端子冲压加工流程



工具显微镜测量仪器

非接触式测量仪器
端子高速加工辅助设备
勾线机

原理:
利用冲床上下的往复动作,推动横向勾料基座,迫使勾料针进入Pilot hole拉动料带,以辅助冲床送料机送料能力的不足。
优点:
弥补冲床送料机送薄料能力的不足。
缺点:
材料刚性不够,SPM难以提升。
端子素材焊接机

端子张力机

原理:
利用重力,拉直端子料带,使料带具有张力。
优点:
克服因材料刚性不够SPM难以提升的困扰。
缺点:
1.因重力棘轮需压在端子料条的上部,易造成掉针,所以不适合用于向上折的产品上。
2.体积相对较大,占用空间。
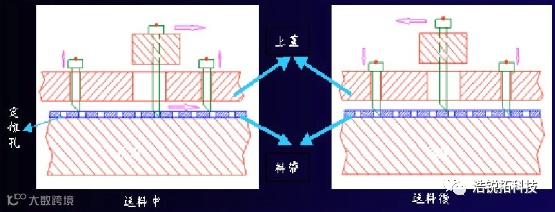
端子扭力机

原理(如上右图):
利用扭力调节器,使端子料带具有张力,从而提高冲床SPM。
优点:
1.扭力机开发成功后,所有薄材(t<0.1mm)生产性得以改善。
2.SPM由500提升至800以上,日产能提升60%以上。
缺点:
结构较为复杂,安装不便,调节难度大,端子料带易被拉脱。
端子冲压常用素材
1.黑色金属:
各类碳钢、不锈钢。
2.有色金属:
黄铜、磷青铜、铍铜、铝合金、钛合金等。
3.非金属材料:
纸板、胶合板、橡胶、塑料等。

端子冲压未来发展特点
A:轻薄短小:T=0.15 → T=0.10 → T=0.08 → ......
SPM不因料带强度减弱无法稳定送料的影响仍能告诉产出
B:连接器多PIN化需求:SKT 321→SKT 370→SKT 320462→SKT 478以致后续 LGA 1200PIN
需克服模具多PIN数后尺寸变化差异大的问题
A:“快拆”模具理念的导入及推广,将大大提高生产效率及机台稼动率。

B:“简易模具”的成功开发运用,在“少量多样”产品模具开发领域打开了一个崭新的天地。