


引言——结构决定性能
乍看之下,许多液冷板似乎大同小异:一块扁平的金属板,带有进出口和一个密封的内部通道网络。但实际上,内部通道的几何形状和制造工艺决定了热阻、水力损失、可靠性、价格和可制造性。因此,选择液冷板不仅仅是选择一个零件,而是选择一种内部架构和生产工艺,它将决定系统未来多年的运行状况。
本文详细介绍了当今工业界使用的六种主流冷板结构,分析了每种结构的制造方法,比较了成本和时间,并将合适的结构与常见的应用场景相匹配:数据中心服务器、GPU、电力电子设备、汽车电池热模块和航空航天系统。
概述——六种主要液冷板结构
以下是对每种结构的简要概括:
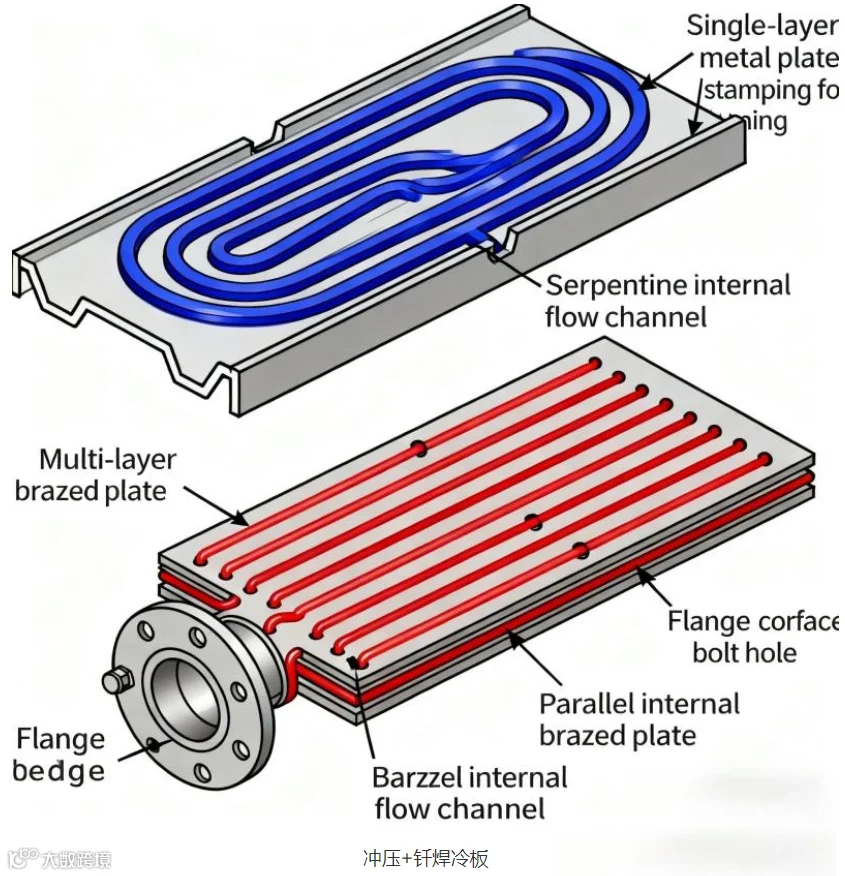
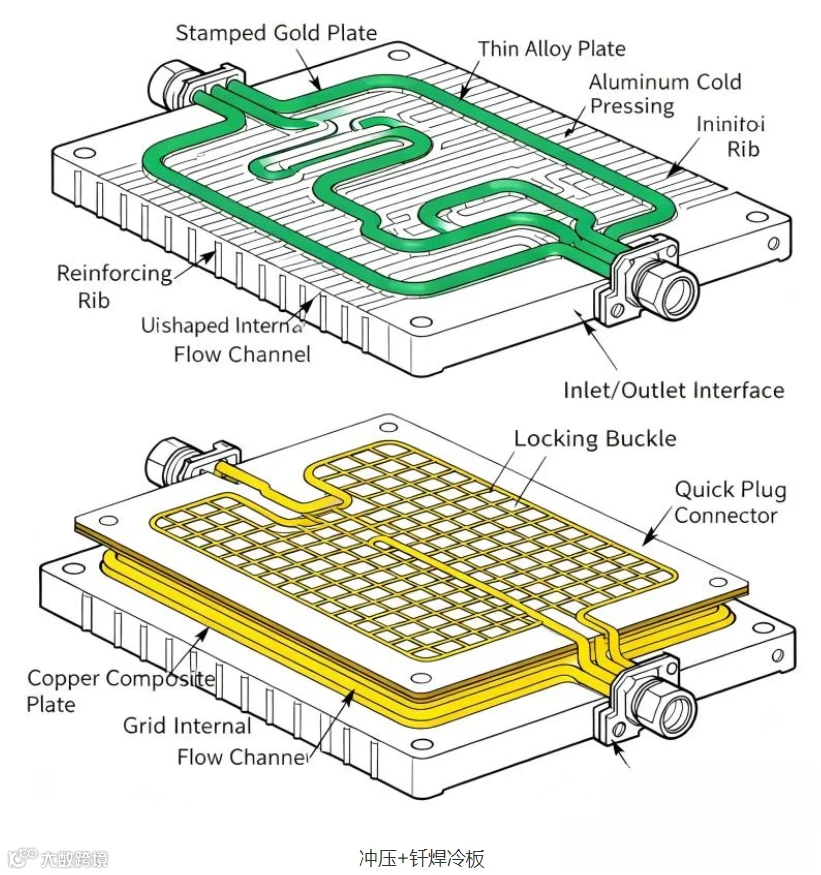
- 冲压+钎焊冷板:大批量、低成本、成型槽型材和真空钎焊密封。
- 机加工冷板:采用数控铣削工艺在整体块体上铣削出通道,以实现设计自由度和高性能。
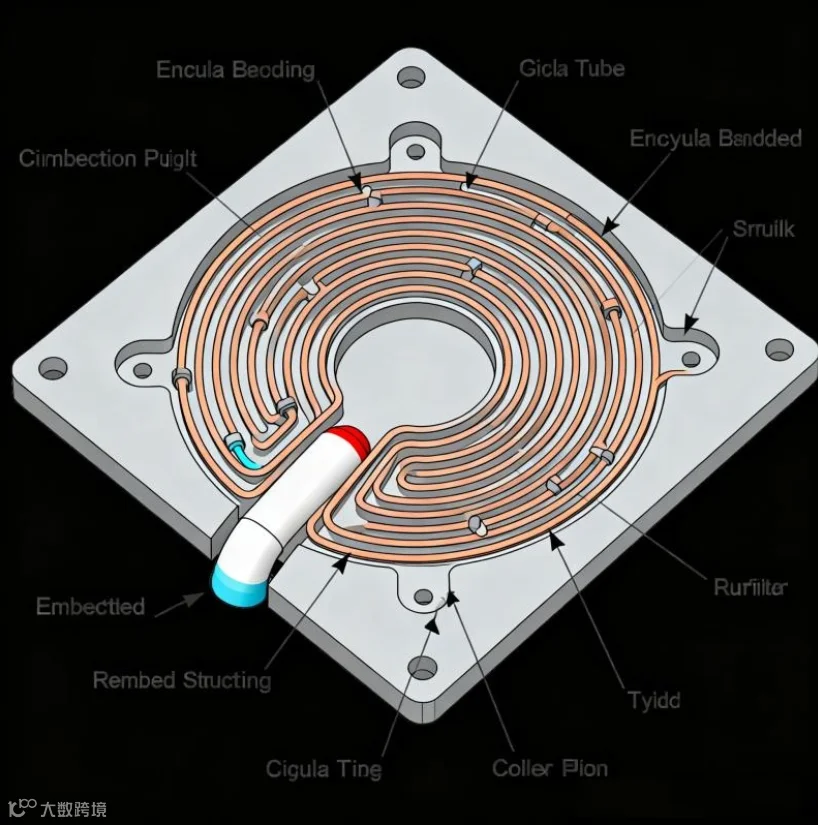
- 嵌入式(圆形)管冷板:弯曲的管子嵌入底板中,并用灌封或机械固定方式固定。
- 挤压扁管(型材)冷板:挤压空心型材(扁管)与盖板连接,非常适合长/线性形状。
- 梳状翅片(铲形/刀形)+钎焊冷板:通过冲压或刮削生产高密度翅片阵列,然后钎焊到基座和盖板上。
- 压铸+摩擦搅拌焊接(FSW)冷板:复杂的铸造通道,采用固态焊接密封,用于高强度集成零件。
1. 冲压+钎焊冷板
引言和工作原理
冲压钎焊冷板的制造方法是:首先在薄金属板(通常为铝板)上冲压出通道结构,然后叠放盖板,最后采用真空钎焊密封组件。冲压过程中形成的凸起肋条或通道壁,在叠放密封后便成为流体流动的通道。最终产品是一种轻薄的冷板,集成了通道结构,适用于大批量生产。
制造工艺流程(典型步骤)
