


开工啦



3月14日上午11时18分
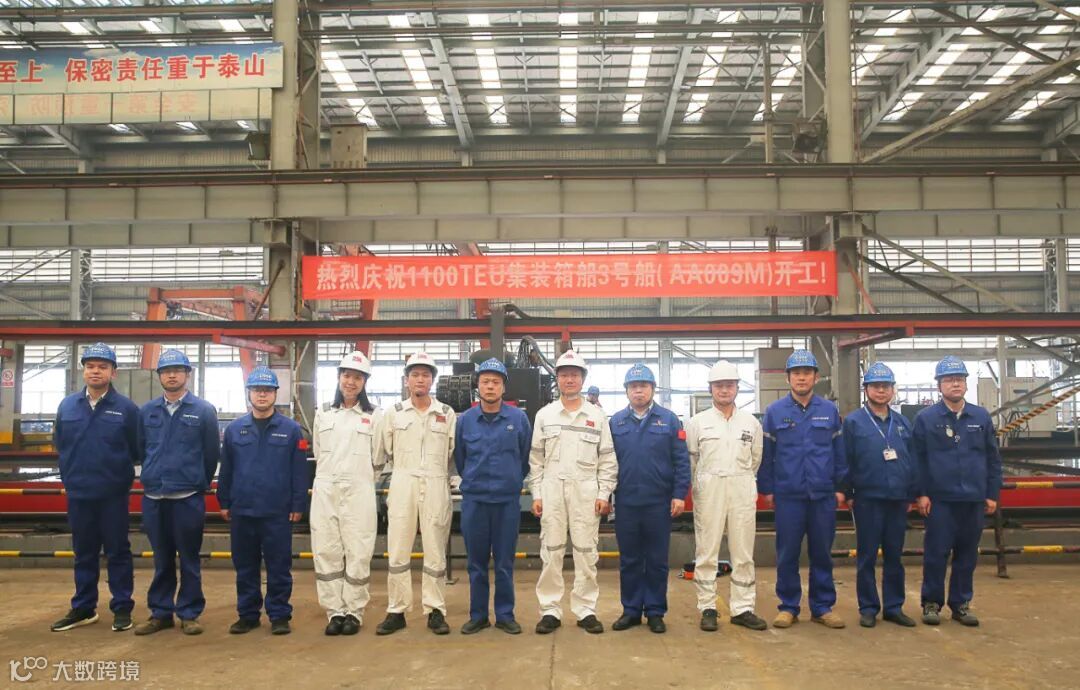
中国船舶集团武昌造船
为CA Shipping建造的
4艘1100TEU集装箱船中的3号船
在武昌造船双柳厂区顺利开工

为将该系列集装箱船打造为公司批量建造的绿色标杆船舶,武昌造船转变思路,创新攻关,以总组为中心,壳舾涂一体化为目标,从三维综合布置、工序前移、工艺优化等方面进行了一系列攻关研究与优化设计,并基于DAP和WSD建立各阶段网络基准线,对货舱区域整体进行精度控制,最终形成以船体为基础、舾装为中心、涂装为重点的壳舾涂一体化综合设计。
目前该设计已应用于1100TEU集装箱船1号船和2号船的建造,并且为了进一步推进工序前移,武昌造船积极筹划并试行舾装焊接件结构化、分段扫砂工艺,在提高制造效率、提升施工质量方面优势明显。

开工指令按下的一瞬间
钢板切割,火花四射
同样一派火热景象的
还有武昌造船各条生产战线
各重点项目争分夺秒抢抓节点
武昌造船人用奋斗实干
奏响嘹亮动听的春日奋进曲
↓↓↓
重点产品全面提速


在内场,各车间抓紧时间收尾某重点产品施工,并着手展开了人员培训、场地及工装设备清理、胎架清理,为后续产品开工做足工作。


1100TEU集装箱船建造现场

1100TEU集装箱船1号船的下料和组部件制造已结束,分段舾装全面展开。

1100TEU集装箱船2号船的下料已结束,部件主船体部分已结束,上建分段制造中,分段舾装全面展开。


▲图为总装部船台车间装配工涂圣在7200DWT不锈钢化学品船2号船进行分段余量切割工作
7200DWT不锈钢化学品3号船,碳钢分段制造已完成,最后2个不锈钢分段的制造正在紧张的进行中。

总装部管装车间顺佳一组在7200WT不锈钢化学品船3号船进行冷却水泵单元管系安装工作
7200DWT不锈钢化学品船4号船,碳钢分段制造已完成,不锈钢分段的制造已全面开工。



3000T产品建造现场



▲左一:总装部管装车间管二组管工朱远康在3000T玄梯液压泵站间试装玄梯液压管
▲中间:总装部管装车间管二组管工卓占蒙在3000T驾驶室卫生间安装PE管及管卡
▲右一:总装部管装车间管二组管工梁浩在3000T掏舷边地漏

6000T产品目前正在进行系泊试验项目扫尾及船东、船检意见消除闭环工作,确保后续顺利离厂。

▲总装部机装车间船舶起重工王啸鹏正在开展艇架负载试验工作


▲总装部机装车间船舶钳工薛伟正在开展主机止推块定位工作

▲总装部机装车间船舶钳工王云华正在开展舱底收水系统调试工作



▲总装部施工人员正在对19700DWT油化船1号船声力电话、自动电话、广播对讲进行报验。







▲总装部船台车间装配工杨超、许鹏、穆高超在向阳红05产品上预装舵浆基座。




▲总装部管装车间管三组在向阳红05船上进行PE管施工、消防管修改工作






目前,重工公司承制深中通道项目非通航孔桥钢箱梁已全部制造架设完成。伶仃洋大桥节段制造已全部完工,已进入发运与桥位安装阶段,截止目前已经发运完成56节,吊装完成53节,计划于4月底合龙。


 ▲小节段拼装全方位焊接小车焊接施工
▲小节段拼装全方位焊接小车焊接施工
黄茅海跨海通道G2合同段累计完成单元件制造35000余吨;小节段制造已累计完成十三轮,正在进行第十四轮至十七轮的小节段施工;第六轮大节段总成已基本完成,正在进行第七轮大节段的总成。本项目预计在四月份开始发运与桥位吊装施工。



襄阳内环提速改造二期工程(内环北线东段)主线桥共有7联钢箱梁,重装公司承接其中的3联及6个匝道,总计约1万吨。目前正全力进行其中一联的下料、冷加工和集配工作,各项工序流程稳步进行。



青山艳洲船闸上闸首人字门防撞梁的安装工作正在按计划节点如火如荼进行。

供稿 | 经营部、生产管理部、设计院、军船公司、总装部、分段部、涂装部、船艇公司、重工公司、重装公司
通讯员 | 陈明珍、刘倡伟、闵 威、万 刚、由 曌、安 丰、韩 玥、刘 唱、殷 锦
编辑 | 李 敏
校对 | 谢金谷、周建仁
审核 | 黄 刚、谢 恒
—END—

欢迎识别上方二维码关注我们

