

引言
当你看到一道看不见的光线将厚厚的钢板像切蛋糕一样轻易地切开时,你一定会好奇神奇的光线是什么;当你知道这是激光的时候,你也一定会问,到底是多大功率的激光才能展现这么大的威力?
随着连续光纤激光器的功率不断提升,激光加工市场的不断成熟扩大,高功率连续激光器的使用场合和数量越来越多;以往4 kW、6 kW就认为是高功率了,如今12 kW、15 kW都不算高。激光技术的不断突破及由此产生的激光功率的跃升,为板材加工市场带来一次又一次的冲击。
高功率激光器切割具备以下几大特点:
最大程度切割厚度的提升——媲美传统加工行业;
氧气切割碳钢亮面厚度提升——速度更快,锥度更小;
不锈钢中薄板速度提升——更小气压,更快速度;
碳钢中薄板速度提升——摒氧换氮,速度提升不止一倍。
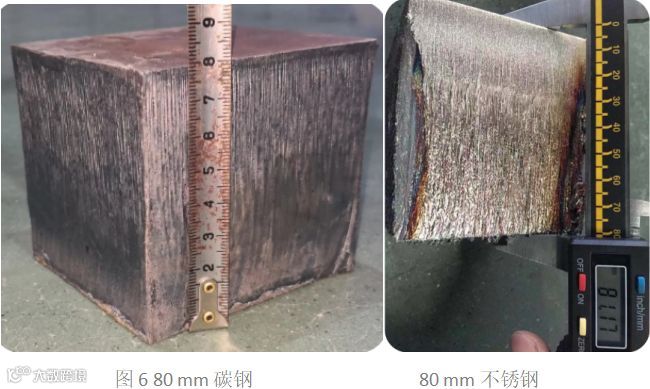
对于薄板,其切割速度大幅提高;对于厚板,其切割、穿孔能力均突破80 mm,切割效率和断面质量也全面提升,增加了用户生产效益,让人们看到了国产激光技术和切割工艺的又一次飞跃。
一
高功率激光器切割性能
在金属加工中,激光切割碳钢占据着十分重要的地位。通常在进行铁板、低碳钢等板材加工时,因其含碳量较低,燃点低于熔点,常用氧气进行切割。例如在使用低功率激光器切割中,常用氧气作为辅助气体进行助燃,完成激光器功率本身不足以完成的切割厚度;在使用高功率激光器切割中,氧气作为辅助气体,通过使用不同功率配合不同厚度板材切割,以获取光滑平整的切割断面。
在高功率激光切割中,亮面切割技术是一种能够将碳钢板材切割断面切至光亮的工艺,提高切割效率,减小工件锥度。但就目前来说,过薄的板材或过厚的板材仍无法切割亮面。
以下以15 kW光纤激光器为例,介绍切割不同厚度材料的工艺和效果。
1
15 kW碳钢高速亮面切割


从切割效果来看,15 kW光纤激光器进行切割工作,可有效改善工件锥度。

2
15 kW 厚板切割技术
目前市面上,切割各类超厚厚度的板材,一般依赖于等离子切割、线切割、水刀切割等传统切割方法。高功率激光器的问世,逐步增加了切割各类超厚板材的可能性,切割厚度从以往的25 mm瓶颈,逐渐突破了40 mm、60 mm、80 mm,甚至更厚。但目前来说,在切割大于60 mm厚度的材料上,穿孔、稳定切割和锥度大小的控制,是需要进一步攻克的问题。


3
15 kW 碳钢小孔切割
在使用较低激光功率进行氧气碳钢切割时,通常建议用户不要切割小于板材厚度的圆孔,通常建议等于板材厚度甚至是板材厚度的1.5倍,但是难以满足客户更高精度更多样化的需求。
在高功率切割中,随着切割、穿孔效率的提升,辅以合适的喷嘴,可以进行厚板小孔的加工,为客户的多样化需求提供支持。

二
高功率激光器切割不良分析及建议
影响切割质量的重要工艺参量通常有切割速度、激光功率、辅助气体、焦点位置、喷嘴特性及材料材质性能等。如果控制不当或参量把握不准,其切割精度和切割质量将会受到很大的影响。
如图8所示,氧气碳钢高功率小喷嘴高速亮面切割,板材上层条纹及下层拖曳线均过于粗糙。

出现这种情况的可能原因是:
1) 喷嘴选型错误:喷嘴选型过大;
2) 气压进给错误:切割气压过大引起过烧;
3) 切割速度不匹配:切割速度过慢引起过烧或过快导致切割不充分。
解决方案:
1) 更换喷嘴:更换小口径的合适的喷嘴,例如16 mm碳钢亮面切割使用1.4D喷嘴,20 mm碳钢亮面切割使用1.6D喷嘴等;
2) 减小切割气压:减少气压改善切割断面质量,一般亮面切割气压需求在0.6~0.8 Bar之间。
3) 匹配切割速度:将切割速度调整至当前功率合适的范围。
以上为部分示例介绍,若有其他种类的切割问题,具体可咨询作者所在企业。


扫码关注我们
本文注明来源为其他媒体或网站的文/图等稿件均为转载,如涉及版权等问题,请作者在20个工作日之内联系我们,我们将协调给予处理。最终解释权归光电汇所有。
本文版权所有,
公众号如需转载
请联系oepn@siom.ac.cn
我知道你在看哟
