
如何打造标准化仓库
随着企业管理成熟度的提升,仓储物流管理也需同步优化。本文聚焦“标准化仓库”的建设思路与实践案例。
一、什么是标准化仓库
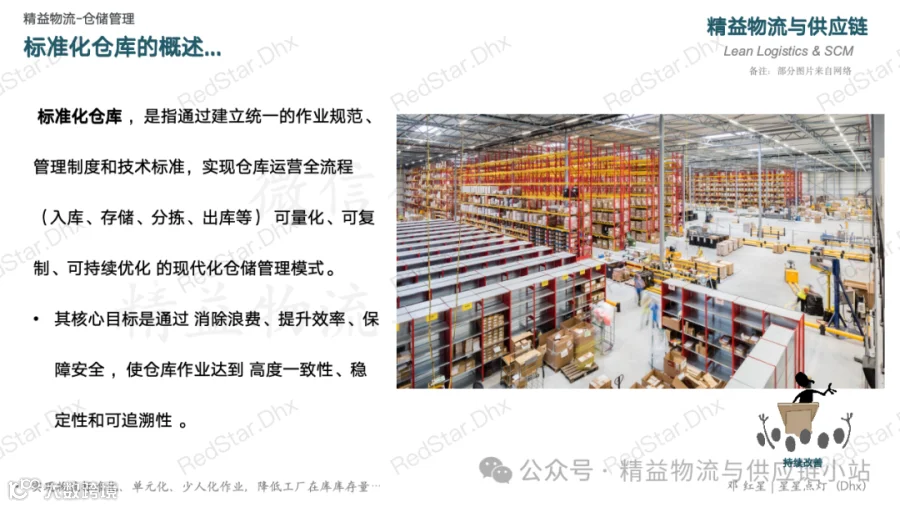
标准化仓库是指通过统一的作业规范、管理制度和技术标准,实现仓库全流程(入库、存储、分拣、出库等)的可量化、可复制与可持续优化[1]。
其核心目标为:消除浪费、提升效率、保障安全,使仓库作业高度一致且可追溯。
二、标准化仓库的核心特征
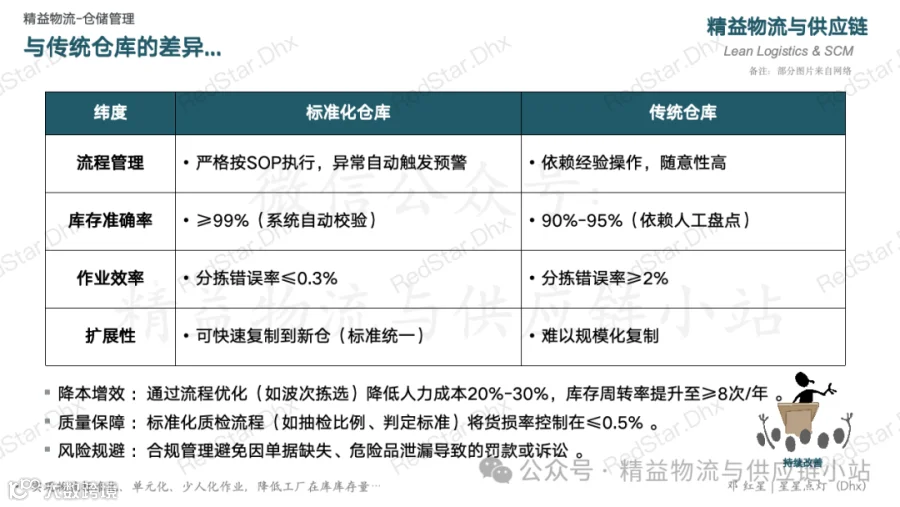
- 流程固化:以SOP为核心,明确各环节操作步骤与异常处理规则,减少人为随意性。
- 数据驱动:基于WMS系统、条码/RFID技术实现库存数据实时更新,支持决策。
- 资源高效:通过库位编码、自动化设备提升空间利用率(≥85%)和作业效率(订单处理周期≤24小时)。
- 风险可控:建立安全标准与质量追溯机制,确保合规性(ISO认证),事故率≤0.1次/千平米。
三、标准化仓库的应用价值
- 降本增效:流程优化可降低人力成本20%-30%,库存周转率提升至≥8次/年。
- 质量保障:标准化质检流程将货损率控制在≤0.5%。
- 风险规避:合规管理避免罚款或诉讼。
四、标准化仓库的实施路径
(一) 构建标准化管理体系
1、制度规范建设:明确货物接收、存储、拣选、发运等环节的操作细则。
2、数据驱动决策:基于ABC分类法优化高周转商品的存储位置。
3、人员培训体系:定期考核与模拟演练,强化标准化作业意识。
(二) 科学规划仓库布局
1、空间利用优化:采用高位货架提升空间利用率20%-30%。
2、功能分区设计:划分入库暂存区、恒温存储区等功能模块。
3、硬件设施配置:安装智能温控系统、自动消防喷淋装置。
(三) 实施全流程标准化作业
1、入库管理:建立三级验收机制,特殊商品独立存储。
2、在库管理:推行5S现场管理法,使用WMS系统实时更新状态。
3、出库管理:采用波次拣选策略,复核环节实行双人校验制。
(四) 建立持续改进机制
1、绩效监控体系:设定KPI指标,每月生成运营分析报告。
2、技术迭代升级:评估智能化设备投入产出比。
3、应急预案管理:制定突发事件处置方案,组织全流程演练。
五、成果与展望
通过上述体系建设,可实现仓库作业差错率下降40%以上,空间利用率提升25%-35%,人力成本降低15%-20%,形成可复制推广的标准化运营模式。
更多精彩内容,请关注“创建一个精益的供应链运营系统”...
感谢您对精益物流与供应链平台的支持!如涉及侵权,请联系删除。


注:文中图片仅用于说明,具体细节请参考实际案例。