

压接方式介绍



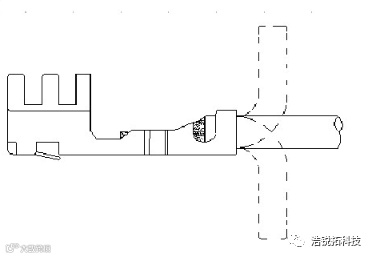
端子结构分析

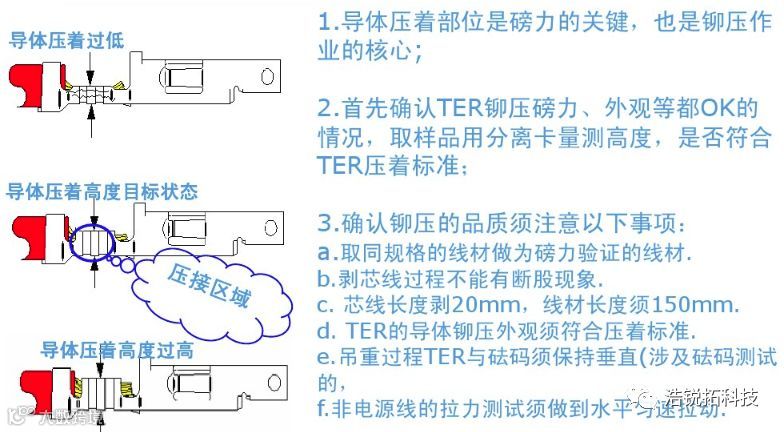
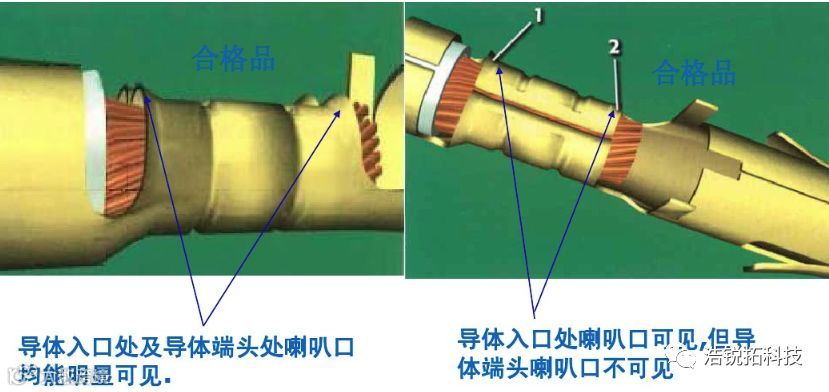
导体标准压着图示

