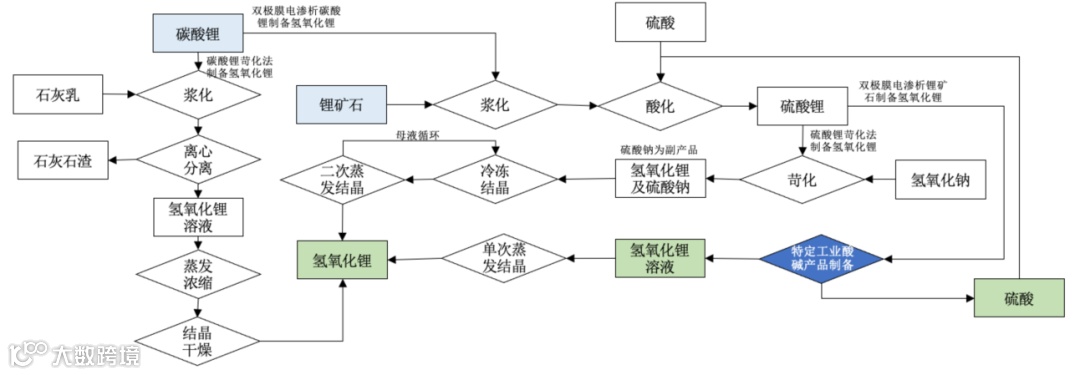
图8 双极膜电渗析技术在锂矿石和碳酸锂制备氢氧化锂作业过程中的应用
来源:蓝然技术招股说明书
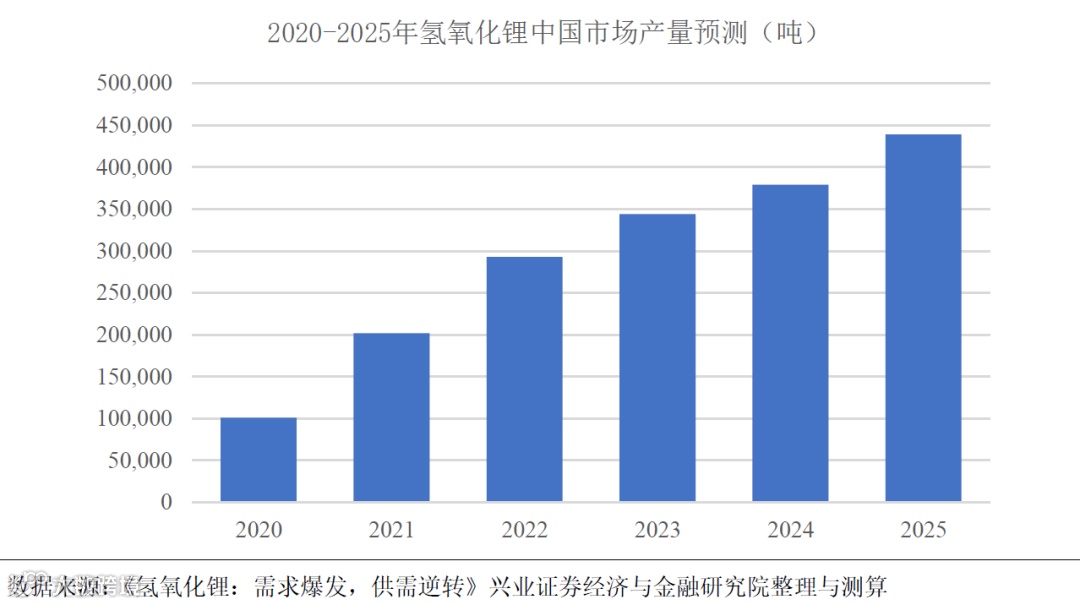
氢氧化锂主要用于生产三元材料中的高镍正极材料,海外电池厂以高镍三元电池为主,中国三元电池高镍化趋势明显,氢氧化锂的需求量将逐步扩大。
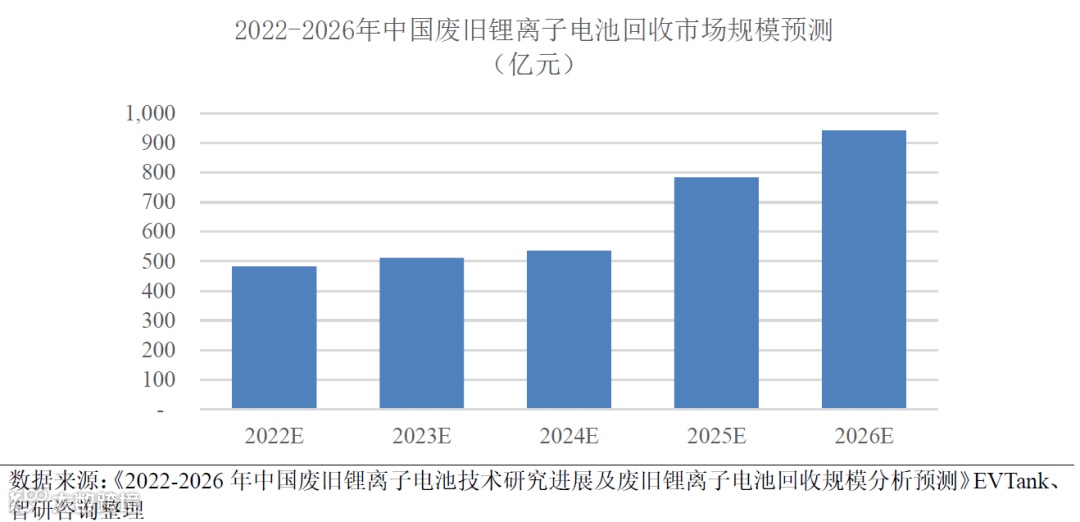
3)废旧电池拆解液制备氢氧化锂
在废旧电池回收系统,锂是核心的待回收资源,磷酸铁锂和三元电池粉经酸浸和水浸、浓缩、除杂后得到纯硫酸锂溶液,部分企业直接蒸发得到硫酸锂副产品外售,部分企业用传统工艺加入碳酸钠进行沉淀反应,得到碳酸锂沉淀和硫酸钠溶液,碳酸锂经过干燥后制备碳酸锂产品。但是这类工艺锂回收率较低,副产品固废多,环保压力大。
双极膜电渗析技术可以将磷酸铁锂和三元电池回收过程中得到的硫酸锂溶液直接制备为氢氧化锂溶液和硫酸,氢氧化锂溶液经后续蒸发结晶后得到氢氧化锂晶体,硫酸返回酸化工段,实现循环利用,实现了锂的高效回收,高品质锂盐的制备,且无其它副产固废产生。
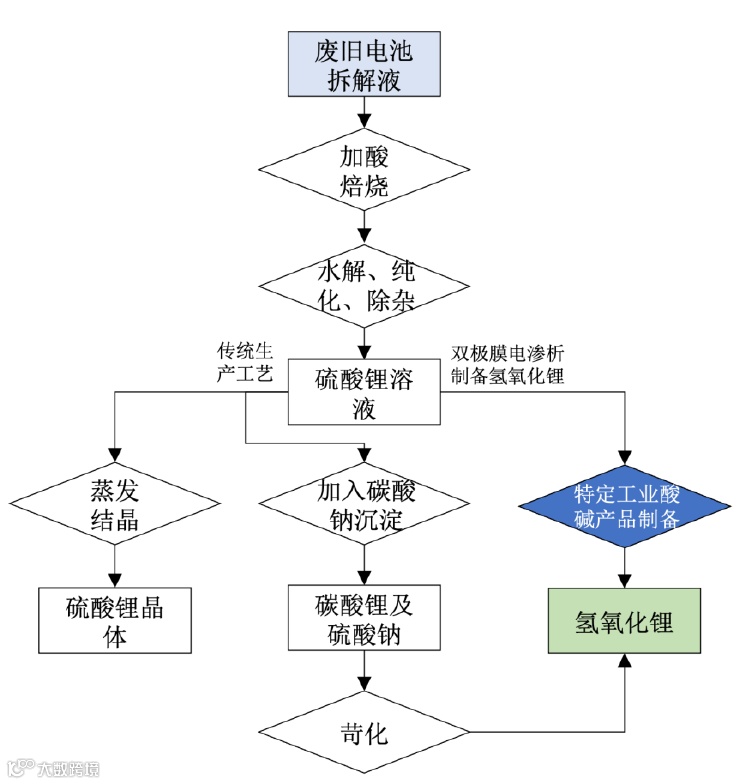
图9 双极膜电渗析技术在废旧电池拆解液制备氢氧化锂作业过程中的应用
来源:蓝然技术招股说明书
随着新能源锂电行业的不断发展,锂电池回收行业将在数年内进入快速发展期,从而构建锂电池资源循环的良性生态。
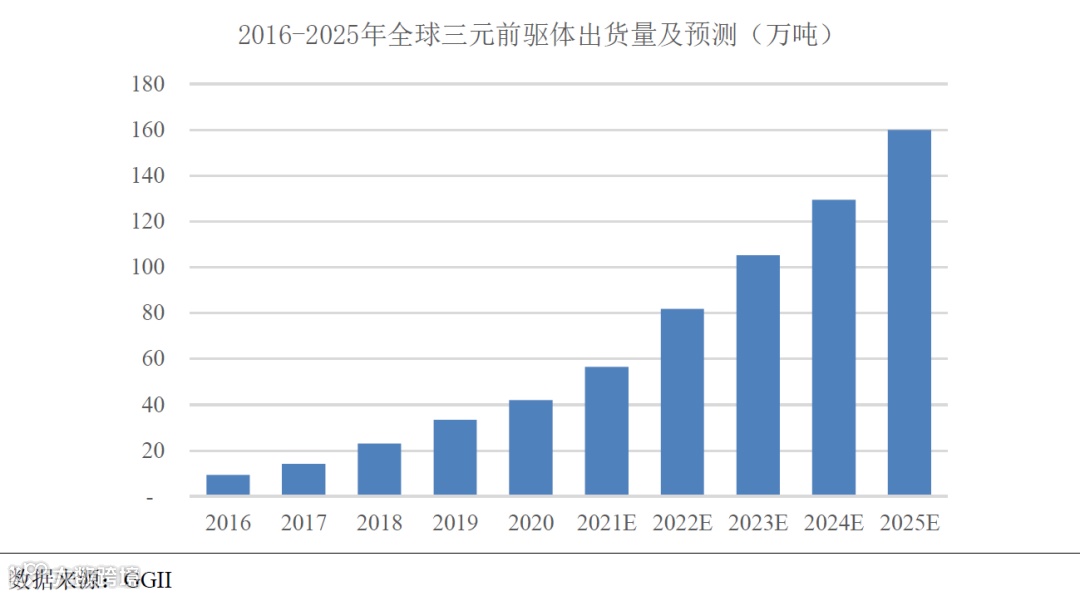
4)三元前驱体行业废盐制备酸碱
三元前驱体是制备三元正极材料的核心原材料。近年来,三元前驱体产量持续增长,预计2025年将达到160万吨,每吨前驱体至少产生1.6-1.8吨的硫酸钠。硫酸钠常规是制备成元明粉处理,然而由于市场上元明粉量的扩大,元明粉的处置也成为问题。双极膜电渗析开辟了一条新的硫酸钠资源化道路,利用硫酸钠制取三元前驱体生产过程中消耗量巨大的氢氧化钠,确保原材料供应链安全和稳定,降低企业生产成本,减少碳排放量。
