


文/顾维一、朱元凯、乔娟,西安炬光科技股份有限公司
异方性导电薄膜(ACF)在显示行业组件封装中的应用已有20多年的历史,通过使用ACF键合,零件通过含有导电颗粒的胶膜进行电气和机械连接。在键合过程中,通过控制热量、压力以及作业时间,辅以零件位置控制,可达到机电连接牢固、可靠的目的。

一种典型的液晶面板用异方性导电薄膜(ACF)键合工艺。IC:集成电路
加上微光学的光束整形和均匀化,半导体激光器具有高度可控的光斑尺寸、极高的能量均匀性和高能量密度,这些都为显示器制造贡献了独特的优势。
随着显示技术的不断发展,在更紧凑的区域(如柔性显示屏的极窄边框内部)完成ACF键合工艺成了新的技术方向。在实际工艺中,传统接触式加热的热压头体积较大,无法完全满足极小区域的键合需求。炬光科技Activation系列产品通过设计适配的光斑尺寸、能量密度和工艺曲线,完成对键合区域的快速加热,从而达成键合工艺,在ACF键合应用中具有很大潜力。
异方性导电胶膜(Anisotropic Conductive Film,ACF)是一种由键合树脂和金属导电粒子(例如金属Ni粒子或金属Ni/Au涂层聚合物球)组成的混合物,其具有单向导电和胶合固定的性能。在显示行业的某些制程中,由于材料耐温性和可靠性等原因,无法以高温焊料进行焊接,这时便可使用ACF材料,以相对较低的温度(≤180℃)进行键合式连接,例如显示行业广泛使用的FPC、芯片等和LCD面板之间的键合。

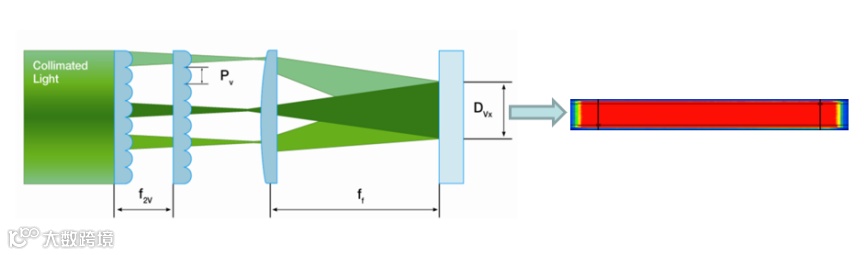
300×3 mm激光束的光学设计所提供的ACF键合过程中的光分布示例
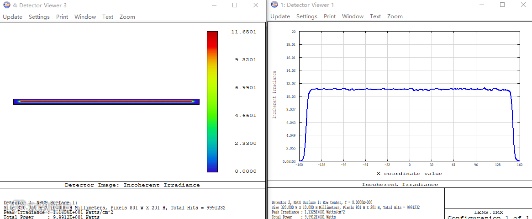
300×3 mm激光束的光斑和能量分布
ACF能够连接两种材质和特性均不相同的材料,并在连接面上形成稳定的导通线路。导通线路具有上下(Z轴方向)的电气导通特定和水平面(XY方向)的电气绝缘性能,由于键合树脂的存在,其内部一部分热塑性弹性体和另一部分热固性环氧聚合物的树脂可提供电气绝缘保护,避免金属触点受机械损伤。在提供两种材料之间稳固连接的同时,其具有良好的防潮、防腐性能。
ACF键合是一种广泛应用于液晶显示器(LCD)、有机发光二极管(OLED)和有源矩阵有机发光二极体面板(AMOLED)的封装技术。
在成熟的应用中,使用热压板进行接触式加压热固化是一种可靠稳定的方案,目前已经实现了玻璃薄膜(FOG)、柔性芯片(COF)和玻璃芯片(COG)等多种封装技术。

