
▲

常见问题咨询
目前用M8×1.25的先端丝攻加工15mm厚的钢材(S25C),丝攻常发生崩牙或折损的加工问题。
有听说先端丝攻的切屑是往前排出,不容易折损,为什么还会发生这种问题?切削油也有充分供给,有什么要注意改善的地方呢?
YAMAWA专业解答

会造成先端丝攻折损或崩牙的原因不多,最大的原因可能就是切屑没有顺畅排出。
请确认加工时丝攻的贯穿量与排屑空间够不够?并做适度的调整。

01
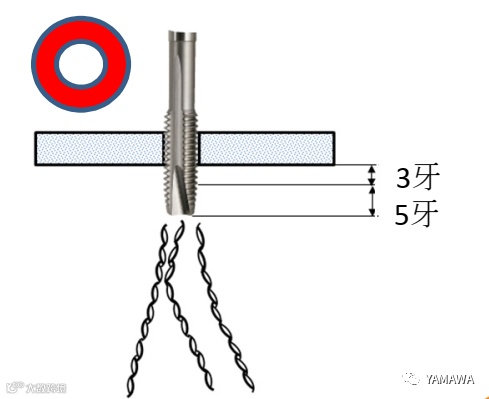
丝攻贯穿被削材5的长度:5牙时就开始逆转(退刀)的情形。切屑的根部还没有完全脱离被削材,就逆转退刀时,切屑会被卷入螺牙。
02
丝攻贯穿被削材的长度:5牙在加长3牙时才开始逆转(退刀)的情形。切屑完全脱离被削材,顺畅排出。

03
排屑空间Ⓒ狭隘,切屑触底,无法顺畅排出。

04
切屑存积在槽底,与新切屑相抵触,无法顺畅排出。
小贴士
1、丝攻贯穿被削材长度5牙时,就开始逆转(退刀),切屑的根部还没有完全脱离被削材,切屑会被卷入螺牙,造成丝攻崩牙。把贯穿长度增加3牙左右。
2、如果切屑触底或和存积的切屑相抵触,切屑无法顺畅的排出,也会造成崩牙或折损等问题。
— 往期回顾 —
业务合作技术咨询请勾搭
(成都)028-87696446
(深圳)0755-85215295
资料索取
ymw@yamawa.biz
更多产品信息与专业技巧
www.yamawa.biz


YAMAWA
精准螺纹
扫码关注我们
