

01
双螺杆挤出机

▲知名品牌

▲双螺杆挤出机

▲挤出机螺纹元件

▲水槽
02
螺杆的排列方式
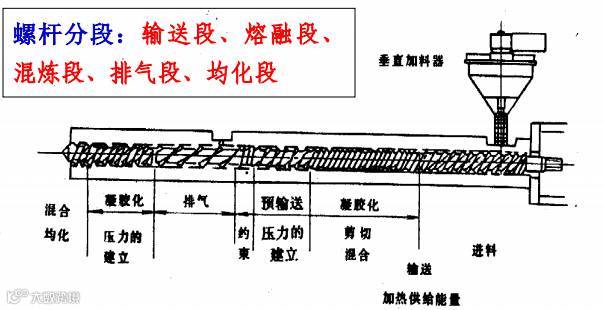
输送段:输送物料,防止溢料。
熔融段:此段通过热传递和摩擦剪切,使物料充分熔融和均化。
混炼段:使物料组分尺寸进一步细化与均匀,形成理想的结构,具分布性与分散性混合功能。
排气段:排出水汽、低分子量物质等杂质。
均化(计量)段:输送和增压,建立一定压力,使模口处物料有一定的致密度,同时进一步混合,最终达到顺利挤出造粒的目的。
03
双螺杆挤出机的参数设置原理
机组各参数的内在联系和最佳平衡:
● 参数有:主机转速、主机电流、喂料转速、切粒转速、熔体压力、熔体温度、区段温度等等。
● 主机转速和电流没有直接关系,但转速越高,电损相应会节约些。
● 喂料一般采用半饥饿喂料,所以喂料大小直接关系挤出生产产能。
● 熔体温度基本就是物料的实际温度;区段温度与实际物料温度有差距,一般差5-20度.这是因为测温探头与物料接触与否而带来的差别。
● 主机转速、喂料转速和区段温度设定的最佳匹配和平衡,以最大限度发挥挤出效能,实现质量高、产量高的产品来。(同时考虑螺杆元件组合)。
注:小机型双螺杆挤出机的螺杆直径小,螺杆与筒体内壁容腔小,传热和散热效能高,物料分散也好。这就是为什么实验室能做出非常好的产品来,而同等放大到大机型机组就实现不了。
04
螺杆的配置与组合
A 螺杆组合在塑料改性中扮演重要角色:
● 塑料改性的对象千变万化:橡塑共混、塑料合金、填充改性、增韧改性、玻纤增强、反应挤出等等。
● 改性工艺特性鲜明
(1)几种原材料简单的物理熔融共混还是物理反应挤出?
(2)将原材料预混好一起喂料还是分开分段喂料?
● 根据物料性能和工艺特性来设计出合理的螺杆元件组合和参数设定。
积木式螺杆元件的有机排列组合,实现物料物理化学反应之特殊效能。
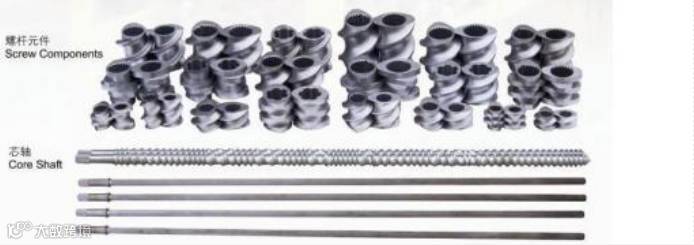
B 螺纹元件种类及组合方式:
● 螺纹元件有:输送块、捏合块、齿盘、反旋元件、密炼转子、三菱等等。
● 根据不同的物料特性,须选择不同螺杆组合以实现其最佳效果。
▶ 分布混合:使熔体分割与重组,使各组分空间分布均匀,主要通过分离,拉伸(压缩与膨胀交替产生)、扭曲、流体活动重新取向等应力作用下置换流动而实现。
▶ 分散混合,使组分破碎成微粒或使不相容的两组分分散相尺寸达至要求范围,主靠剪切压力和接伸应力实现。

C 螺纹元件种类及组合方式:
● 输送元件:一般都是螺纹式的,其重要参数是导程。
▶ 使用规律:随着导程增加,螺杆挤出量增加,物料停留时间减少,混合效果降低。
▶ 选用大导程螺纹的场合,以输送为主的场合,利于提高产量;热敏性聚合物,缩短停留时间,减少降解;排气处,选用(也有选用浅槽),增大表面积,利于排气,挥发等。
▶ 选用中导程螺纹场合,以混合为主的场合,具不同的工作段逐渐缩小的组合,用于输送和增压。
▶ 选取用小导程螺纹的场合,为一般是组合上逐渐减小,用于输送段和均化计量段,起到增压,提高熔融;提高混合物化程度及挤出稳定。
D 螺纹元件种类及组合方式:
● 混炼元件,一般有两大类,"K"系列(块)与“M”系列(齿状)
▶方向,有正向和反向—反向,对物料的输送有阻碍作用,起到延长时间,提高填充增大压力,大大提高混炼效果的作用。
▶ 角度,一般有“30°、45°、60°、90°”之分。
▶ 其作用与效果:正向时,增大交错角,将降低输送能力,延长停留时间,提高混炼效果,但越易漏流。对于分布混合与分散混合而言,分布混合随着角度大而更加有效,分散混合在角度45°时最好,其次是30°,最差是60°。
▶ 反向时,增大角度,将减少聚合物之有效限制,但越易漏流。
● “M”系列:齿形状,主要起到搅乱料流,能使物料加速均化。齿越多混合越强,但使用时要注意高剪切的破坏性。

