大族光子:大功率激光-电弧复合焊应用解决方案
 光电汇OESHOW
光电汇OESHOW

 随着制造业的快速发展,尤其是工程机械、船舶、轨道交通、汽车零部件、管道、容器、钢构及其它重工行业对高质量、高效率焊接技术的需求日益增加,激光-电弧复合焊作为一种新型、高效、优质的焊接工艺,其市场需求将持续增长。
同时,在全球环保意识日益增强的背景下,激光-电弧复合焊技术以其环保、节能的特点,成为推动可持续发展的重要力量。相比传统的焊接方法,激光电弧复合焊技术能够减少废气等污染的排放,降低能源消耗和环境污染,符合现代工业对绿色生产的要求。
激光-电弧复合焊具有高效、优质、节能、低成本的焊接特点,单道熔透厚度可达20 mm以上,相比纯电弧约0.6 m/min的焊接速度,复合焊速度可达2 m/min,对于20 mm厚板,复合焊可不开坡口直接焊接,综合效率可提高10倍以上,各焊接方法特点对比如图1所示。
随着制造业的快速发展,尤其是工程机械、船舶、轨道交通、汽车零部件、管道、容器、钢构及其它重工行业对高质量、高效率焊接技术的需求日益增加,激光-电弧复合焊作为一种新型、高效、优质的焊接工艺,其市场需求将持续增长。
同时,在全球环保意识日益增强的背景下,激光-电弧复合焊技术以其环保、节能的特点,成为推动可持续发展的重要力量。相比传统的焊接方法,激光电弧复合焊技术能够减少废气等污染的排放,降低能源消耗和环境污染,符合现代工业对绿色生产的要求。
激光-电弧复合焊具有高效、优质、节能、低成本的焊接特点,单道熔透厚度可达20 mm以上,相比纯电弧约0.6 m/min的焊接速度,复合焊速度可达2 m/min,对于20 mm厚板,复合焊可不开坡口直接焊接,综合效率可提高10倍以上,各焊接方法特点对比如图1所示。
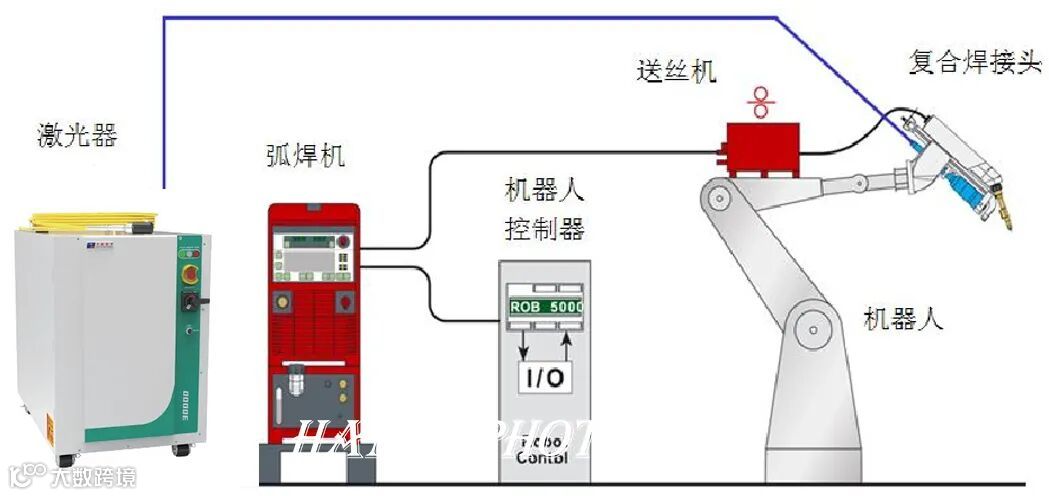
图2 激光-电弧复合焊设备组成
激光-电弧复合焊设备组成如图2所示,主要包括激光器、弧焊电源、送丝机、复合焊接头、机器人及控制系统等。
激光-电弧复合焊原理如图3所示,激光热源与电弧热源叠加共同作用于母材,激光可获得深度,电弧可获得饱满度。为达到最佳的激光电弧耦合效果,需对多参数进行设置匹配。图中,D1为光束离焦量,D2光丝间距(焊丝与激光光斑中心的距离),D3为焊丝干伸长度,A为弧焊枪焊接角度,其它参数还包括激光相关参数,如激光器功率、光纤芯径、激光头配置等,电弧相关参数,如焊丝直径、电流、电压、保护气及流量等,在实际焊接过程中还需针对工件形状进行复合焊枪姿态调整。
大族光子针对复合焊开发了第一代万瓦系列激光器,功率覆盖12 kW~60 kW,具有功率响应时间快、稳定性高的特点,满功率响应时间小于50 μs,11小时烤机功率波动<1%。

图5 20 kW激光器功率稳定性测试
大族光子新一代万瓦激光器产品采用976 nm泵浦技术,电光效率最高达45%,产品光模块的集成度高,支持总线控制功能,可以同时兼顾薄板的高速切割与中厚板的亮面切割,大大提高穿孔、切割、焊接等工艺质量,主要应用于新能源、船舶制造、航空航天、工程机械等行业的切割、焊接、熔覆、表面处理等领域。

