

线束厂人员流动性非常大,培训成本不小,特别是影响线束压接工艺的端子压接环节,有一份好的培训资料,培训效率更能事半功倍。
这篇文章主要解答以下几个问题:
● 一 端子压接工序
● 二 端子压接常用工具
● 三 端子各部位名称及功能说明
● 四 不正确/正确压接手势
● 五 常见的端子压接不良品
● 六 解决端子压接不良品的方案
端子压接是一种连接或固定电线或导线的方法,通过将导线插入具有特定形状的终端或插座中,并应用压力使导线与终端之间建立可靠的电气连接。这种连接方式通常用于电子设备、电气系统和通信网络中。

端子压接的目的是确保电线与终端之间的良好接触,以便传递电流和信号。通过应用适当的压力,导线的导电体可以与终端的金属接触面紧密结合,从而实现可靠的电气连接。
端子压接工序通过施加一定的机械外力(指剥去电线的绝缘体,压着端子咬合在导体上)模具和压接设备将原材料(端子、导线和防水栓)生产成线束半成品(电路),通过压接,电气可以实现从电线和端子之间的传导流动。

目前端子压接的工具有手动工具,气动工具,液压工具,半自动压接设备,全自动压接设备等五种。


► 1.绝缘压着部
a.防止电线绝缘皮的脱落;b.防止电线受到震荡时,端子被拽拉扭断,发生导体切断。
► 2.导体压着部
a.电线导体与端子的接触功能;b.接触导通功能保持导体与端子间的正常流通。
► 3.过渡槽
a.导体压着部压着时,形成压着高度的作用。
► 4.倒锁部位倒钩
a.保持端子与插件的接触的紧密性;b.防止配合件的对插脱落。
► 5.端子连接部位
a.端子切断时,切断片保留0.3~0.5mm,以便于确认端子是否损伤。
► 6.端子嵌合部
a.插和端子的接触部位。
► 7.压着喇叭口
a.防止端子来回摆动,将芯线铜丝割断。
1.设备的安装和调试有无问题,这是直接影响端子压接质量的好坏。例如:模具有没有松动,端子有没有到位,模具里面有没有杂质等等。
2.员工手势的摆放,不正确的手势会造成各种不同的不良品。
下面介绍一下各种压接手势和压接不良的例子
1-不正确的压着手势
(1)手指接触下刀片存,在安全隐患NG。

(2)两手之间间距过大,效率太低NG。

(3)芯线未靠着挡板位置,压着状态不稳定NG。
(4)芯线偏离挡板面,压着状态不稳定NG。
(5)芯线相对挡板位置偏高,压着状态不稳NG。

2-正确的压着手势
压着时,手应靠在模具边缘芯线接触挡板的中心位置,线的长度约为15-20毫米左右。


NO.1外皮压接过度
原因:压接手势不正确,或挡板调试不当,导致芯线压接部位压进线皮,造成线皮压接过度深打不良。
后果:直接影响导体的压接;造成电流流通不顺,或直接断路。

NO.2外皮压接不足
原因:压接手势不正确,或压接速度过快造成压接不良。
后果:由于导体和绝缘部压接均不足,造成端子的拉了不够,在产品使用过程中容易断裂,直接影响产品性能。

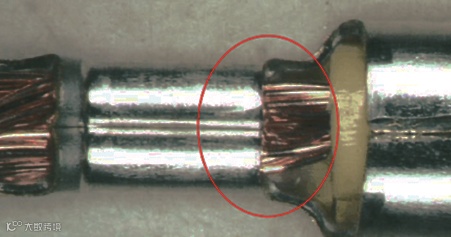
NO.3芯线外露
原因:在压接过程中,电线芯线散乱,或者压接方法不当。
后果:1.露出的铜丝容易造成漏电,同时也容易接触到别的端子造成短路。2.芯线压接部位由于铜丝少,间接影响端子的拉力,造成拉力不足。

NO.4绝缘压着部被覆变形
原因:模具调试时,端子不到位或者压接刀片损坏造成的。
后果:外观不良,直接影响拉力。

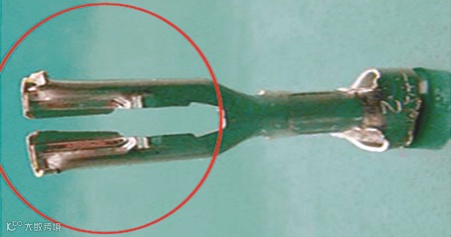
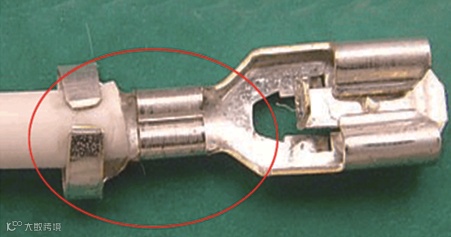
NO.5嵌合部变形
原因:端子压接位置与模具切刀的位置没有调试好,或者端子送料爪不稳定。
后果:造成端子与的对插件很难配合影响插拔力。
NO.6铜屑残留过长
原因:端子压接位置与模具切断刀的位置没有调试好,或者端子送料爪/导料板不稳定。
后果:后端偏长,就会造成前端切平,后果和NO.5一样,另外后端长容易和其他金属接触,造成线路短路。