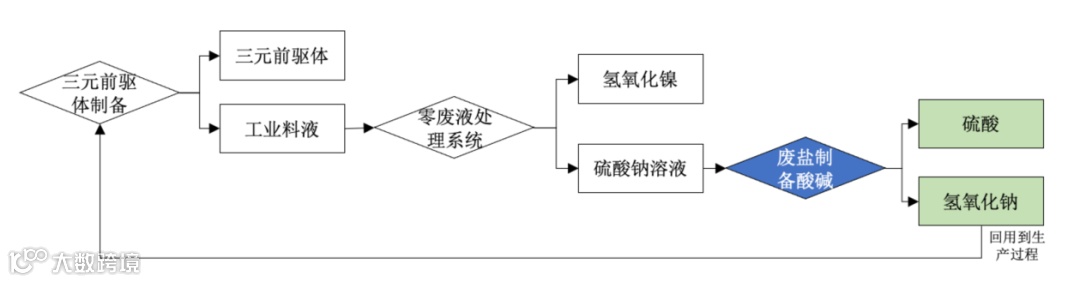
图10 双极膜电渗析技术在三元前驱体行业废盐制备酸碱作业过程中的应用
来源:蓝然技术招股说明书
根据GGII的数据,2020年全球三元前驱体出货量为42万吨,同比增长约26%。其中国内出货量33万吨,同比增长约20%。GGII预计2025年全球三元前驱体市场空间160万吨,2021-2025的CAGR是29%。
2.2在食品医药行业中的应用
在食品医药领域中,电渗析技术可应用于食品级酸碱的生产,有机酸的浓缩与生产,药品、调味品及饮品脱盐和脱酸。
1)食品级酸碱的生产
食品安全是食品企业的生产生命线,该类企业需要使用食品级酸与碱。由于酸碱属于危化品,地域限制大,成本高,食品级酸碱的生产厂家较少。利用双极膜工艺为核心,可以直接就地在厂区内生产食品级酸和碱,不受危化品运输的限制,机动性高。

2)有机酸的浓缩与制备
以维生素C、乳酸、苹果酸、富马酸、酒石酸、琥珀酸、氨基丙酸、EDTA、蛋氨酸、类氨基酸、葡萄糖酸、丁二酸、IDA等为代表的有机酸产品是现代医药工业的重要原料,在日化行业和化妆品行业等行业中也有广泛应用。
传统有机酸生产方法是用发酵法,由于有机酸发酵过程中产生的有机酸使得发酵液pH值降低,阻碍了发酵过程的进行。因此往往会加入碱(石灰)中和沉淀,然后经硫酸酸化制得有机酸。这一生产工艺包括酸解、沉淀、过滤等过程,不仅需要消耗大量酸碱,而且过程复杂,形成大量废液、废渣污染环境,导致成本高,环境污染严重。
采用电渗析技术可以分离除去发酵液中的盐分(通常为钠盐),提纯有机产品。对于发酵产物为有机酸盐的,可以使用双极膜电渗析技术实现从有机酸盐到有机酸的转化,不需要另外加酸,也几乎不产生任何酸碱盐废液,是一种绿色有机酸生产技术。因此能够减少环境污染,降低化工原料和能源消耗,具有显著的工业应用价值和环境效益,同时具有产品回收率高、纯度高等优点,经济效益获得了大幅提高。

