

相信大家都知道,上海7月1日新推出了个《上海市生活垃圾管理条例》,规定今后扔垃圾要定时定点,并且要严格分为有害垃圾、可回收物、湿垃圾、干垃圾几大类去扔。

消息一出,上海人可谓是可垃圾分类逼到发疯,而网上的段子也是层出不穷,让外地人笑到流泪。
每天起床第一句“你是什么垃圾”

我国目前虽然只在上海地区进行试点实施,但到2020年底,在我国46个城市都会实施生活垃圾强制分类,生活垃圾回收利用率达到35%以上。与此同时,网上的分类垃圾袋、分类垃圾桶都被带火,出现卖断货被限购的新闻。某淘宝网站负责人表示,6月份店铺的垃圾桶销量快速上升,分类垃圾桶的销量翻了近20倍,目前已经实行限购政策,每人只能买一件。

垃圾分类引发垃圾桶市场的变革,以前几块钱的垃圾桶如今升级换代,某购物平台一款日本分类垃圾桶最低售价178元,月销量竟然高达2万多笔。在日本,通常情况下,特定的垃圾必须放入特定的垃圾袋,包装好后再丢弃到垃圾放置处。相信后期,塑料制品中的垃圾袋、垃圾桶也将趋向中高端化,垃圾分类这一举措也将增加中高端塑料制品的销售量。近期市场上疯传的分类垃圾桶,其用料主要是HDPE和PP,这部分新增需求是塑料市场的大利好消息。
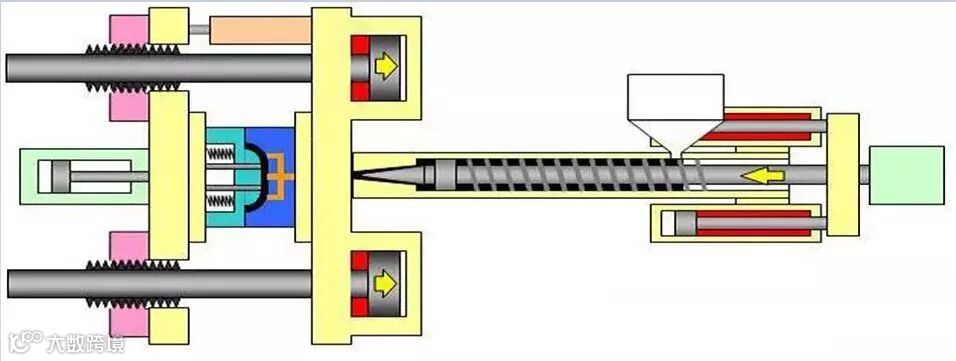
塑料垃圾桶最常用的制作方法就是注塑成型,主要是通过通过对塑料进行加热(到熔点以上)塑化后使固体的塑料转化成熔体,再对其施加压力并以一定的速度注入到所需形状的模具中填满模腔,经冷却成型后恢复到固体状态并脱模的整个过程。

下面分别对注塑各个工艺过程做简单介绍:
1.合模:模具公模通过液压装置推动,与母模结合,形成封闭空间的过程。

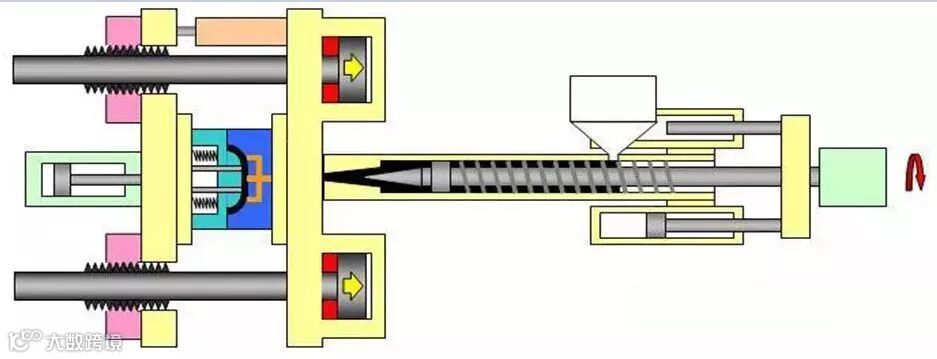
2.充型:注塑成型的第一步,注塑时间从模具闭合开始注塑算起,到模具型腔填充到大约95%为止。
理论上,填充时间越短,成型效率越高,但是(剧情要反转了),实际中,成型时间或者注塑速度要受到很多条件的制约。在此就不赘说了。

