

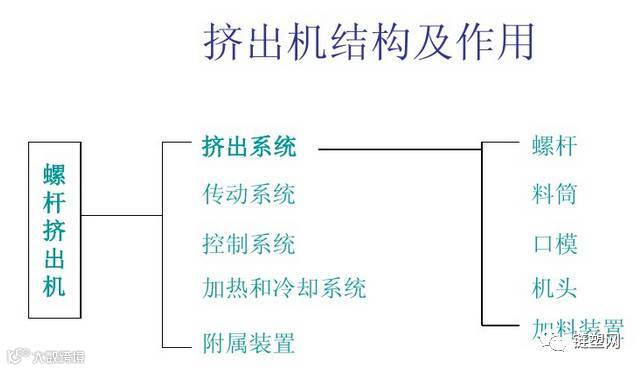
前段时间小编发表了一篇关于挤出机筒体磨损的内容,引来很多客户点评与关注,你知道双螺杆挤出机筒体哪一部分磨损最厉害?(通常情况)。筒体磨损是无法避免的,但是为了使挤出机处于最佳的工作状态,我们需要对挤出机进行清理和维护,以保持产品稳定性和提高生产效率。接下来小编带大家来了解一些挤出机常见清理方法。
一、 非拆机清理法
1、树脂清机法
该方法是用树脂,例如聚酯树脂或环氧树脂清机。一般用在新设备的清机或者挤出机使用一段时间后,由于部分物料残存在螺杆或螺筒上面胶化,物料挤出速度变慢,而且换色品种的颜色色差较大时,可以采用这种方法。
检查机器上的料筒料是否放干净,清理塑机工作台,设定所需要的洗螺杆温度,(除POM、PVC、TPE、TPU外温度一定要高于螺杆生产温度30℃),待温度和背压达到设定值。将螺杆残料射空,加入清洗材料,出料由快速---慢速---快速----注射的过程进行,注意观察射出材料的颜色,当发现材料变色时手动按螺杆退再空注射;重复上诉操作过程3次。当射出材料不出原来生产制品的颜色或者没有糊料时可认为挤出机已清理干净。
2、非树脂清机法
该方法是采用有一定摩擦力,又容易粉碎的稻谷、玉米、锯末、卫生纸等物质在挤出机加热到正常挤出温度以后,利用这些物质在螺杆和螺筒之间产生的摩擦力清除附着在螺杆和螺筒表面的树脂胶化物。经验表明,稻谷的外壳硬度高,摩擦力很大,相比之下清机的效果比较理想。用这种方法清机以后,有必要再打开螺筒检查清机情况,在正常情况下还需要用树脂清机料再次清机以后,才能进行正式产品的生产。
在不拆解机器时进行挤出机的清理,优点在于可以缩短清洁机器的时间;但也存在清洁不彻底的风险。

二、拆机清理法
1、所需工具
在拆解机器时需要用到一些工具跟清洁材料应包括:耐热手套、护目镜、铜刮刀、铜刷、铜丝网、硬脂酸、电钻、机筒尺、棉布等。 除了以上这些工具外还需要准备:
● 4、5块木棒(直径<螺杆直径)×(长度<注塑行程);
● 4、5个木块(正方形,100毫米×100毫米×300毫米);被拆除的螺杆,应放● 置在木块上,以防损坏螺杆。
● 一把钳子;
● 废棉布;
● 一根长木棒或竹棍(直径<螺杆直径)×(长度>加热筒长度);
● 不可燃溶剂,如三氯乙烯
2、清洁方法
清洗挤出机的第一步是关闭料斗底部的下料口;根据挤出工艺不一样(可能需要拆下模头以减少挤出机前端压力过高的风险),故在清洗时必须由一个人来实现:操作人员从控制面板观察螺杆转速跟扭矩,同时观察挤出压力以确保系统压力不会过高。首先不要拆下模头进行清洗,在挤出物从加工树脂完全转换成清洁树脂时立即停机并拆下模头,然后进以便使残留的清洁树脂流出。 然后降低螺杆转速至15-25r/min,并将这一速度持续到模头前端的熔体流停止流动为止。