- 设计并制造用于上下压板的冲压模具。
- 高速冲压板材形成通道几何形状。
- 对冲压零件进行脱脂和清洁,去除油污和污染物。
- 在需要冶金结合的界面处涂抹钎焊箔或钎焊膏。
- 堆叠和夹具组件精确对齐。
- 在真空炉中采用可控温度曲线进行钎焊,以熔化填料并形成冶金结合。
- 钎焊后泄漏测试(压力/泄漏检测)和无损检测(必要时进行 X 射线检测)。
- 端口加工、表面平整度精加工和表面处理。
交货时间和成本
冲压模具需要前期投资和一定的生产周期(根据复杂程度,周期为 4-12 周)。模具摊销完成后,单位成本低,生产周期短——非常适合生产数千至数百万个零件。单块板材的成本通常较低至中等,具体取决于尺寸、材料和钎焊的复杂程度。
材料
最常用的合金是铝合金(例如3000/5000/6000系列),因为它们重量轻且易于冲压;铜也可以冲压,但由于模具磨损和延展性差异,铜的冲压并不常见。钎焊填充合金的选择要与母材相匹配(例如,铝通常使用铝硅钎料)。
优缺点总结
- 优点:大批量生产时单位成本低,厚度薄,适用于中等热通量环境
- 缺点:通道几何形状自由度有限,模具成本和交货周期较高,峰值性能低于机加工或梳状翅片。
2. 机加工冷板(CNC铣削)
引言和工作原理
冷板加工由整块金属(通常为铜或铝)制成,其基体上直接铣削出通道。然后,将盖板连接(钎焊、焊接或扩散焊接)以形成密封通道。这种方法提供了最大的几何自由度,是原型制作和中小批量特殊零件的首选方法。
制造过程
- 选择合适的铜块或铝块。
- 复杂通道、歧管和安装结构的数控铣削。
- 去除毛刺、清洁并根据需要进行表面处理。
- 根据材料的不同,可通过真空钎焊、激光焊接或摩擦搅拌焊接将盖板密封。
- 端口加工、螺纹加工和最终加工操作。
- 压力测试和热验证。
交货时间和成本
交货周期取决于数控编程和加工周期。原型制作周期短(几天到几周),但由于加工工时、材料损耗(尤其是铜材)以及较长的后处理工序,单位成本较高。对于中小批量和高性能需求,建议使用机加工板材。