导体压着高度图示
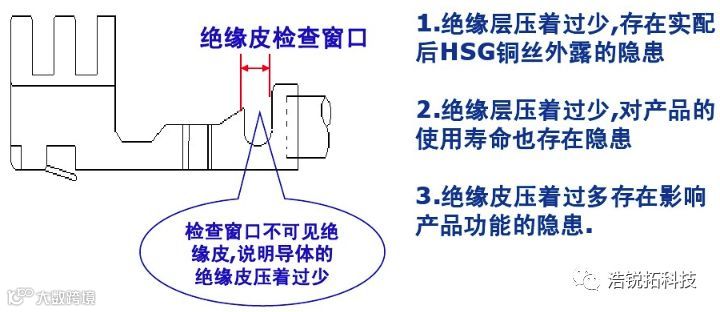
绝缘皮标准压着图示

导体绝缘皮压着过少
导体绝缘皮压着过多(溢胶)
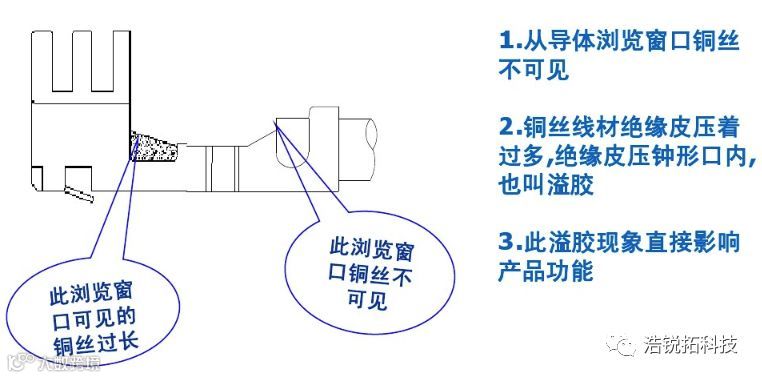
压着绝缘皮的实物图示

外模压着高度示意图
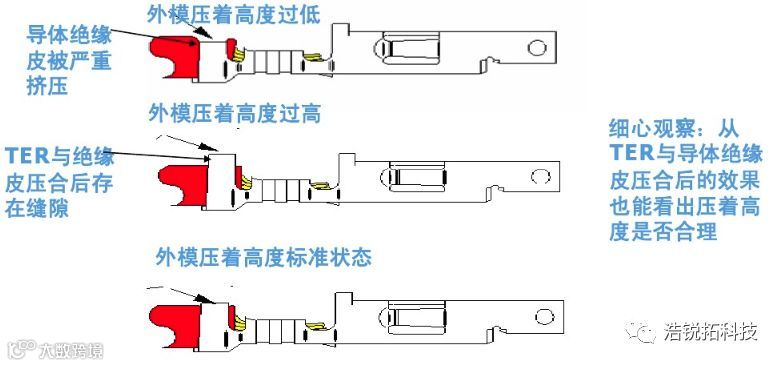
绝缘皮压着不良图例

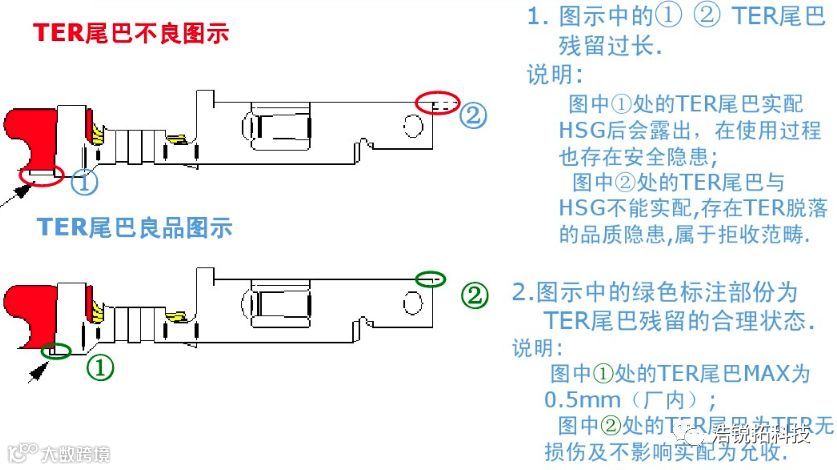
TER压着外观不良说明

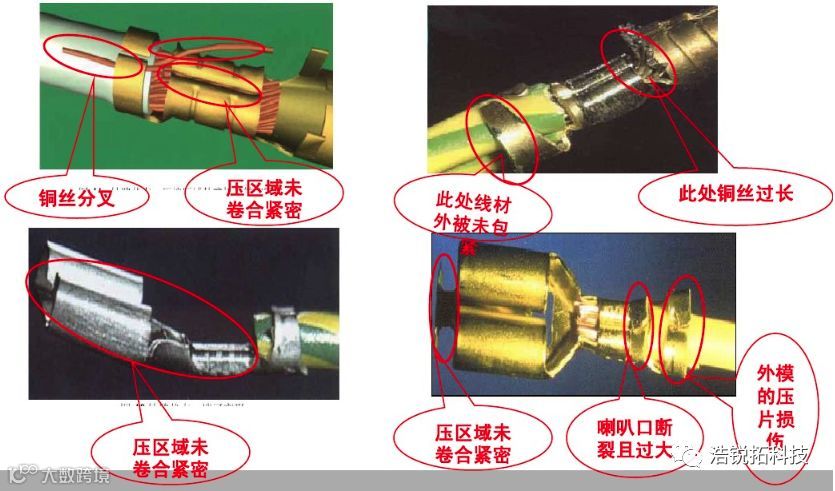

突嘴(喇叭口)

