

正确的安装模具
步骤1:先将压着机的导向盒(固定用)的2根M6的螺丝拧开(勿拧开其他螺栓);
步骤2:将粘附在压接机机盒座上面及模具模板下面的尘埃等用棉纱头等清除;
步骤3:将嵌在导板上的保护橡皮卸下;

步骤4:将模具放在盒座,并在向左侧按压进给杆的同时,将导板抬高至模柄进入冲头的位置;
步骤5:在步骤4的状态下,将模具沿着压接机的导向盒(导向用)按入模板可触及定位座的位置;
步骤6:将步骤1拧开的2根M6螺栓牢固拧紧;

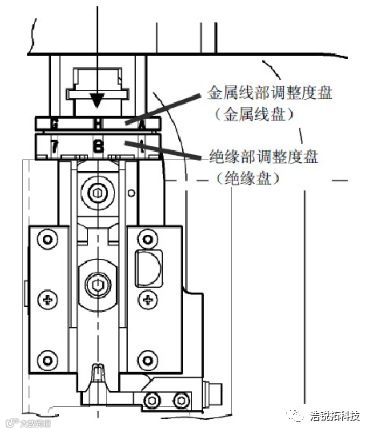
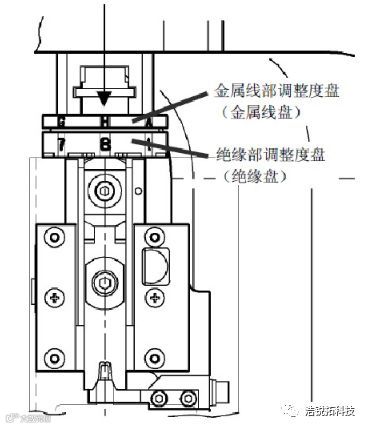
步骤7:最后,确认金属线部调整度盘在H位置、绝缘部调整度盘在8的位置,这是为了防止过压而造成压接模的破损。

正确的安装端子
步骤1:将附属于压接机的2个卷轴环中的1个套进卷轴杆,橡皮面朝前;
步骤2:将端子的产品标签朝前套进卷轴杆。此时,请确认端子的压接侧在咳触及卷轴导板的方向;
步骤3:将剩下的另1个卷轴环朝橡皮面可触及端子卷轴的方向套进卷轴杆;
步骤4:将端子卷轴置于卷轴杆的接近中心的位置,为防止其因自重旋转,用2个卷轴环夹紧,并用卷轴环的蝶形螺栓拧紧。此时,确认端子在可顺利进入端子导框、附件的位置;
步骤5:将端子穿过卷轴导板的端子导框;

直送料模具:
步骤6:将分离杆按下,并将固定板挂在进给板的下面。压垫为抬高的状态,请将端子沿着导板(L)、(R)插入至套芯在压接下型上面的位置;

步骤7:确认送料爪的前端挂在压接的前1个端子的套芯。根据端子的不同,具有挂在金属线套芯型与绝缘套芯型,请注意。

横送料模具:
步骤6:若将螺栓向箭头方向(顺时针方向)旋转,则压板抬高。在这种状态下,将端子沿着导板(L)、(R)插入至套芯在压接下型上面的位置;
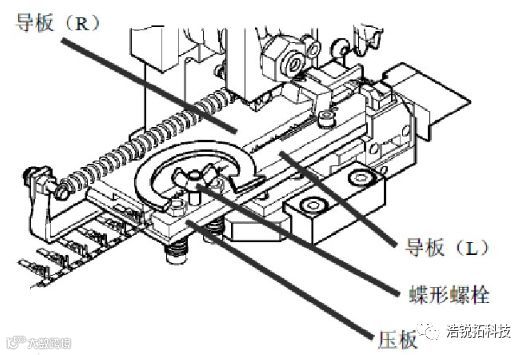
步骤7:确认送料爪的前端已进入托板孔。如上图所示,具有角孔的场合用角孔进给,而没有角孔的场合用圆孔进给;

步骤8:将蝶形螺栓与步骤6相反的方向(逆时针方向)旋转,并将压板下降至可压入端子的位置。

利用刻度盘调节压着高度
芯线部压接高度的调整
金属线部调整度盘中,刻有【A】-【H】的记号,【H】位置为该附件最高压接高度(弱压接),以下以【G】→【A】的顺序逐次减0.05mm(大致)。请先在【H】位置测量实际压接的压接高度,然后用度盘逐级调整,直至可用正确的压接高度进行压接的位置。
绝缘部压接高度的调整
绝缘线部调整度盘中,刻有【1】-【8】的记号,【8】位置为该附件最高压接高度(弱压接),以下以【7】→【1】的顺序逐次减0.1mm(大致)。请先在【8】位置测量实际压接的压接高度,然后用度盘逐级调整,直至可用正确的压接高度进行压接的位置。
利用调节块调节压着高度
若用度盘的调整范围无法调整适当的压接高度的场合,需要更换金属线调节块或绝缘调节块。

调节块更换步骤

步骤1:将用M5螺栓固定在导板的调节块环、绝缘调节块与金属调节块卸下。若不拧开固定压接上型的M6螺栓,金属线调节块可能无法卸下;
步骤2:将需更换的金属线调节块的刻有型号的面朝向正面、倾斜面朝向上侧安装至导板;
步骤3:将需更换的绝缘调节块的刻有型号的面朝向正面、高低方朝向上侧安装至导板;
步骤4:装入调节块环,并用步骤1中拧开的M5螺栓固定;
步骤5:最后,确认金属线调节块和绝缘调节块可上下移动。如果调节块无法上下移动,请从步骤1开始重新安装。