材料
高导热铜(电解铜或C11000)因其优异的导热性能而常用于此用途。铝则适用于对重量和成本要求较高的场合。对于特殊环境,不锈钢也可使用,但其导热性能会有所妥协。
优缺点总结
- 优点:几何形状完全自由,散热性能优异,适用于定制高通量设计
- 缺点:零件单价较高,材料浪费,复杂微通道结构的加工时间较长
3. 嵌入式(圆形)管冷板
引言和工作原理
嵌入式管设计采用圆形铜管或铝管,将其加工成蛇形或平行管状,然后放置在底板上加工或成型的凹槽中。这些管子通过机械方式固定,通常用导电环氧树脂灌封或焊接固定。热量从底板传递到管壁,然后再传递到冷却剂中。
嵌入式(圆形)管冷板
制造过程
- 将管材弯曲成型为所需的几何形状。
- 在底板上用机器或冲压机加工出凹槽。
- 将管子放入凹槽中,并用灌封胶、粘合剂或机械夹具固定。
- 必要时,通过研磨或机械加工使表面达到平整度。
- 端口加工和泄漏测试。
交货时间和成本
嵌入式管冷板所需的模具极少,生产周期短,是小批量生产和简单冷却任务的经济之选。材料和人工成本都很低。然而,由于圆管单位平面面积的接触面积较小,热传导必须穿过额外的基体厚度,因此其热阻较高。
材料
铜管很常见(导热性好,易于钎焊)。铝管则可根据成本和重量进行权衡。
优缺点总结
- 优点:成本最低、组装简单、生产速度快
- 缺点:热阻较高,冷却均匀性较差,可能存在长期粘附/老化问题
4.挤压扁管(型材)冷板
引言和工作原理
挤压扁管冷板采用带有内部流道的空心挤压型材(扁管)。这些型材被切割成所需长度,并通过钎焊、锡焊或焊接与盖板连接,形成连续的通道。这种方法适用于长条状的线性冷板结构,例如长型服务器散热器或电池冷却条。
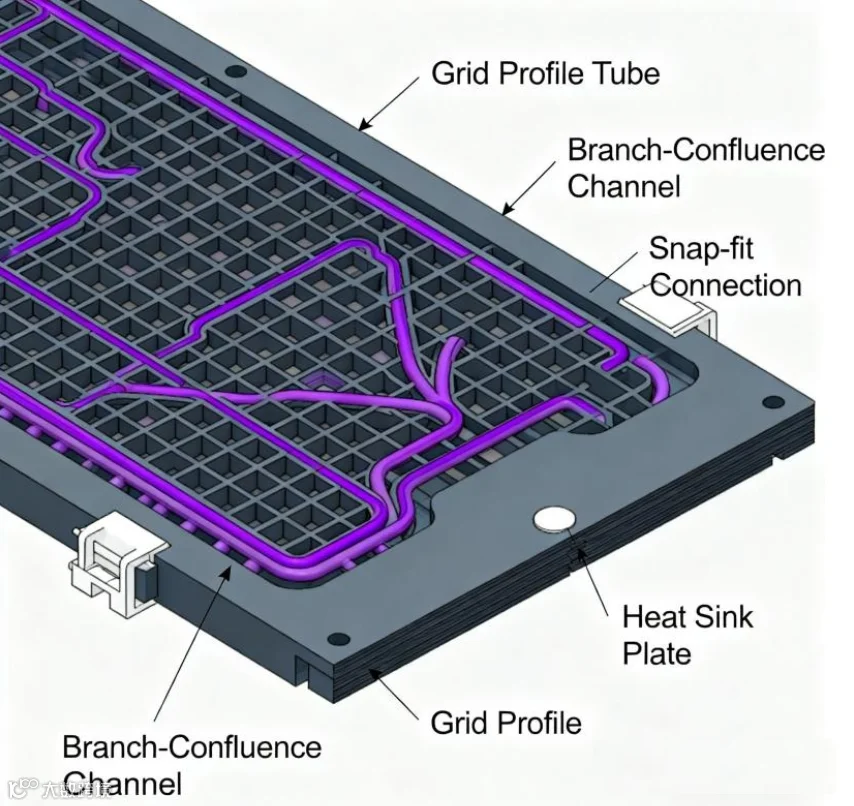
挤压扁管(型材)冷板
