1、 裁线
注意事项:
①线材尺寸须在公差范围内;
②裁线时须无刮伤线材,且切口要平齐;
③裁好之线材每50或100条扎为一扎,每扎需将其线规和长度标示清楚,不可错误。

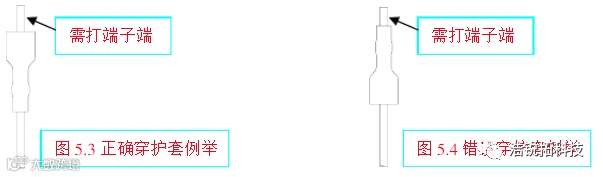
2、穿护套
将已裁好并须装护套的线材打端子端装穿上1个护套,注意护套小端向下。
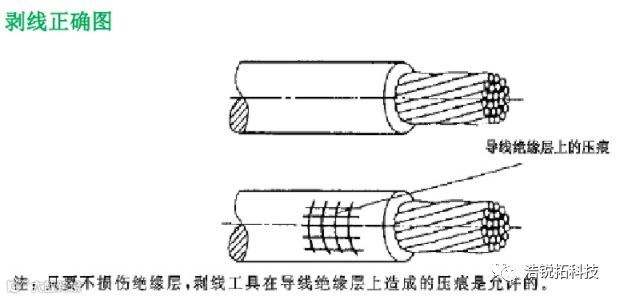
3、 剥皮
注意事项:
①尺寸须在公差范围内;
②不可剥断导体铜丝;
③切剥口须平整。

剥皮尺寸=导体铆压栅长度 +1/2a +0.5mm(线规: 0.3mm2以下)
剥皮尺寸=导体铆压栅长度 +1mm (线规:0.3—1mm2 )
剥皮尺寸=导体铆压栅长度 +2mm (最大线规:10mm2 )

4、铆压端子
注意事项:
①端子铆压拉力或高度需符合要求;
②不可有深打、浅打、飞丝、端子变形、铆压过高或过低等不良;
③注意安全,铆压时切勿将手伸入刀模内。
开式端子铆压过程

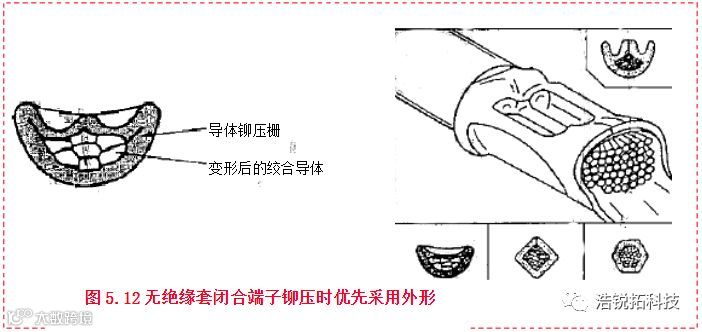
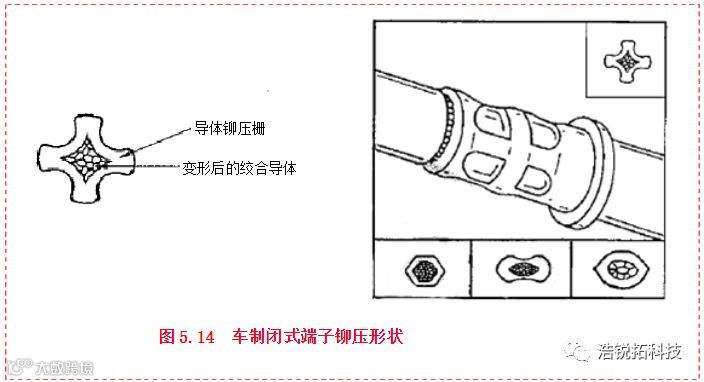
导体铆压栅连接形状
开式端子导体铆压时优先采用形状


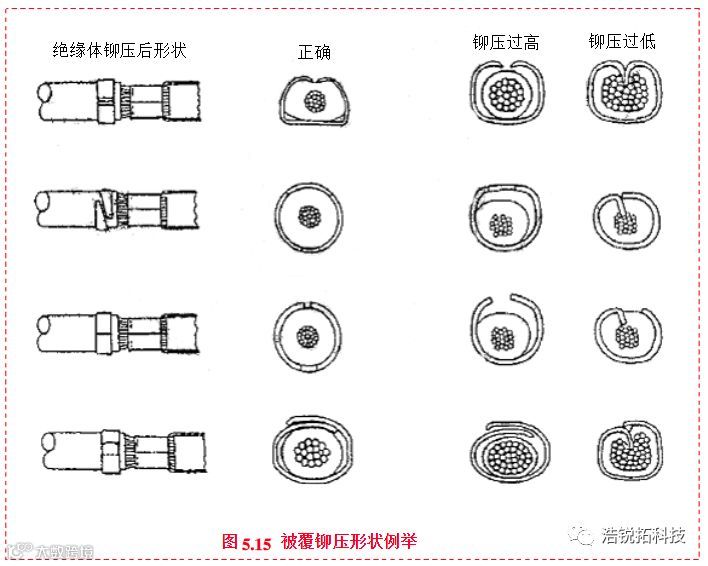
2.无绝缘套端子导体铆压形状

绝缘体铆压栅连接形状
端子拉力和压接高度测量
测试拉力的目的是为了调整铆端高度,同时也是为了保证和确认芯线压着部(导体铆压栅)。如果压着的铆端高度适当,那么芯线在“挤压栅”的外部断开时的数值才是理想的数值。
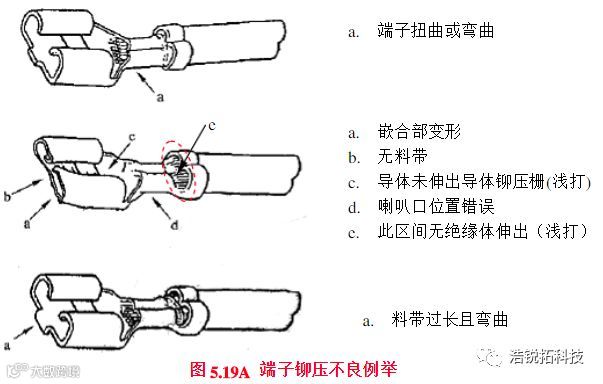
端子检查
目视检测之目的是为了通过外观检查,检查出铆端高度拉力测试中未能查出的压着不良与模具不良,进一步通过压着状态良否的判断,发现组装插件时的不适合等。

在铆压拉力和高度保证的前提下,理想的铆端状态:
1.视窗1能看见导体又能看多绝缘体(外被);
2.视窗2芯线(导体)露出长度0.5-1.5mm(具体依端子大小而定);
3.嵌合部不可变形,卡口片不可变形;
4.芯线铆压栅、被覆固定栅中间沟槽不可有间隙,不可两边带毛刺;
5.喇叭口高度最高不超过导体铆压栅长度的1/8;
6.挤压沟深度不大于0.3mm;
7.料带长度大于0.1-0.5mm;
8.端子上下左右弯曲不大于5°;
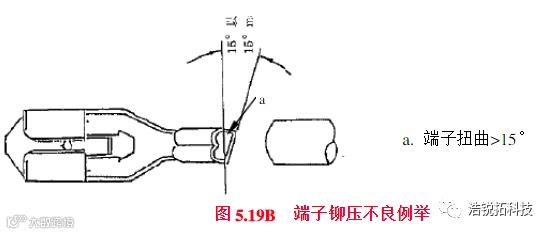
9.端子扭曲不大于15°。

5、组装胶壳
将铆压好的端子卡口片方向与塑壳卡同向,再将端子平推入塑壳,当听到卡壳声后,再回轻拉线材,以确定端子正确卡入塑壳,无脱落则合格。

6、测试
测试目的:检测产品功能是否正常,以确定产品性能是否符合客户要求。
注意事项:
① 测试之后需自检塑壳有无刮伤,端子是否歪斜;
② 当连续出现电测不良时应及时向上级或品管汇报;
③ 良品与不良品区分开,并标示清楚,将不良品放于指定位置;
④ 易损的测试头应依实际状况及时更换。
7、组装
注意事项:
① 治具定位柱位置尺寸需在工程图公差范围内;
② 固定单件时不可错位置;
③ 缠胶布应重叠绕卷,且开始和结束时至少有一圈以上的重叠,各部尺寸须在公差范围内。
8、包装入库
包装时注意不可有多装、少装、混装以及标识、字迹模糊不清等不良。