3)药品、调味品及饮品脱盐和脱酸
电渗析技术广泛应用于氨基酸脱盐、医药中间体脱盐、各种糖醇脱盐、酱油脱盐、果汁脱酸、葡萄酒脱酒石酸、乳制品脱盐等。
以酱油脱盐和氨基酸脱盐为例。酱油是人们日常生活中常用的调味料之一,一般酱油中食盐含量在16~18%,酱油特有的香味只有在此食盐浓度下才能酿成。现代医学表明,高钠膳食易导致高血压、肾脏病等疾病发生。电渗析设备可将普通酱油中的盐分脱除成为低盐酱油,同时保留酱油中的营养成分和原来的色香味。氨基酸生产过程中会产生高盐分母液,母液普遍采用的处理工艺是经过离子交换树脂除盐,再通过活性炭脱色后套用。该工艺的弊端在于酸碱耗量大,树脂损耗量较大,导致生产成本较高,同时由于酸碱的排放,对环境产生严重的污染。电渗析技术可以脱除氨基酸中间物料的盐分,生产效率高,提高产品品质。
部分食品医药行业的产品生产环节,例如热敏性物质脱盐和纯化,越来越倾向于采用电渗析技术,利用双极膜可调节pH值的特性,处理食品医药工业生产中酶化、化学和微生物稳定性对pH值变化依赖性比较强的产品,包括调节果汁、葡萄酒等的pH值从而来改善口感,和其他普通的分离方法相比,用电渗析在处理这一类物质时过程可以精确控制,不会带入二次污染,具有特殊优势。
2.3在硅及半导体行业中的应用
电渗析技术在硅及半导体行业主要应用于TMAH的生产、各细分行业的废盐资源化和工业废水处理。
TMAH是四甲基氢氧化铵,有机强碱,分子结构与氢氧化铵相似,碱性强于氢氧化钠、氢氧化钾,大量应用于半导体与光电等电子高科技产业,主要在黄光制程中当作显影剂使用。
常规TMAH的生产有膜电解法、双极膜法、离子交换树脂法等,离子交换树脂法由于损耗大,较少采用。而膜电解法与双极膜法由于工艺简单可控,清洁生产,属于绿色制造工艺,是目前主要的生产工艺。