制造过程
- 设计并制造符合所需内部几何形状的挤压模具。
- 挤压铝合金空心型材并切割成所需长度。
- 将上下板组装起来,并通过钎焊或焊接连接。
- 加工端口并进行压力测试。
交货时间和成本
挤出模具需要前期投入,但规模化生产后单位成本优势显著。生产周期包含模具制造时间。对于长条形零件,挤出成型可减少材料浪费并加快生产速度。
材料
常用的挤压用铝合金包括6061和6063等。由于工艺限制,铜挤压并不常见。
优缺点总结
- 优点:适用于长零件,经济实惠,损耗低,内部几何形状一致
- 缺点:复杂内部歧管的灵活性较低,模具的工装成本较高
5. 梳状翅片(铲形/削面)+钎焊冷板
引言和工作原理
梳状翅片冷板采用密集的翅片阵列,这些翅片阵列是通过对基材进行刮削、冲压或切割等工艺制成的,形成薄翅片或“铲齿”状结构。这些翅片为冷却液提供了极大的表面积,便于冷却液润湿和热交换。翅片阵列与盖板通过钎焊连接,形成密封的高性能微通道状结构,无需复杂的微加工工艺。
制造过程
- 在基板上削切或加工出高密度鳍片(鳍片厚度可小于0.5毫米)。
- 将鳍片阵列与歧管和密封件堆叠或形成。
- 采用钎焊箔进行真空钎焊,将翅片和盖板冶金连接起来。
- 钎焊后加工,用于端口和表面光洁度。
交货时间和成本
削薄设备和钎焊工艺增加了工艺复杂性和设备成本,但由此制成的板材单位面积传热系数极高。虽然单位成本高于冲压板材,但规模化生产时,其成本效益可能优于先进的微加工工艺。
材料
铝和铜都是常见的材料。在对散热性能要求极高的场合,通常会使用铜梳状翅片。
优缺点总结
- 优点:传热面积非常大,非常适合高热流密度区域。
- 缺点:制造工艺复杂度较高,对钎焊质量和散热片损伤较为敏感
6. 压铸+摩擦搅拌焊接(FSW)冷板
引言和工作原理
这种现代方法采用高压压铸工艺,一次成型即可形成复杂的内部流道和外部几何形状。对于剩余的开口腔,则采用摩擦搅拌焊接(一种固态、低缺陷连接方法)或其他密封技术完成组装,从而形成强度高、结构一体化且机械完整性强的整体结构。
