火工矫正的原则工艺
1) 常用的火工矫正方法:
a) 长条形(线状)加热法;
b) 矩条形加热法;
c) 马蹄形加热法;
d) 楔形(三角形)加热法;
e) 半圆形加热法;
f) 十字形(松叶状)加热法;
g) 圆点形加热法;
h) 链式密点加热法。
2) 火工矫正加热应符合下表规定的要求。
项 目 |
标准范围 |
允许极限 |
备 注 |
||
表面最高加热温度 |
高强度钢 Ceq>0.38% |
加热后立即水冷时 |
650℃以下 |
650℃ |
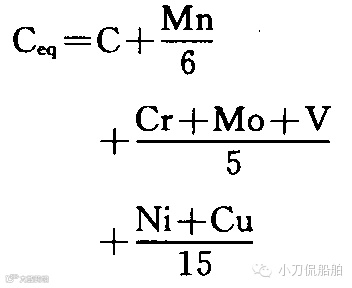
碳当量Ceq 碳当量计算公式:
|
加热后空气冷却时 |
900℃以下 |
900℃ |
|||
加热后空气冷却后再水冷时 |
900℃以下空冷下降到500℃以下水冷 |
900℃(空冷) 500℃(水冷) |
|||
高强度钢 Ceq>0.38% AH~DH |
加热后立即水冷或空冷时 |
1000℃以下 |
1000℃ |
||
高强度钢 Ceq>0.38% EH |
加热后立即水冷或空冷时 |
900℃以下 |
900℃ |
||
3) 船体结构中典型变形特征的火工矫正工艺
由于船体结构十分复杂,故产生的变形也多种多样。但根据其变形的特征,可以归纳为典型 的几类,并可按不同的变形特征来选用相适应的矫正工艺。几种典型变形特征的火工矫正工艺要求见下表。
变形特征 |
简 图 |
矫正要领 |
注意事项 |
||
板架的 “瘦马” 变形 |
变形示图
矫正示图 |
1) 宜选用长条形水火矫正法; 加热线位于骨架的背部,即“背烧”; 加热线数量:当变形严重时,采用双条,施于骨材背部的两侧;当变形较小时,可用单条,直接施于骨材背部的中心。 |
矫正“瘦马”变形的加热温度不宜过高,可取长条形矫正法温度的下限; 初次加热时不宜烧得过于强烈,特别要防止不管变形如何一律沿所有骨架通烧一遍的倾向,以免矫正过度或使结构形成较大的内应力。 |
||
波 浪 变形 |
板 架 的 起 伏 波 浪 变 形 |
|
第一阶段:在凹入面两侧的骨架处用长条形加热法进行“背烧”; 第二阶段:在凸出面的骨架之间,用长条形或其他形式的加热法进行矫正。 |
矫正起伏波浪变形时的加热温度不能过高; 第一阶段矫正时,不宜先烧凸出的一面,特别不宜先烧凸出部分的中间; 进行第二阶段矫正时,不必等第一阶段的变形完全矫平后进行。 |
|
变形特征 |
简 图 |
矫正要领 |
注意事项 |
||
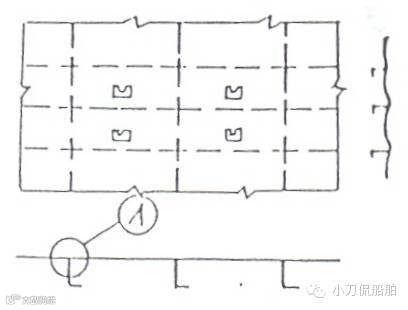
波浪变形 |
同 一 板 格 中 的 凹 凸 变 形 |
|
第一阶段:在骨架处(位置①)用长条形加热法进行“背烧”; 第二阶段:在变形有凸 部与凹部的交界处(位置②),用长条法、短条法或十字形法进行加热;当变形不能完全矫正时,再加热(包括用圆点形加热法)位置③,直至矫正为止。 |
板格内加热线的间距,不宜小于50mm~100mm; 加热温度: 第一阶段不宜过高。 第二阶段视具体情况 而定。 |