喇叭口不良图片
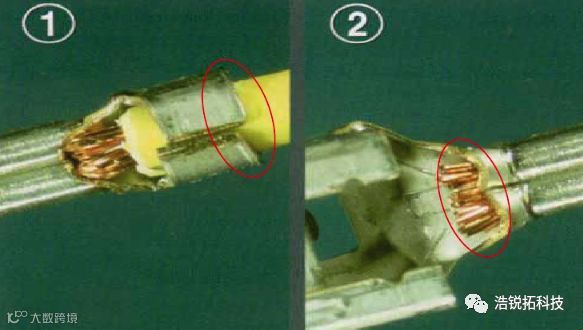
不可接受状态:
1.导体入口处无明显的喇叭口可见;
2.线头端部喇叭口过大。
铆压的弹片尺寸说明

TER尾巴残留过长
压接高度和拉力测试

外模压着高度检测方法
1.需将导体做上下各90°弯曲一次,检查绝缘被覆是否有损伤、裂纹或往后退现象;
2.若绝缘皮出现损伤或裂纹的现象,则须将外模压着高度调高;
3.若绝缘皮出现往后退(脱出)现象,则须将外模压着高度调低。
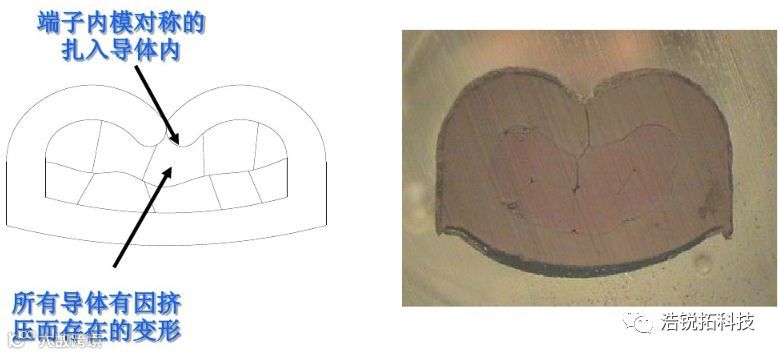
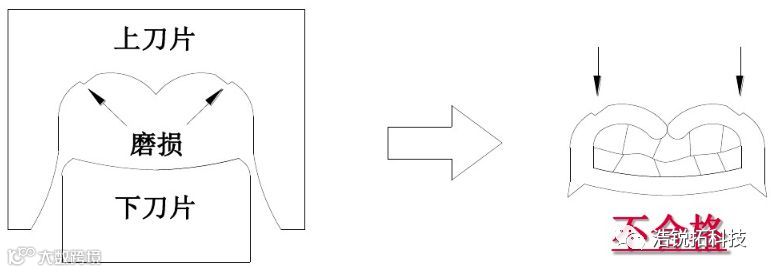
铆压的截面图分析
不合格现象1:
端子横截面不可有由于刀模磨损的原因而造成的变形;
不合格现象2:
端子内模没有扎入导体内或不对称;

不合格现象3:
铆压后端子卷回的部分到底部的距离(b)小于0.1mm;

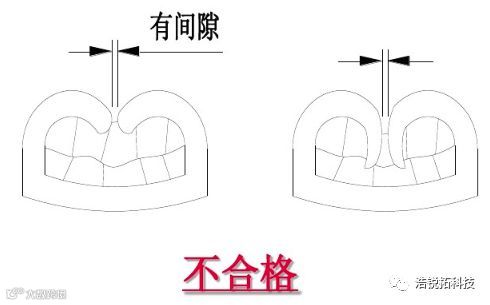
不合格现象4:
端子铆压后不是闭合的,中间有间隙;
不合格现象5:
铆压后端子卷回的部分不可有变形或碰到内壁;

不合格现象6:
铆压后导体之间允许存在一些间隙,但所有的导体都必须有因受到挤压而存在的变形;

不合格现象7:
(1)端子内不可有因铆压导致的破裂现象;
(2)压出的毛边高度:不可超过此端子材料的厚度;
(3)压出的毛边高度:宽度不可超过此端子材料厚度的1/2。