除此之外,硅及半导体行业需要用到大量高纯度氢氟酸,同时产生大量含氟废水。传统的氟化物废水处理方法会产生大量的含氟污泥,而含氟污泥无法得到高效的利用,资源化利用困难且市场需求有限,造成了严重的氟资源浪费,大量含氟污泥积存得不到妥善处置,环保压力较大。采用双极膜电渗析可以将氟化物废水转化为氢氟酸和碱,氢氟酸精制后回用于硅及半导体生产线,碱液可以回用于废水处理。
根据SEMI测算,2025年中国大陆半导体材料市场规模有望超过150亿美元,2021-2025年CAGR有望维持10%以上。半导体行业的快速增长,也将给电渗析设备带来广阔的发展空间。
2.4在碳捕捉行业中的应用
碳捕捉,全称碳捕获、利用与封存(Carbon Capture, Utilization and Storage,简称CCUS),是一系列技术的总称,旨在减少大气中的二氧化碳(CO2)浓度,以应对全球气候变化。CCUS技术包括三个主要环节:
碳捕获(Carbon Capture):从工业排放源(如发电厂、水泥厂、钢铁厂等)或直接从空气中捕获二氧化碳。碳捕获技术可以分为后燃烧捕获、预燃烧捕获和富氧燃烧捕获等。
碳利用(Carbon Utilization):将捕获的二氧化碳转化为有用的产品,如化肥、塑料、建筑材料或燃料。这有助于减少废物排放,并可能创造经济效益。
碳封存(Carbon Storage):将捕获的二氧化碳长期储存在地下地质结构中,如枯竭的油气田、深盐层或海底沉积物,以防止其释放到大气中。
碳捕捉技术的应用对于实现全球减排目标至关重要,尤其是在那些难以通过提高能效或使用可再生能源替代的行业中。此外,碳捕捉技术也被视为实现碳中和目标的重要手段之一。碳捕捉技术面临的挑战包括高成本、能源消耗、技术成熟度、环境影响评估以及大规模部署的可行性等。

图11 碳捕捉(CCUS)的核心环节
来源:互联网资料
相比其他的浓缩技术,电渗析技术的浓缩效率高,操作方便,膜使用寿命长且不需繁琐的预处理步骤,能高效地实现废水浓缩淡化过程,并对CO2捕捉利用。因此,电渗析技术作为一种重要的技术手段,被应用在碳捕捉领域。电渗析技术在碳捕获和利用领域的应用有助于减少大气中的CO2浓度,实现碳循环平衡。
