

在线束行业中,端子压接工序出现加工不良的情况是比较多的。如何获得稳定的压接质量,避免端子压接不良品流向客户,追求“零缺陷”“高效率”是许多工厂一直努力的方向。
一 如何避免端子压接不良品流向客户?

在端子压接工艺上,多少都会存在一定的问题。这些问题可能出现在材料上,可能出现在操作工上,还有可能是出现在端子机上。
无论如何是不可避免的,因此在端子压接过程中,需要通过智能压力管理系统来实时检测端子压接不良品,尽可能的杜绝端子不良品流向客户。
智能压力管理系统(端子压接不良检测系统)是全球首款基于Deep Learning AI技术的压力管理装置。用于实时检测端子压接过程压力变化,筛查端子压接中存在的深打、浅打、断芯线、漏打等不良品。

好的智能压力管理系统,应该具备几个特点:
一 操作简单:标准压力波形录入不需要复杂的参数设置,仅需几十秒,两三个简单步骤即可完成最佳。
二 降低误报频次:精准识别是需要AI智能算法技术作为基础的,因为简单算法很难分辨有效压力波形,会误判。
(端子机智能压力管理系统工厂实拍)
三 配置优质:设备性能和网络化,性能越好,能储存更多压接数据,系统运行更好。而可联网是制造数字化的基础,是设备联动的前提,这些都是高端制造必须要有的条件。

端子压接作业是线束加工中一个重要的工序,只有提升端子压接作业的良品率,才能够大幅提升线束加工的产能,提升线束加工的效率和质量。
那么端子压接的不良现象如何解决?

(图1压接高度过小)
【压接问题】导体压接区在压接后的横截面高度,不符合采购商要求的线缆尺寸的压接高度。
【潜在影响】1.过小的压接高度无法提供规定的压接强度(对线缆端子的保持力),会减小线缆拉拔力和额定电流,还会引起压接头在非正常的工作条件下性能降低。2.过小的压接高度还会压断线芯或者折断导体压接区的金属。
【解决思路】1.检验端子适用的线规是否正确;2.调节端子压接机上的导体压接高度。

(图2压接高度过大)
【压接问题】导体压接区在压接后的横截面高度,不符合采购商要求的线缆尺寸的压接高度。
【潜在影响】过大的压接高度无法正确压缩线芯,引起压接区过大的无效空隙,因为线芯和端子金属之间没有足够的金属间接触,导电性能受到影响。
【解决思路】1.检验端子适用的线规是否正确;2.调节端子压接机上的导体压接高度;3.在首次使用压接机进行工作时,可用游标卡尺或千分尺检验压接高度在规定范围内,并且在工作过程中应按照要求的频度重新检查,以保持正确的压接高度。

(图3绝缘压接区过小)
【压接问题】绝缘层刺穿或隔坏。
【潜在影响】1.过小的绝缘压接区会使绝缘压接区中的金属应力过大,削弱其应力释放功能。2.无法为导体压接区提供稳定的应力释放支持,导致线缆弯曲时可能会折断线芯。
【解决思路】调节端子压接机上的绝缘压接高度。

(图4 绝缘压接区过大)
【压接问题】绝缘压接片没有接触绝缘层的顶部。
【潜在影响】容易导致端子的拉拔力不足,连接处松动。
【解决思路】调节端子压接机上的绝缘压接高度,使得端子夹紧绝缘层至少180度,并且不会刺穿绝缘层。
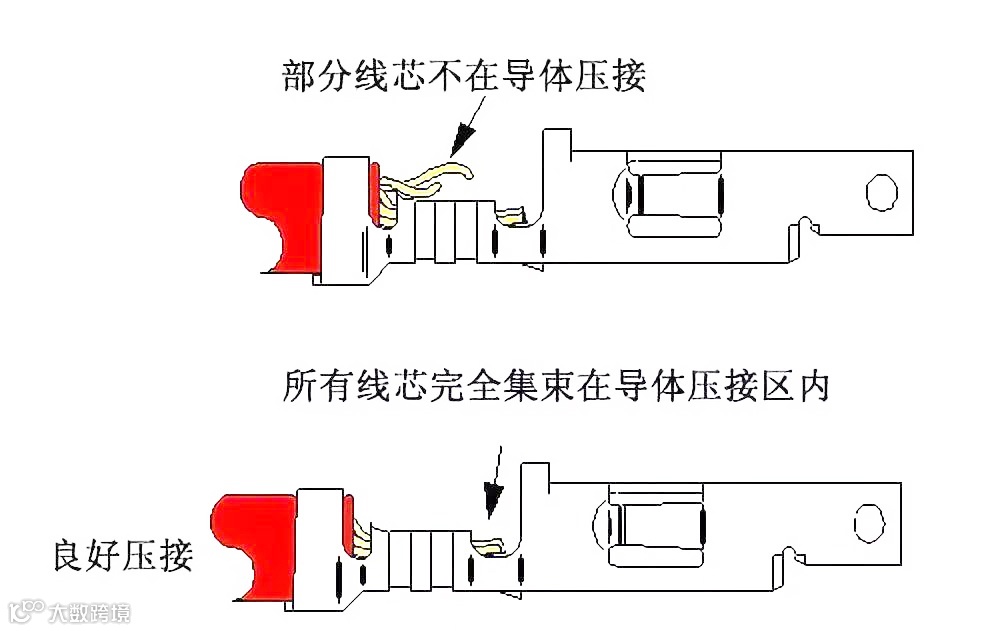
(图5 松散的线芯)
【压接问题】部分线芯没有被压接,离散在导体压接区域外。
【潜在影响】 线芯没有完全封闭于导体压接区,导致压接件的强度和电流负载能力大幅降低,性能将无法达到规定要求。
【解决思路】剥线及压接前,需要将松散线芯收拢,注意压接范围。

