


试想一下,在琳琅满目的货架上,想要让你的产品在众多的竞品中脱颖而出。除了产品质量之外,更需要关注的恐怕就是产品外观了吧?

作为塑料加工行业的主导行业,注塑成型的份额一直在不断扩大。从汽车、航空航天到玩具和医用器械,几乎每个细分市场的产品都采用了注塑工艺。
今天小编给大家整理了一些不同行业的热流道注塑成型案例,供大家学习交流。
瓶盖


项目分析
HDPE材料,32腔模具,一个产品3个进胶点,这样能保证产品充填均衡;产品尺寸要求比较高,浇口残留高度要求高,充填平衡要求高。
热流道方案
热流道系统为32点开放式,分流板加热均衡;
喷嘴采用一个喷嘴带3个嘴头的特殊喷嘴。

量产产品
产品尺寸好且稳定;
浇口残留比较小;
充填平衡比较好。
积木盒


项目分析
PP材料,2个喷嘴打一个产品,要求充填均衡,浇口残留要小,产品有换色要求。
热流道方案
热流道系统为2点开放式;
配有换色帽。
量产产品
产品充填均衡;
浇口残留比较小;
换色效果比较好。
收纳盒


项目分析
PP材料,产品尺寸要求比较高,浇口残留要比较小,5个喷嘴打一个产品,要求充填均衡。
热流道方案
热流道系统为5点开放式;
通过做模流分析,设计合理的流道;
浇口周围设计运水套。

模流分析

量产产品
产品尺寸满足客户要求;
浇口残留比较小;
产品充填均衡,和模流分析结果一致。
笔管


项目分析
ABS材料,32腔模具,一个产品3个进胶点,这样能保证产品充填均衡;产品尺寸要求比较高,浇口残留高度要求高,充填平衡要求高。
热流道方案
热流道系统为32点开放式,分流板加热均衡;
喷嘴采用一个喷嘴带3个嘴头的特殊喷嘴。

量产产品
产品尺寸好而且稳定;
浇口残留比较小;
充填平衡比较好。
喷淋泵膜


项目分析
LDPE材料,72腔模具,一个产品3个进胶点,这样能保证产品充填均衡;产品尺寸要求比较高,浇口残留高度要求高,充填平衡要求高。
热流道方案
热流道系统为72点开放式,分流板加热均衡;
喷嘴采用一个喷嘴带3个嘴头的特殊喷嘴。

量产产品
产品尺寸好而且稳定;
浇口残留比较小;
充填平衡比较好。
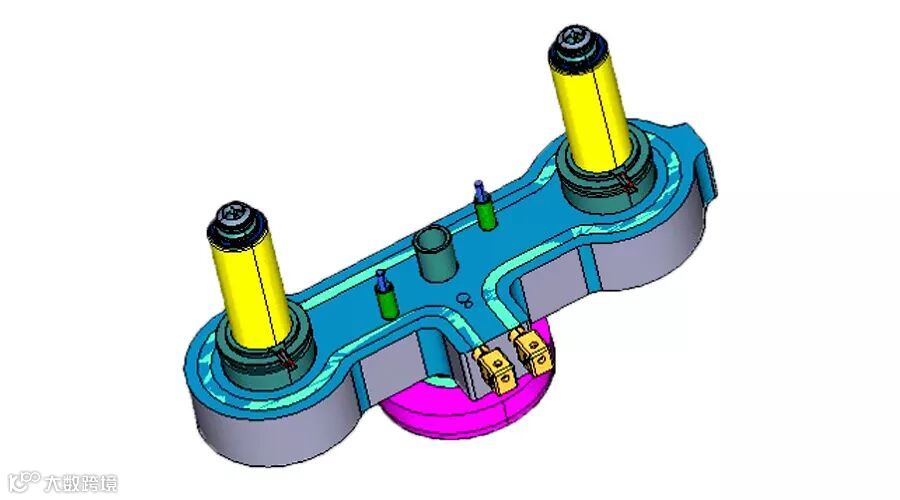
一次性针筒


项目分析
PP材料,产品尺寸要求比较高,要求浇口漂亮,充填平衡要求高。
热流道方案
采用一个喷嘴4个侧浇口的方案,喷嘴直径比较小,能有效减小模具尺寸;
合理的加热器布局,分流板温度均衡。

量产产品
产品尺寸满足客户要求;
浇口比较漂亮;
充填平衡比较好。
牙膏肩

项目分析
HDPE材料,产品尺寸要求比较高,产品外观要求比较高,浇口不能放在外观面上,进胶点在产品内侧的斜面上。
热流道方案
采用斜嘴头的喷嘴,垂直产品内侧斜面进胶;
合理的加热器布局,分流板温度均衡。

量产产品
产品尺寸满足客户要求;
充填平衡比较好。
|
以上这些案例都来自Thermoplay热流道,Thermoplay热流道从简单的瓶盖和密封,到高精度和产品一致性的复杂应用,都有相应的解决方案。 预了解更多,请关注微信公众号。 |

来源:圣万提热流道

2019“共混智造”已启动,欢迎扫码报名

长按上图二维码识别