NO.7后端无喇叭口
原因:芯线压接刀片调节不到位。
后果:刀片容易伤到芯线,会出现压痕/断线等现象,影响端子的拉拔力和使用寿命。
N0.8端子卡口倒钩变形
原因:原材料不良,压接不良,或在产品移动过程中相互钩拉等。
后果:造成装配不紧密,不到位,产品到客户那里容易脱落。

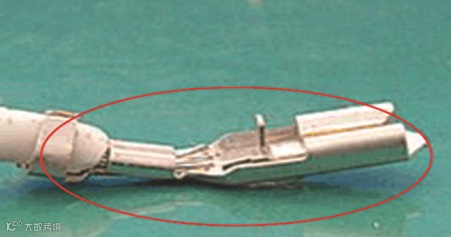
NO.9端子上翘
原因:模具调试,上下模配合不好,或者刀片粘端子,弯曲度一般在上下15°之内可以。
后果:造成装配配合不良,端子容易从插座外壳内脱落。
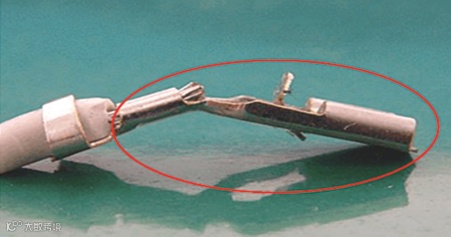
NO.10端子下弯
原因:模具调试,上下模配合不好,或者刀片粘端子,弯曲度一般在上下15°之内可以。
后果:造成装配配合不良,端子容易从插座外壳内脱落。
NO.11无芯线压接
原因:剥线时刀值过小或刀片未装好,电线过于弯曲,一般出现之全自动压接。
后果:不导电,直接影响产品的导电性能。
NO.12前端芯线过长
原因:剥皮太长,或压接手势不正确。
后果:1.芯线太长容易和边上的端子接触造成短路。⒉突起的芯线容易把插座卡口顶起来,造成装配插入不足,电线容易从插座里脱落。

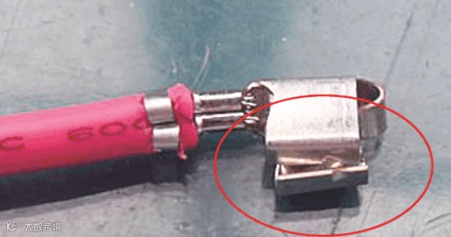
NO.13接触部位变形
原因:端子压接刀片损坏,或刀片错位,或在产品移动过程中相互挤压。
后果:装配时无法将端子正确插入插座内,即使插入后也无法轻易拔出,这种情况常见于VH-T端子。
智能压力管理系统(端子压接不良检测系统)是全球首款基于Deep Learning AI技术的压力管理装置。用于实时检测端子压接过程压力变化,筛查端子压接中存在的深打、浅打、断芯线、漏打等不良品。

好的智能压力管理系统,具备几个特点:
一 操作简单:标准压力波形录入不需要复杂的参数设置,仅需几十秒,两三个简单步骤即可完成最佳。
二 降低误报频次:精准识别是需要AI智能算法技术作为基础的,因为简单算法很难分辨有效压力波形,会误判。
三 配置优质:设备性能和网络化,性能越好,能储存更多压接数据,系统运行更好。而可联网是制造数字化的基础,是设备联动的前提,这些都是高端制造必须要有的条件。


线束工厂常见问题解决方案
问题1:端子压接工艺存在问题,长期得不到改善或不知道如何改善?
问题3: 端子压接首检、巡检不按要求做,报告造假,怎么解决?
问题4: 如何杜绝插错孔位、线序颜色错误的不良线束流向客户?
问题6: 如何减少人工成本的同时提高端子压接良率?
问题7: 拿单困难,利润一降再降,怎么办?
问题9: 线序检测仪每次新线录入都要反复折腾,甚至还要找厂家协助,有没有破解办法?