

为了保证焊接质量,在焊接前对工件进行加工,可以气割,也可以切削而成,一般为斜面,有时也为曲面。比如两块厚10mm的钢板要对焊到一起,为了焊缝牢固,会在板边缘铣出倒角,这个就叫开坡口。
由于材料厚度和焊接质量要求的不同,其焊接接头形式与坡口形状也不尽相同,一般坡口形式分为K型、V型、I型、U型、X型等。


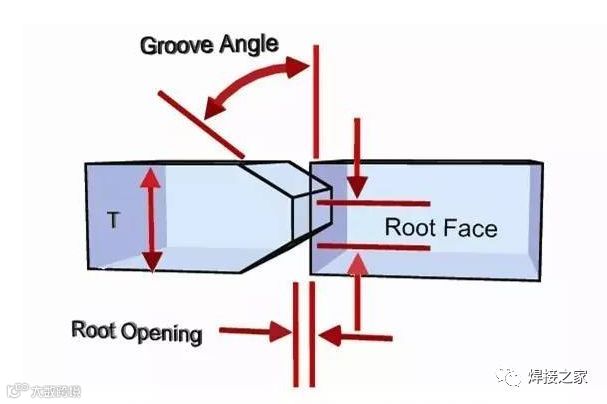
带钝边单边V型坡口:

K型坡口:
I型坡口:

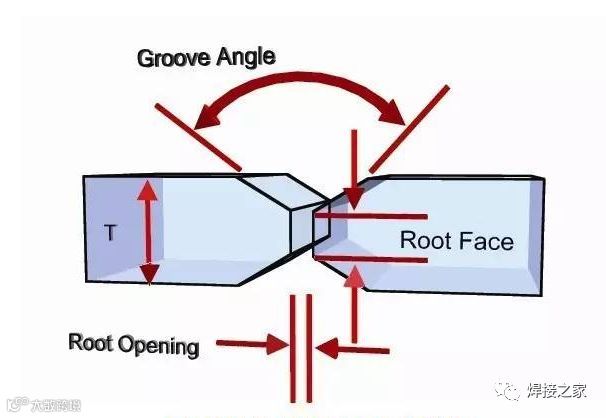
V型坡口:

X型坡口:
J型坡口:

图:单J型坡口

图:双J型坡口
U型坡口:

图:单U型坡口

图:双U型坡口


 武昌造船
武昌造船
为了保证焊接质量,在焊接前对工件进行加工,可以气割,也可以切削而成,一般为斜面,有时也为曲面。比如两块厚10mm的钢板要对焊到一起,为了焊缝牢固,会在板边缘铣出倒角,这个就叫开坡口。
由于材料厚度和焊接质量要求的不同,其焊接接头形式与坡口形状也不尽相同,一般坡口形式分为K型、V型、I型、U型、X型等。
带钝边单边V型坡口:
K型坡口:
I型坡口:
V型坡口:
X型坡口:
J型坡口:
图:单J型坡口
图:双J型坡口
U型坡口:
图:单U型坡口
图:双U型坡口