|
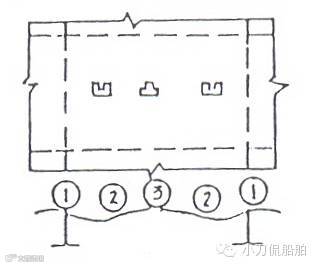
失 稳 变 形 |
板 端 自 由 边 缘 的 失 稳 变 形 |
|
第一阶段:在靠近变形部位的一段骨架处,用长条形加热法进行“背烧”; 第二阶段:自未发生变形的位置开始,向自由边缘处用条形或楔形进行加热矫正,如图(b)(c)。 在矫正时,可辅以必要的夹具。 |
矫正时,在变形的中间部位或仅在板边加热,效果很低; 第二阶段加热时,温度可以提高。 |
|
开 孔 周 边 的 失 稳 变 形 |
|
先矫正开孔附近的板和扶强材的变形; 根据变形情况,用楔形法按图示程序进行加热矫正; 为提高矫正效果必要时可用锤击。 |
(同上) |
||


 (a)
(a) (b)
(b) (c)
(c)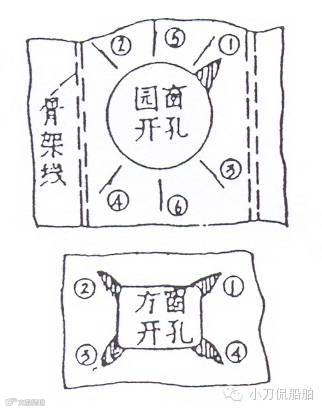
变形特征 |
简 图 |
矫正要领 |
注意事项 |
|
对 接 焊 缝 起 折 |
拼 板 时 对 接 焊 缝 的 起 折 |
(a) 焊缝成直线
(b) 焊缝有纵向变形 |
当焊缝成直线时用长条形水火矫正法在焊缝两边加热见图(a); 当焊缝有纵向变形时,应先用短条法矫正纵向弯曲,如图(b)所示,然后再用1)所述方法矫正起折变形; 为提高矫正效果必要时可垫以带槽平锤后敲击焊缝周围。 |
|
骨 架 间 对 接 焊 缝 的 起 折 |
 |
第一阶段:在位置①用长形水火矫正法进行“背烧”; 第二阶段:在骨架一侧的焊缝两边②、③处,顺次用长条形水火矫正法加热; 变形严重时,可辅以外力工具(如螺丝排)将起折处拉平直。 |
加热温度不应高于 750℃,否则将使焊缝内应力显著增加; 2) 当②、③不能完全矫正时,还可进行重复加热。 |
|
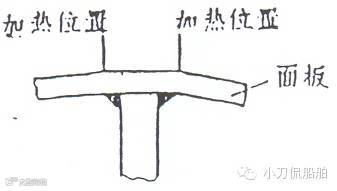
型 材 弯 曲 |
横 向 弯 曲 |
|
先用短条法在腹板凸起的一面加热; 再用楔形法加热面板凸弯的一边; 当变形较大时可辅以外力工具; 面板矫正应在腹板冷却后进行; 加热后可用水冷却。 |
用短条法加热腹板时温度不宜过高。用楔形法加热面板则要有较高的温度,且必须在全厚度烧透,否则易诱发其他变形; 腹板加热的次序。应从弯曲的端部开始。不应从中间开始; 楔形加热时,可从面板宽度的中间开始。 |



变形特征 |
简 图 |
矫正要领 |
注意事项 |
|
型 材 弯 曲 |
纵 向 弯 曲 |
|
对图(a),自腹板高度2/3处开始向下用楔形法加热; 对图(b),先在腹板高度1/2处用楔形法向上加热,接着在面板的同一位置用宽条沿全宽度内加热; 加热后可用水冷却; 变形较大时,可辅以外力工具。 |
加热温度可稍高,且必须在全厚度烧透; 加热的次序,应从弯曲变形较小的部位开始。 |
板 的 角 变 形 |
|
采用与矫正“瘦马”变形相同的方法; 加热时使用矫正夹具,效果更好。 |
||
 (a)
(a) (b)
(b)