双极膜电渗析(BPED)技术不仅可以从无机盐废水中实现对CO2的回收,也可从有机废水中捕获CO2。BPED在CO2的捕捉方面表现出高电流效率和低能耗的优势,同时可得到酸碱副产物。既解决了原料对环境的污染又能废物利用降低碳排放,给废盐的资源化提供了有效的解决方法。
电渗析技术在碳捕获领域的应用前景广阔,但仍需克服能源消耗和膜成本等挑战。未来的研究可能会集中在提高膜性能、降低能耗、开发新型膜材料以及工艺集成等方面。
3、市场规模和行业竞争格局
3.1 相关政策
离子交换膜是国家鼓励发展的新材料,被列入《战略性新兴产业重点产品和服务指导目录(2016年版)》,“双极膜电渗析膜”连续多年纳入《重点新材料首批次应用示范指导目录》;电渗析技术被列入《国家鼓励的工业节水工艺、技术和装备目录(2021年)》,是下游客户实现降本增效、循环经济、节能减排的重要技术手段。
3.2市场规模
根据QYResearch的统计及预测,2021年全球电渗析系统和设备市场销售额达到了26.65亿元,预计2028年将达到178.11亿元,年复合增长率为31.54%(2022-2028)。

图12 全球电渗析市场规模
来源:QYResearch 2022年,蓝然技术招股说明书
细分到各下游应用领域,新能源锂电行业的增长将成为电渗析设备市场规模的重要驱动因素,具体情况如下:

地区层面来看,中国市场2021年市场规模为5.74亿元,预计2028年将达到83.07亿元,年复合增长率为47.01%(2022-2028),增长速度较快。

3.3行业竞争格局
电渗析技术虽然发展历史较长,但初期主要集中于苦咸水淡化、海水淡化及中水回用,存在膜材料性能差、膜组器制备技术简陋、工艺设计不合理、运行不稳定、操作维护不便利及售后服务劳动强度高等弊端,20世纪90年代由于反渗透技术的兴起,大多数企业放弃了电渗析技术,且电渗析领域在技术、市场、人才和管理等方面具有较高壁垒,因而仅有极少数具备较高综合实力的企业能够建立完整的电渗析技术应用业务体系。
