
亲爱的磨粉们,诺顿学堂又与大家见面啦!上节课磨宝给大家带来的是砂轮的工作原理,这节课我们来讨论下影响砂轮磨削效果的另外一个重要因素——接触面。

接触面的影响:
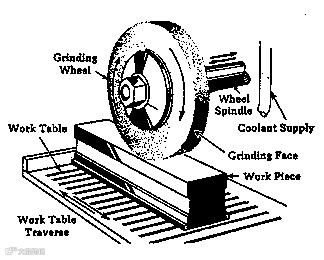
砂轮同工件的接触情况也是磨削中非常重要的一个因素。拿外圆磨和平面磨来进行比较,可以明显地看出两者接触面积的不同。
如果以相同粒度的砂轮来比较,即单位面积内的磨料颗粒数相同,外圆磨看似一条线,其实是一个窄面。我们假设这一个面上有10x2=20颗磨料。平面磨的接触面上假定有10x4=40颗磨料。
那么我们可想到,砂轮同样转一圈,平面磨参与磨削的磨料颗粒数要比外圆磨多一倍,相当于砂轮的粒度变细了,自然其加工的工件表面粗糙度要更好。这就是为什么外圆磨的60粒砂轮可以达到Ra0.8,而平面磨的60粒砂轮可以达到Ra0.4的原因。
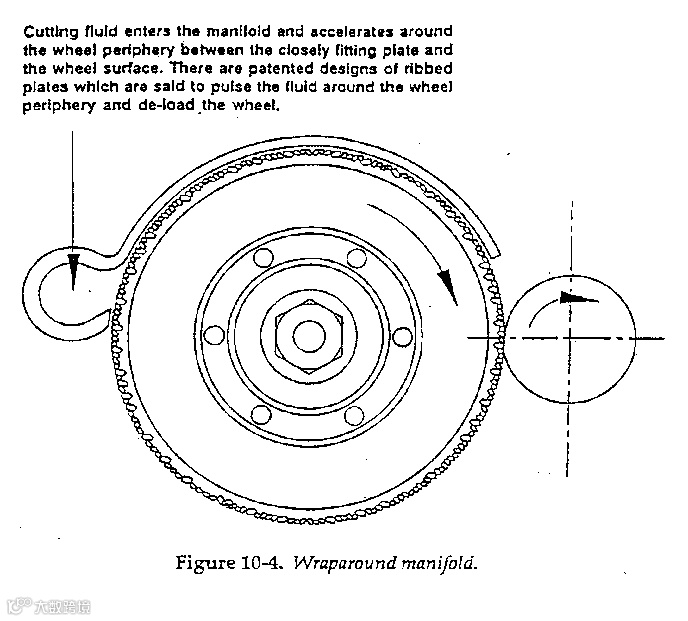
同时我们也看到,接触面小,其冷落速度快,冷却液可以直接进入到磨削区域;而接触面大,冷却液较难直接进入磨削区,导致冷却效果不佳,易引起工件烧伤。
如果砂轮以相同的磨削力作用于工件,外圆磨上每颗磨料获得的力比平面磨高一倍。例如,总共100N的磨削力,外圆磨上每颗磨料所获得的力为100/20=5N。而平面磨上每颗磨料只获得100/40=2.5N的力。因此外圆磨上的磨料间的结合剂链容易断裂,砂轮脱粒较快,因此砂轮的硬度需要选得比平面磨来得硬一些。
举例来说,工件要求达到Ra0.4,材料为45碳钢HRC40-45:
平面磨情况下选用砂轮规格: WA46K;
外圆磨情况下选用砂轮规格:WA60L;
关于接触面的知识就分享到这里啦!顺便说一下,最近有磨粉私信磨宝,询问有关砂轮工作速度的问题,磨宝就在这里跟大家讲下如何来计算砂轮的工作速度~
砂轮工作速度的换算公式如下:
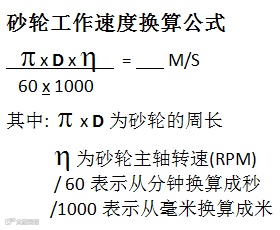
通过上面的公式,大家就可以很容易计算出砂轮的工作速度啦!
如果大家有其它关于磨削的相关问题,欢迎私信磨宝哦~希望磨粉们每天都能进步一点点哦!我们下次再见啦!
如果你喜欢我们的内容,欢迎点击屏幕右上角按钮【分享到朋友圈】分享内容。欢迎您通过以下三种方式关注我们:
1. 点击屏幕右上角按钮,【查看公众账号】可关注我们
2. 在【添加好友】-->【搜索公众账号】中查找: SGA_China
3.通过微信扫描以下二维码添加:
