

判断端子压接好不好,主要看压完后的外观、高宽度和拉拔力。就像做饼干,模具和压的高度决定了饼干的口感。但模具的开口宽度是厂家设计好的,就像饼干的模具大小。而压的高度呢,就像我们用手压饼干的力度,可以调大调小。
这个压的高度特别关键,就像做汉堡,压得太轻汉堡就散了,压得太重汉堡就扁了。如果压得太低,汉堡的机械性能就差,一咬就碎,装在车上就可能断电。如果压得太高,汉堡里的馅儿就没压紧,有空气,容易坏掉,电性能也会变差,车就可能出问题。
只有当压的高度刚刚好,汉堡才最完美,口感好,也不容易坏。所以,这个压的高度是压接汉堡(端子)的关键,也是我们特别要关注的。为了让汉堡压得完美,我们就得确认压的高度是不是刚刚好。这样,我们的线束产品才能既安全又好用!

图一

图二

图三
压接,就像是给汽车线束做“外科手术”,非常关键哦!它就像魔术一样,用模具和压接设备把端子、导线和防水栓这些“零件”变成线束半成品,也就是电路啦。这样,端子和导线就能紧紧相连,既有好的机械性能又有稳定的电气性能。想象一下,电流就像水一样,通过压接,就可以顺畅地从电线流到端子,或者从端子流到电线,多神奇啊!
但如果压接没做好,就像水管堵塞一样,阻抗就会变大,容易发热,严重的话还可能“烧车”哦!所以,压接真的很重要!
随着我们越来越了解压接的理论,发现想要压接得好,有几个关键点得注意:模具要合适、设备要精准、原材料要优质,还得有合适的压接高度和力度。这就像做一道好吃的菜,食材、调料、火候都得恰到好处,才能做出美味佳肴!
(1)端子压接外观
a、喇叭口:喇叭口前后要一样,或者只有后面有也行,后面的比前面的大也没问题,只要满足其中一个条件,那就是合格的,看图四就明白了。
b、端子料头:前后料头都不能超过0.5mm哦,这样才是好的。
c、铜丝出头:前面的铜丝露头不能超过1.0mm,而且还得看得见铜丝,这样才是对的。
d、变形问题:绝对不能翘起来或者扭成麻花,得保持平整才行。
e、铜丝包爪:皮线得乖乖呆在包爪里面,包爪里的铜丝也不能跑出来。
f、绝缘层压接:把绝缘层上下弯折30°,反复弯折几次,如果在连接B区还能看到绝缘层,那就说明压接得很好,看图五就明白了。

图四

图五
(2)拉拔力
测试的拉拔力值越高越好。
(3)符合压接高宽度标准值
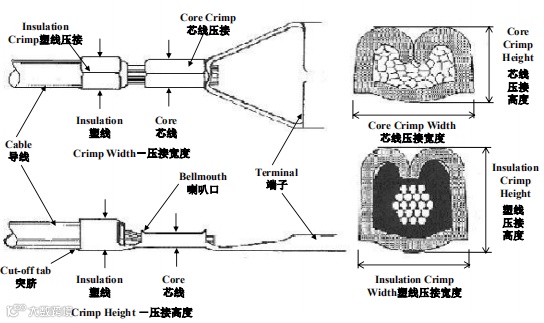
①压得太狠啦!导体和端子贴得紧紧的,单线之间也没缝隙,这样电就传得特别快,但可能有点脆弱,不太结实。
②压得刚刚好!导体和端子也是贴得紧紧的,单线之间也没缝隙,电传得快又稳定,还不容易坏,真是完美!
③压得不够哦!导体和端子之间,还有单线之间都有大缝隙,虽然这样很结实,但电就传不好了,车子都可能出问题呢!
芯线压接高度的公差
导线截面积mm²
|
欧洲标准mm
|
中国标准
|
≤0.35
|
±0.03
|
±0.05
|
6.0<0.35
|
±0.05
|
±0.05
|
>6.0
|
±0.10
|
±0.10
|
芯线压接宽度的公差
导线截面积mm²
|
欧洲标准mm
|
中国标准
|
≤0.35
|
±0.05
|
±0.10
|
6.0<0.35
|
±0.10
|
±0.10
|
>6.0
|
±0.20
|
±0.15
|
塑线压接高宽度的公差
导线截面积mm²
|
欧洲标准mm
|
中国标准
|
≤6.0
|
±0.10
|
±0.10
|
大于6.0
|
±0.20
|
±0.15
|
①有个小规矩:如果生产的线束少于500条,我们只需要在开始和结束时检查两次压接的高度;但如果生产的线束有500条或更多,那就得在开始、中间和结束时都检查三次压接的高度,确保每次都做得刚刚好。
②有时候,端子压接的外观可能不太好看,这可能是因为端子和模具不太合适、端子和电线不太匹配,或者是调整模具的时候没调好。所以,我们要时刻注意这些问题,确保端子压接得既美观又牢固。
③端子和模具的关系就像跳舞的搭档,要配合得刚刚好。喇叭口要达标,就像跳舞时的姿势要标准一样——前后喇叭口要一样,或者后面的比前面的大,或者只有后面有喇叭口,这样跳起舞来才好看。
④端子和电线的位置关系也很重要,就像画画时的构图一样。芯线压接和绝缘皮压接的地方,芯线和线皮要各占一半,就像画中的主体和背景要平衡一样;芯线出头也要符合工艺标准,就像画画时的笔触要精准一样。这样,我们的端子压接才能既美观又实用。
压接理论逐渐发展到压接高宽度值和公差由端子生产商规定。如果端子压接标准的公差在图纸或端子供应商无特殊要求,按下标准执行:
压接高度范围
|
公差
|
0.22~0.5
|
±0.03
|
0.5~2.5
|
±0.05
|
>2.5
|
±0.10
|

线束工厂常见问题解决方案
问题1:端子压接工艺存在问题,长期得不到改善或不知道如何改善?
问题3: 端子压接首检、巡检不按要求做,报告造假,怎么解决?
问题4: 如何杜绝插错孔位、线序颜色错误的不良线束流向客户?
问题6: 如何减少人工成本的同时提高端子压接良率?
问题7: 拿单困难,利润一降再降,怎么办?
问题9: 线序检测仪每次新线录入都要反复折腾,甚至还要找厂家协助,有没有破解办法?