制造过程
- 设计和制造高精度压铸模具。
- 采用型芯/型芯去除或可溶型芯,压铸半结构或带有内部通道的全体零件,适用于复杂几何形状。
- 如果存在分离的两半,则使用摩擦搅拌焊接 (FSW) 或真空钎焊连接接缝,以确保密封性。
- 表面加工,用于保证平面度、端口创建和精加工。
交货时间和成本
虽然模具投资高昂且模具交付周期长,但对于复杂形状的大批量生产而言,其单件成本优势显著。摩擦搅拌焊需要专用设备,但无需填充材料即可形成牢固的固态接头。
材料
适用于压铸的铝合金(例如A380)很常见。为了获得极高的隔热性能,可以使用带有铜嵌件的混合组件。
优缺点总结
- 优点:可实现复杂、一体化的形状和结构特征;采用摩擦搅拌焊接可形成牢固的连接;适用于大批量、机械要求高的应用。
- 缺点:模具成本和复杂性非常高,压铸仅限于某些特定合金。
六种结构的优缺点对比表
| 结构 | 优势 | 缺点 | 最佳应用案例 |
|---|---|---|---|
| 冲压+钎焊 | 批量生产时单位成本低,外形纤薄 | 模具成本,几何形状受限 | 大容量服务器、消费电子产品 |
| 机加工 | 设计自由,散热性能卓越 | 单价高,材料浪费 | 原型机,高性能GPU/ASIC冷却 |
| 嵌入式管 | 成本最低,生产速度快 | 更高的热阻,老化风险 | 低功耗工业LED散热 |
| 挤压扁管 | 适用于长条形零件,浪费少。 | 对于复杂流形而言灵活性较差 | 电池冷却,长加热棒 |
| 梳状鳍片 + 钎焊 | 极高的传热面积 | 复杂而敏感的钎焊 | 高热通量芯片,数据中心GPU |
| 压铸 + FSW | 一体化复杂形状,牢固连接 | 模具成本高,合金种类有限 | 汽车、航空航天、加固系统 |
应用映射——哪种结构适用于哪种场景?