结合闭环控制,可以实时调整半导体激光器的输出功率,确保整个键合过程中良好的温度稳定性。
随着显示行业的不断发展,显示器(移动电脑、手机、平板和智能设备)屏占比的不断提高,显示屏边框尺寸的不断缩小,液晶显示器(LCD)与带载封装(TCP)之间的键合间距也不断缩小,传统的热压板接触式加压热固化已不能满足工艺的需求。
主要原因
由于热压板尺寸大小的局限性、热分布的不均匀性以及材料整体受热带来的热膨胀变形,会引起键合后的成品——LCD面板在黑色显示状态下出现边缘细微的漏光现象,出现工艺缺陷。
热压板固化的温升时间较长,导致整个键合工艺时间较长,过多热累积会引起LCD上附着的偏光片烧伤,降低显示屏的生产合格率。
随着显示器尺寸的不断扩大,单边多位置同步键合的需求凸显,传统工艺很难保证键合的一致性。
近年来,激光作为新兴的加工工具在工业上得到了广泛的应用,并逐渐提升和替代传统的加工技术。激光加工技术尤其是材料加工应用(例如切割、键合、钻孔、打标、退火)在高新技术产业中的地位越来越重要,这也带动了激光加工技术的积极发展。
半导体激光器作为电-光转化效率最高的激光类型,具有特别的激光能量特性,常见的边发射型高功率半导体激光器,其光源发散角较大,能量密度分布均匀,通过微光学透镜整形和匀化之后,能够有效的形成能量均匀性极高(>95%)、能量密度极高(达到kW/mm2量级)的可控尺寸的激光光斑,以面对多种不同的工业加工需求。
由于半导体激光的非接触式加热特性和其光斑可控的特点,能够很好的匹配 ACF键合工艺的需求,因此使用激光非接触式加热进行ACF键合成为了一种可能。在整个工艺过程中,激光器设计和工艺控制尤为重要,特别是:
1)键合材料和激光波长。ACF树脂的热固性在ACF键合中起着非常重要的作用,它决定了芯片(TCP)与ITO玻璃的键合强度。ACF温度升高到固化温度,由于树脂硬化,会产生很强的剥离强度。
在实际使用中我们发现常见的ACF材料对红外波段的半导体激光器都有良好的能量吸收特性,选用800-1000 nm波段的红外半导体激光器,可以使ACF材料在极短的时间内达到170℃-200℃左右的固化温度。
2)激光光斑设计。对于大尺寸显示面板,单个显示边缘通常存在多处需要进行芯片焊接的位置(常见的14寸LCD显示屏长边方向有4-6个芯片),为了达到激光光斑对单边阵列排布的不同键合位置能够进行同步键合的目的。
在光斑设计上,炬光科技选用长线光斑配合遮盖掩膜的方式进行加工,通过对激光能量的选择和光斑能量密度的设计,达成掩膜透过区域相同的能量密度和形貌,以满足多位置同步键合的一致性和可靠性。
3)线光斑匀化设计。选用最高可达千瓦级激光能量、800-1000 nm红外波段、全金锡封装低smile的半导体激光垂直叠阵作为光源, 通过对输出光使用快慢轴光学准直透镜(FAC,SAC)进行初步准直,然后使用光束准直器(collimator)进行整形准直,形成需要尺寸的激光光斑。
最后选用能够承受高功率密度的基于炬光科技所特有的ROE(Reflective Optical Element)光场匀化器(homogenizer)进行光学匀化,从而在工作距离处形成一个高度匀化的条形光斑(例如尺寸300 mm×3 mm),长度方向能量均匀性>98%的线型光斑,并配合不同的掩膜夹具,以满足不同长度区域的ACF键合需求。
4)键合过程温度控制。ACF键合过程为了保证键合的可靠性,需要对全过程的键合温度进行控制。传统的控制方案是通过接触式热压头上的温度传感器进行温度监测,使用半导体激光非接触式加热。
由于激光热输出集中,材料温度变化较快,因此往往采用采样速率1 kHz或者更高的红外温度传感器进行远距离测温的方式进行温度监测,并实时根据实测温度调整激光输出功率,通过温度闭环控制的方式以保证在整个键合过程中的温度可控和温度稳定。
5)激光键合工艺设计。选用半导体激光为ACF键合工艺的热源,主要原因是激光的热输入集中且大部分能量能够透过ITO玻璃,直接作用在ACF材料上面,因此有别于传统的热压工艺。激光替代了热压头的加热部分,同时用高强度高透过性石英材料替代ITO玻璃底部的热压头,并保留芯片(TCP)顶部的恒温预热头。
在整个工艺过程中,首先将ACF材料附着在玻璃基板或TCP的电极表面,然后将TCP电极与玻璃基板进行预对准,从而通过上部热压头在80℃左右的温度和0.5 MPa的压力下配合高精度视觉定位相机机器视觉部件实现精确对准。接着开启激光器,从底部对ACF材料层进行快速加热,在极短时间内使其达到180℃-200℃的固化温度,同时增加固化压力到3 MPa,并将此过程持续相应的时间,从而完成整个固化工艺。
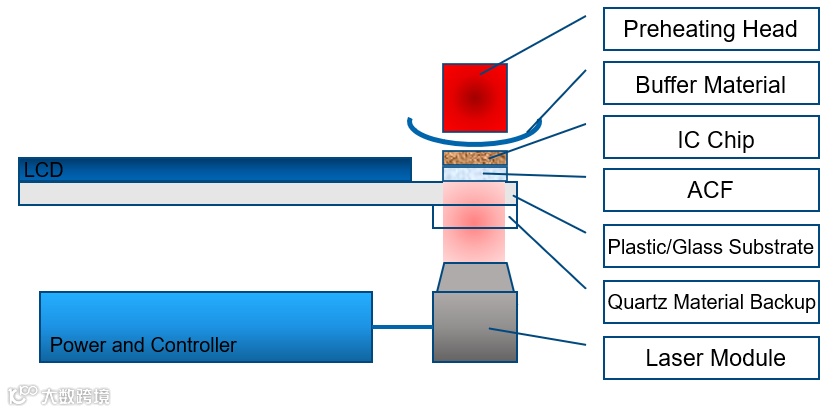
基于激光的ACF键合系统设计
激光ACF材料固化工艺,能够通过激光选区非接触式加热和瞬时热输出高的特点,缩减传统接触式热压ACF工艺的时间。并在键合间距较小,且键合长度较长的大尺寸显示屏ACF键合工艺上能够更好的替代传统热压键合, 对于不断发展的显示行业而言是一种优秀的键合工具。
说明:炬光科技Activation系列高功率半导体红外线光斑激光系统多年来广泛应用于工业领域,本文介绍了激光非接触式加热在显示行业的应用,由炬光科技产品经理顾维一等撰写,原文为英文,发表于Photonics Spectra十月刊。
顾维一,西安工业大学工学硕士,炬光科技半导体激光事业部系统产品线总监,主要负责应用于工业的半导体激光器的工艺与产品开发。
朱元凯,法国图卢兹商学院硕士,炬光科技激光系统和光学系统销售总监,曾就职于Coherent/ROFIN、Continental和Philips。
乔娟,柏林洪堡大学硕士,炬光科技高级市场经理,此前曾担任过销售工程师。
封面来源:tech.gmw.cn



扫码关注我们
关注后只要加上星标,就能固定找到我们啦!
↓↓↓

请联系oepn@siom.ac.cn
商务合作,请联系
季先生 18018304797
觉得有用,请点这里↓↓↓