2.1 螺杆清洗
机械法:
机械法是将挤出机加热到工作温度以后,用人工或自动推出的方法,把螺杆推出来趁热除去容易除掉的物料。
步骤1:将螺杆头拆开,用废棉布擦试螺杆主体,可除去大部分树脂状沉淀物;用黄铜刷除去树脂的残留物,或者用一个燃烧器等加热螺杆,再用废棉布或黄铜刷清除其上的沉淀物。
步骤2:用同样方法清洗螺杆头,止逆环、推力环和混炼环,用黄铜刷清刷。
步骤3:螺杆冷却后,用不易燃溶液擦去所有的油迹。
注意清洗时,不要磨伤零件的表面;在安装螺杆头前,先在螺纹处均匀地涂上一层二硫化钼润滑酯或硅油,以防止螺纹咬死。
火烤法:
用火烧或火烤来除去固在螺杆上的塑料,是塑料加工单位最经常能见到也是最有效的办法。(但绝对不能运用乙炔焰来清洁螺杆。乙炔焰温度可达3000℃,用乙炔焰来清洁请洁螺杆将不只会破坏螺杆的金属特性,同时还将明显影响螺杆的机械公差) 在螺杆运用后立即采用喷灯进行清洁。由于这时螺杆带有加工经历中的热,故螺杆的热量分布仍是均匀的。
2.2 料筒清洗
步骤1:先拆下喷嘴头、料筒头,用黄铜刷清除粘附在料筒内表面的残留物。
步骤2:用废棉布包在木棒或长竹子的端面,清洗筒体的内表面,在清洗过程中,应将清洗的废棉布作若干次更换。
步骤3:清洗喷嘴,特别是料筒和喷嘴相配合的接触表面,此过程必须小心谨慎,避免擦制件表面伤导致树脂泄漏。
步骤4:当料筒的温度下降到30~50℃时,用溶剂润湿废棉布用第二步中所述方式再次清洗筒体内表面。
步骤5:检测并应确保筒体内表面是干净。
3、安装
在对螺杆和机筒清理完毕之后,我们需要正确的将机器重新组装起来。
3.1 螺杆头的安装
步骤1:将螺杆平放在等高的两块木块上,在键槽部套上操作手柄。
步骤2:在螺杆头的螺纹处均匀地涂上一层二硫化钼润滑脂或硅油。
步骤3:将擦干净的止逆环、推力环、混炼环(有的机器没有),依次套入螺杆头。
步骤4:用螺杆头专用板手,套住螺杆头,反方向旋紧,完成塑化组件装配。
3.2 料筒头、喷嘴的安装
步骤1:用吊车吊平塑化组件,仔细擦干净。
步骤2:将塑化组件缓慢的推入料筒中,螺杆头朝外。
步骤3:将料筒头上穿螺钉的光孔与料筒上的螺孔对齐,止口对正,用铜棒轻敲,使配合平面贴紧。
步骤4:拧紧料筒头螺栓,装好料筒头螺栓。
步骤5:将喷嘴螺纹处均匀地涂上一层二硫化钼润滑脂或硅油。
步骤6:将喷嘴均匀地拧入料筒头的螺孔中,使接触表面贴紧。
将料筒头螺栓拧紧到合适的扭矩值,要等料筒、料筒头及其螺栓达到温度补偿的相同值。
来源:找塑料新材料
END
共混智造
---工艺升级,打造塑料共混先进制造
时 间:2017年11月17日
地 址:中国上海
参会 人数:300人
主 办 方:链塑网
| 演讲主题 | 分享嘉宾 |
|---|---|
| 中国共混工厂的装备与工艺现状 | 姜胜军 |
| 配混工厂如何通过工艺的布局和优化设计来实现智能制造 | 李周 浙江宝业建设集团有限公司江苏公司 项目总监 |
| 用数字技术改变传统共混行业的生产模式——塑料改性工厂案例分析 | 胡岸君 原本松副总经理 |
| Berstoff致力于让混配挤出机系统更加智能 | 赵刚 KraussMaffei Berstorff 挤出部电气经理 |
| Leistritz助力配混企业持续提升竞争力——工业4.0智能控制在大规模PP共混工艺的应用 | 高荣宝 Leistritz 挤出机部门总监 |
| 喂料设备在共混工艺中设计考虑事项 | 彭湃 上海松耐机械制造有限公司 总经理 |
| 先进改性工厂的物料输送系统设计与解决方案 | 曾勇 广州科里时机械工程有限公司 总经理 |

更多议题与嘉宾正在邀约中。。。

▲扫描二维码,了解更多详情
阅读原文可直接报名共混智造会议