

4月11日下午,白洋长江大桥在武船重工股份双柳厂区开工制造,首先进行下料加工的是该桥的主桁腹杆单元件。
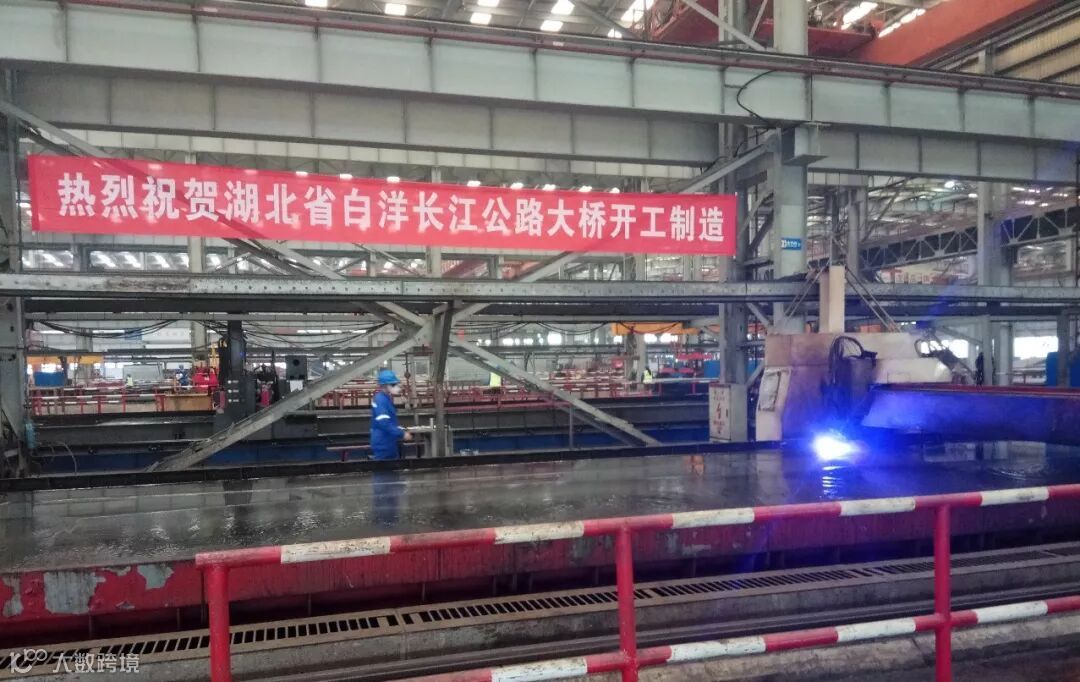
湖北白洋长江公路大桥为双塔钢桁梁悬索桥,是武船重工股份首次承接的跨度达1000m的钢桁梁桥,标准节段长30m,主弦中心间距36m,桁高7.5m,近3600根杆件,杆件间均栓接,其中细长箱形杆件的变形控制及孔群加工精度是项目制造过程中的重难点。
为提高焊接工艺的合理性,武船重工股份相关技术人员在编制施工组织设计及焊接工艺评定时,多次组织对杆件生产线工艺及布局进行探讨和优化。3月6日,产品施工组织设计、制造验收规则、焊接工艺评定通过专家评审,为顺利开工奠定了基础。

开工伊始,下料加工中心对所有下料切割设备进行了检修和精度恢复,抽调党员、生产骨干参与该桥下料工作,并组织开展劳动竞赛和党员示范工程。经检验,下料首制件的对角线、长宽度尺寸均控制在1mm以内,切割质量得到了监理、质检人员的一致认可,顺利通过验收,该桥下料工作即将全面展开。