E 双螺杆挤出机的温度设置:
● 设计原则:抛物线区段温度设计+机头温度特殊化设计,控制物料熔融反应进程:双螺杆挤出机一般是由7至12节筒体组成,每节筒体都有独立的温控系统。温度设定两端低,中间高;机头视冷却和切粒状态,尽量实现低温挤出以取得好的挤出表观。
● 玻纤增强型:温度太低,树脂半融,到后段玻纤包覆性差;温度太高,树脂流动提高,温炼与剪切作用变小,甚至出现高温降解,其设定原则:(1)据基料不同和玻纤含量不同;(2)扣除螺杆剪切输入的热量,略高于基料熔点范围内;(3)熔融段后段(即玻纤加入口)熔体流动状况。
● 填充型:(提供强剪切使填充物,充分分散),熔融段高出基料熔点10-20℃(尽量提高),使物料充分熔融均匀分布。
● 阻燃型:(保护好阻燃剂),其温度要偏低,特别是白色材料,尽可能降低。
● 玻纤增强阻燃型:设定温度介于前面两者间,以物料基本熔点为依据。
● 合金型:以两组熔融温度为依据,同时考虑组分比例及组分之热敏性等,适当调整温度
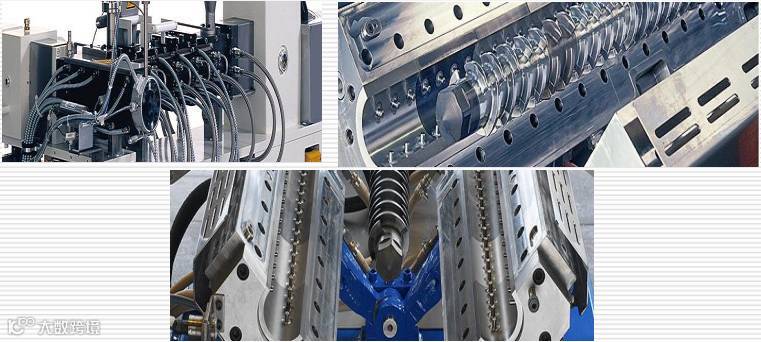
05
特殊螺杆混炼设备介绍
1)高效三螺杆挤出机组


▲特有的剪切一拉伸组合应力场
北京化工大学研发成功国际首创的三角排列型三螺杆挤出机,其特有的剪切和压延组合混炼作用,显著提高了挤出机的混炼能力:
1.长径比20-24,低能耗,高产量;
2.炭黑一次添加量达到60%;
3.滑石粉一次添加量达到75%;
2)往复式单螺杆混炼机(由瑞士布斯(BUSS)公司研发)
特点:剪切力强、无温度峰值、停留时间短、自清洁、节能,特别适用于对PVC材料和高填充材料的混合。
3)串联式磨盘挤出机
具有超强的破碎、分散、混炼作用。
特别适用于高填充体系和超细粉体的分散。


4)往复式销钉挤出机
具有高混合、高剪切、低能耗、低温的特点。
特别适用于对热固性预混料及热敏性塑料的混合。


END
共混智造
---工艺升级,打造塑料共混先进制造
时 间:2017年11月17日
地 址:中国上海佘山索菲特大酒店
参会 人数:300人
主 办 方:链塑网
| 演讲内容 | 演讲人 |
| 中国共混工厂的装备与工艺现状 | 燕山石化 姜胜军 |
| 配混工厂如何通过的工艺布局和优化设计来实现智能制造 | 浙江宝业建设集团有限公司 项目总监 李 周 |
| 用数字技术改变传统共混行业的生产模式--塑料改性工厂案例分析 | 塑料行业资深专家 胡岸君 |
| 茶歇 |
|
| Berstoff致力于让混配挤出机系统更加智能 | KraussMaffei Berstorff 挤出部电气经理 赵 刚 |
| 德塔--(确定中) | 凌冰 |
| Leistritz助力配混企业持续提升竞争力—工业4.0智能控制在大规模PP共混工艺的应用 | Leistritz 挤出机部门总监 高荣宝 |
| 喂料设备在共混工艺中设计考虑事项 | 上海松耐机械制造有限公司 总经理 彭 湃 |
| 先进改性工厂的物料输送系统解决方案 | 广州科里时机械工程有限公司 总经理 曾勇 |
| 茶歇 |  |
| 经济的切粒工艺及设备选择,实现工艺优化 | 诺信塑料工程系统(上海)有限公司 销售总监 孔凡亮 |
| 共混智造与中国制造2025 | 金发科技有限公司 副董事长兼首席战略官 李建军 |



▲扫描二维码,了解更多详情

阅读原文可直接报名共混智造会议