3.保压:这一阶段从熔体充满模腔起至柱塞(螺杆)撤回时为止。
这段时间内,塑料熔体会因受到冷却而发生收缩,但因塑料仍然处于柱塞(或螺杆)的施压下,机筒内的熔料必然会向塑模内继续流入以补足因收缩而流出的空隙。因此(请划重点),压实阶段对于提高制品的密度、降低收缩和克服制品表面缺陷都有影响。
4.倒流:螺杆后退时流道压力减小,熔体从型腔浇口处倒流,直到浇口塑料凝结为止。
如果柱塞(螺杆)后退时浇口处熔料已冻结,或者在喷嘴中装有止逆阀,则倒流阶段就不存在。因此倒流的多少与有无是由压实阶段的时间决定的。

5.冷却:这一阶段是从浇口的塑料完全冻结时起到制品从模腔中顶出时为止。
模内塑料在这阶段内主要是继续进行冷却,以便制品在脱模时具有足够的刚度而不致发生扭曲变形。
冷却时间占整个成型周期约70%~80%,因此设计良好的冷却系统可以大幅缩短成型时间,提高注塑生产率,降低成本。
6.脱模:模具顶杆推动产品脱离模具型腔的过程。
脱模方式不当,可能会导致产品在脱模时受力不均,顶出时引起产品变形等缺陷。
脱模的方式主要有两种:顶杆脱模和脱料板脱模。
顶杆脱模:顶杆的设置应尽量均匀,并且位置应选在脱模阻力最大以及塑件强度和刚度最大的地方。
脱料板脱模:一般用于深腔薄壁容器以及不允许有推杆痕迹的透明制品的脱模

听起来好像挺简单的,但是操作起来却一点也不容易。心细的小编为大家专门整理了一份调机的注塑工艺计算公式大全!
1. 锁模力 F(TON) 公式:
F=Am*Pv/1000
F:锁模力:TON Am:模腔投影面积:CM2
Pv:充填压力:KG/CM2
(一般塑胶材料充填压力在150-350KG/CM2)
(流动性良好取较底值,流动不良取较高值)
射出压力=充填压力/0.4-0.6
例:模腔投影面积 270CM2 充填压力 220KG/CM2
锁模力=270*220/1000=59.4TON
2.射出压力 Pi(KG/CM2)公式:
Pi=P*A/Ao
即:射出压力=泵浦压力*射出油缸有效面积÷螺杆截面积
Pi: 射出压力 P:泵浦压力 A:射出油缸有效面积
Ao:螺杆截面积
A=π*D2/4 D:直径 π:圆周率3.14159
例1:已知泵浦压力 求射出压力?
泵浦压力=75KG/CM2 射出油缸有效面积=150CM2
螺杆截面积=15.9CM2(∮45mm) 公式:2〒R2即:3.1415*(45mm÷2)2=1589.5mm2
Pi=75*150/15.9=707 KG/CM2
例2:已知射出压力 求泵浦压力?
所需射出压力=900KG/CM2 射出油缸有效面积=150CM2
螺杆截面积=15.9CM2(∮45)
泵浦压力P= Pi*Ao/A=900*15.9/150=95.4 KG/CM2
3.射出容积 V(CM3)公式:
V= π*(1/2Do)2*ST
即:射出容积=3.1415*半径2*射出行程
V:射出容积 CM3 π:圆周率 3.1415 Do:螺杆直径 CM
ST:射出行程 CM
例:螺杆直径 42mm 射出行程 165mm
V= π*(4.2÷2)2*16.5=228.6CM3
4.射出重量 Vw(g) 公式:
Vw=V*η*δ
即:射出重量=射出容积*比重*机械效率
Vw:射出重量 g V:射出容积 η:比重 δ:机械效率
例:射出容积=228.6CM3 机械效率=0.85 比重=0.92
射出重量Vw=228.6*0.85*0.92=178.7G
5.射出速度 S(CM/SEC)公式:
S=Q/A
即:射出速度=泵浦吐出量÷射出油缸有效面积
S:射出速度 CM/SEC
A:射出油缸有效面积 CM2
Q:泵浦吐出量 CC/REV公式:Q=Qr*RPM/60 (每分钟/L)即:泵浦吐出量=泵浦每转吐出量*马达回转数/每分钟
Qr:泵浦每转吐出量(每回转/CC)
RPM:马达回转数/每分钟
例:马达转速 1000RPM/每分钟 泵浦每转吐出量85 CC/RPM,射出油缸有效面积 140 CM2
S=85*1000/60/140=10.1 CM/SEC
6.射出率 Sv(G/SEC)公式:
Sv=S*Ao
即:射出率=射出速度*螺杆截面积
Sv:射出率G/SEC S:射出速度CM/SEC Ao:螺杆截面积
例:射出速度=10CM/SEC 螺杆直径∮42
面积=3.14159*4.2*4.2/4=13.85CM2
Sv=13.85*10=138.5G/SEC
垃圾分类规定的出台对于社会来说,可能是一场新时代的革命。但对我们塑料行业来说,则是一个大好机会!大家还有什么看法,欢迎在下方的评论区留言!
来源:网络