美日欧等国家、地区代表型企业包括Suez、Evoqua、Eurodia等,他们在技术、资金和品牌等方面优势明显,但其国内基础制造企业较少,新兴应用场景未得到有效开拓,电渗析技术没有足够的应用空间。而国内厂家得益于国家政策支持、产业链的整合、相关技术的发展、下游基础制造业的蓬勃发展,在应用场景的拓展、成本控制、服务响应速度等方面,较之于国外品牌有一定的竞争优势。

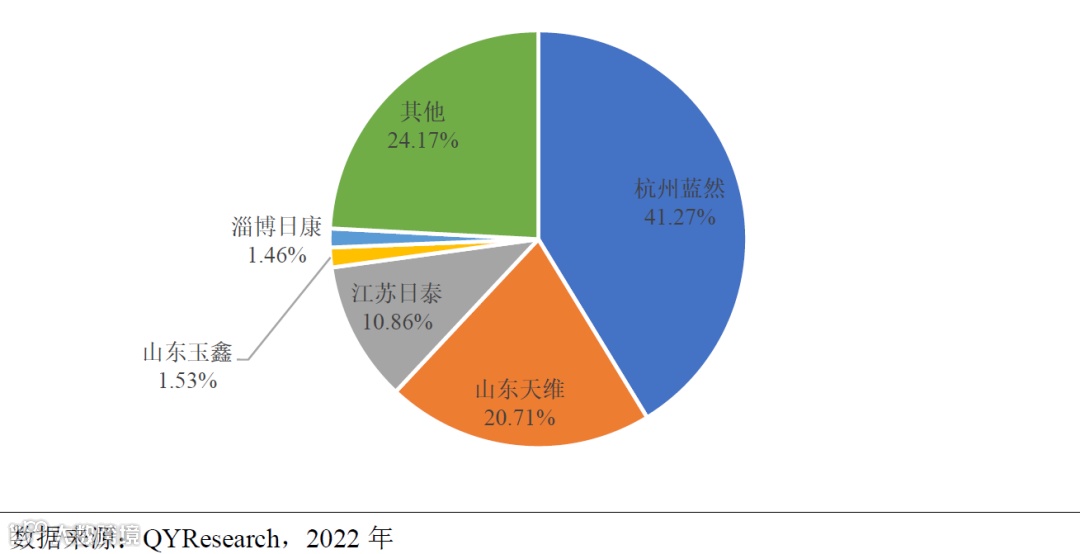
国内电渗析市场的主要参与者包括杭州蓝然、山东天维、江苏日泰、山东玉鑫、淄博日康等。其中,国内市场中杭州蓝然占据了超过40%的市场份额,形成主导地位。其余的电渗析企业大多数集中于产业链中游“设备组装厂”的角色,很难根据客户的需求而进行差异化的定制,应用领域集中在工业废水处理这个“红海市场”,综合实力较弱,仅有少数企业具备高性能离子交换膜的生产能力和电渗析技术的应用能力。国内市场主要电渗析企业如下图所示:
4、永鑫观点
电渗析技术作为一项重要的物料分离和提纯技术,具有性能好、效率高、能耗低等特点,在很多行业得到了大量应用。在清洁能源领域,电渗析技术在盐湖提锂、废旧锂电回收、三元前驱体废水资源化等新能源材料生产过程中发挥着重要作用。在半导体行业中,电渗析技术可用于TMAH的生产回收、工业废水处理和废盐资源化等环节。另外,电渗析技术在碳捕捉领域的应用,有助于减少大气中的CO2浓度,实现碳循环平衡。
在电渗析市场竞争方面,国外厂商具有一定的先发优势。国内厂商虽然整体起步较晚,但是近些年来,受益于政策鼓励和下游应用领域的蓬勃发展,技术进步很快,一些企业快速发展壮大,具备了较强的市场竞争能力。
永鑫方舟团队认为,随着技术的进步和成本的进一步降低,电渗析技术在清洁能源、碳捕捉等新兴产业,将发挥更大的作用,市场空间有望持续增长,给国内厂商带来了良好的发展机遇。