(图6 剥线长度过短)
【压接问题】 剥线长度过短,线缆没有完全插入导体压接区。
【潜在影响】端接可能不能达到规定的拉拔力,因为线缆与端子之间的金属间接触减少了。
【解决思路】1.增大剥线设备的剥线长度至该端子的规定值;2.查看正确的绝缘层位置;3.在压接前将线缆送入更深的压接区。

(图7 线缆插入过深)
【压接问题】绝缘层向前过深地插入绝缘压接区,导体伸出至过渡区。
【潜在影响】1.由于导体压接区中金属间接触减少,使得额定电流和线缆拉拔力降低;2.金属与塑料的接触没有金属间接触牢固,而且它不导电;3.在连接器接合时,如果线缆伸出至过渡区过深,插针端子的尖端碰撞上线缆,可能会阻止连接器完全就位,或者可能导致插针或插孔端子弯曲。
【解决思路】1.确认没有使用过大的力将线缆插入压接机而使之越过压接机的线缆止口;2.调节线缆止口的位置使之正确地轴向定位已剥皮的线缆。

(图8 过度弯曲端子)
【压接问题】端子接合区和压接区的中心线不平行。
【潜在影响】因为压接端子呈香蕉形状,使得端子很难插入外壳中,可能引起端子碰撞。
【解决思路】调节压接机上的限制销的位置即可。这个小销位于压接机中,在压接区压接在线缆上时接触端子的接合区。在压接过程中,端子一端的大量金属(在压接区中)移动。如此大的作用力趋向于强迫端子的前部上翘,除非被适当的"限制销"所限制。

(图9 压接过于靠前)
【压接问题】端子和金属条相对于压接机的位置不正确。
【潜在影响】端子压接工具损坏端子的压接区前部,"端子止口"被完全损毁,导致端子会被推向一直穿过外壳。
【解决思路】检验端子的位置正确与否,放松可互换工具的基板,重新对准压接机。

(图10 喇叭口过小)
【压接问题】无喇叭口,尺寸过小,不满足接近端子材料厚度2倍的标准。
【潜在影响】如果缺少喇叭口,或者小于端子材料厚度,会有割断线芯的危险。保留的线芯减少会降低端接强度。
【解决思路】检测工具设置,确认端子金属条是否对准,压接设备上的冲头和砧座是否正确对准。

(图11 喇叭口过大)
【压接问题】端子压接区与线缆接触的总面积减小。
【潜在影响】线缆与端子的接触面越小,线缆拉拔力越小。
【解决思路】如果压接高度正确,可能是由于工具磨损引起的问题,应当予以更换。

(图12 尾料过长)
【压接问题】尾料从端子上裁切下来时,保留的尾料过长。
【潜在影响】当端子插入外壳中时,过长的金属尾料会伸出至连接器的后部,在施加较高的电压时引起连接器的相邻触点之间的电弧。如果端子前部的尾料过长,会干涉连接器的接合和引起"端子碰撞"。
【解决思路】端子的位置不正确,需调节工具基板。

(图13 倒钩弯曲)
【压接问题】倒钩可能向内或向外过度弯曲。
【潜在影响】倒钩弯曲可能会让连接器失效,影响端子完全锁入塑料外壳的能力。
【解决思路】1.如果是在压接机上出现损坏,需要调节摩擦轮的松紧度,只需保持端子卷轴不会由于其自重而展开即可。;2.检查在搬运中,已经压接的端子线束是否有损坏。如果问题出在捆扎过程,需要采用更小的线束或改进搬运程序。


线束工厂常见问题解决方案
问题1:端子压接工艺存在问题,长期得不到改善或不知道如何改善?
问题3: 端子压接首检、巡检不按要求做,报告造假,怎么解决?
问题4: 如何杜绝插错孔位、线序颜色错误的不良线束流向客户?
问题6: 如何减少人工成本的同时提高端子压接良率?
问题7: 拿单困难,利润一降再降,怎么办?
问题9: 线序检测仪每次新线录入都要反复折腾,甚至还要找厂家协助,有没有破解办法?