选择合适的冷板取决于一系列要求:热通量、均匀性、机械负载、预期产量、允许的泵功率、重量和监管环境。以下是简要的对应关系:
- 大容量云服务器/通用节点:采用冲压+钎焊工艺,以提高成本效益。
- 原型或小批量高性能节点:加工板材,实现设计灵活性和顶级散热性能。
- 嵌入式或低成本工业系统:采用嵌入式圆管,结构简单。
- 长型散热棒(电池、电信机架):挤压扁管型材。
- 极高热通量 GPU 和 AI 加速器:梳状鳍片 + 钎焊或微加工高密度鳍片阵列。
- 电动汽车/飞机中的集成结构和热部件:压铸+FSW,以实现强度和集成性。
趋势与可能的发展路径
市场将保持多元化,但以下几个趋势正在塑造未来:
- 混合制造:结合制造方法(例如,压铸本体 + 机加工铜嵌件)以平衡成本和热性能。
- 高密度翅片解决方案:梳状翅片和微结构板将在热通量需求超过传统限制的场合广泛应用。
- 增材制造:用于制造复杂仿生流道的 3D 打印是一种新兴的颠覆性选择——尤其适用于中小批量生产,定制的内部几何形状可提供性能优势。
- 先进的连接技术:真空钎焊、瞬态液相焊接和摩擦搅拌焊接将变得更加普遍,因为它们能够实现可靠的、高性能的密封,而不会影响导热性。
- 质量和可靠性重点:随着液冷技术进入关键任务领域,长期耐腐蚀性、泄漏检测功能和可维护性将成为重要的选择因素。
结论:高端AI/GPU散热市场将青睐梳状翅片/机加工和MLCP式微通道散热方案;大众市场服务器部署则以冲压钎焊和挤压型材为主,因为它们具有成本优势。压铸+FSW工艺将在对机械集成度和坚固性要求较高的应用中得到发展。
常见问题解答
问题1:哪种冷板类型的散热性能最佳?
答:通常来说,机加工冷板和梳状翅片钎焊板具有最佳的热性能,因为它们能够实现较大的表面积和直接的冷却液接触。微通道多层膜冷板(MLCP)设计(此处未详细介绍)的性能可以超越前两者,但需要更先进的制造工艺和更高的流体纯度。
Q2:哪种方法制作原型最快?
答:对于原型制作而言,数控加工的冷板通常是最快的,因为它无需模具。对于简单的几何形状,嵌入式管材设计也是一种快速的加工方式。
Q3:钎焊冷板的长期可靠性如何?
答:是的,在受控真空炉条件下钎焊,并经过适当的压力测试后,钎焊冷板可提供牢固、不漏气的接头,广泛应用于数据中心和工业设备中。
Q4:我应该如何选择铝还是铜?
答:铜具有优异的导热性,是追求最高导热性能的首选材料。铝更轻、更便宜、更容易加工(冲压、挤压),在重量和成本比绝对性能更重要的场合,铝通常是更合适的选择。
推荐阅读
不惧成本,英伟达要求供应商开发全新“微通道水冷板(MLCP)”技术
【行业推荐】全网最全数据中心主流CDU液冷泵厂商,看这一篇就够了!
国内数据中心液冷快速接头供应商汇总
服务器过热危机挑战!液冷与3D均热板(3D VC)技术如何拯救高效运算?
液冷冷板市场价值从1.53亿飙升至43.6亿,AI散热需求推动市场爆发
高盛:液冷技术加速渗透,预计2026年全球服务器散热规模120亿美元!

END

致力于促进热管理材料行业的快速发展,打造值得信赖的商贸平台!
合作与投稿:751770376@qq.com