焊接试板材料选择常用的碳钢,牌号为Q235B,焊丝选用牌号为ER50-6,激光器为大族光子20 kW连续光纤激光器。
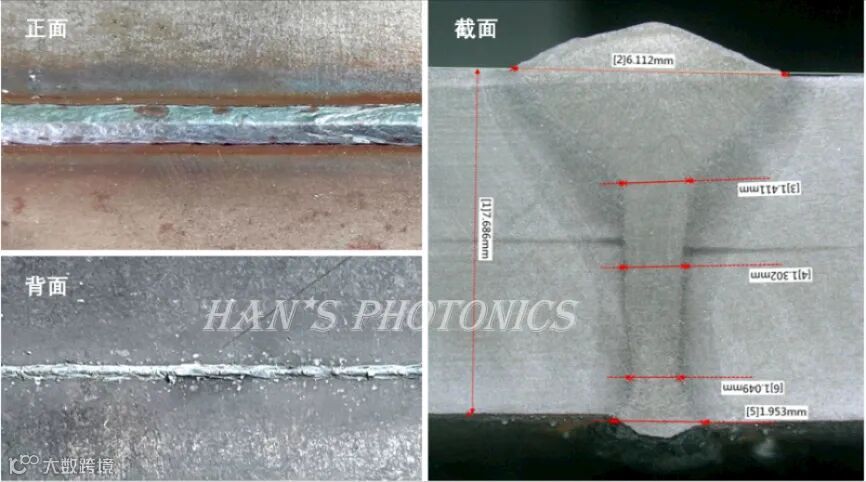
12~20 mm碳钢单面角焊、25 mm碳钢双面角焊成形如图7-12所示,在较优激光入射角度下,单面角焊可实现20 mm厚板单面焊双面成形,焊缝成形良好,未见气孔、未熔合等缺陷。






8~20 mm碳钢拼焊单面焊、25 mm碳钢拼焊双面焊成形如图13-17所示,焊缝成形良好,未见气孔、未熔合等缺陷。




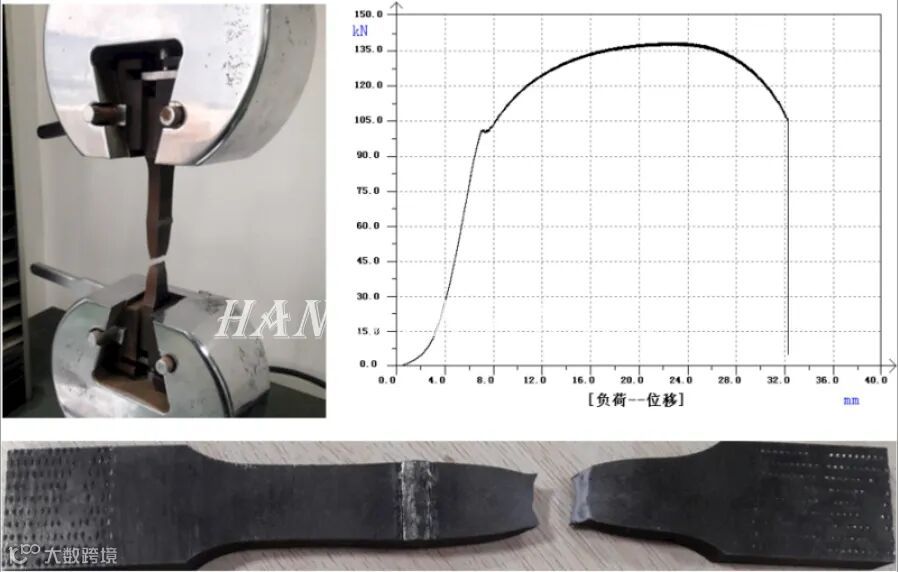
选取12 mm拼焊试板进行拉力测试,焊缝拉伸测试结果如图18所示,断裂位置为母材,焊缝抗拉强度良好。
进行1.5 m长缝焊接测试,焊接样件如图19所示,样件正反面成形均匀,焊接稳定性良好。

(1)采用20 kW激光器进行中厚板碳钢复合焊,角焊可实现20 mm厚板单面熔透焊接,拼焊可实现20 mm厚板单面熔透焊接,双面焊接厚度不小于25 mm;
(2)激光-电弧复合焊效率高、焊接质量好、焊接强度高;
(3)经1.5 m长缝焊接测试验证,大族光子激光器焊接稳定性良好。
本公众号长期征稿 欢迎大家踊跃来稿
欢迎大家踊跃来稿 为了尽可能协助科研人员和企业扩大自我宣传,本微信号接受科研和产业界人士投稿,技术类、市场类、企业类、产品类等皆可。经筛选后,根据稿件质量可发布于本微信公众号头条及次条位置宣传。
投稿通道:邮件标题统一命名为“投稿+文章标题”的格式文章用word附件或者文章链接,发送至邮箱tangjingping@oeshow.net;或者电话/微信联系18043761229,备注“投稿”即可。
本文注明来源为其他媒体或网站的文/图等稿件均为转载,如涉及版权等问题,请作者在20个工作日之内联系我们,我们将协调给予处理。最终解释权归光电汇所有。
为了尽可能协助科研人员和企业扩大自我宣传,本微信号接受科研和产业界人士投稿,技术类、市场类、企业类、产品类等皆可。经筛选后,根据稿件质量可发布于本微信公众号头条及次条位置宣传。
投稿通道:邮件标题统一命名为“投稿+文章标题”的格式文章用word附件或者文章链接,发送至邮箱tangjingping@oeshow.net;或者电话/微信联系18043761229,备注“投稿”即可。
本文注明来源为其他媒体或网站的文/图等稿件均为转载,如涉及版权等问题,请作者在20个工作日之内联系我们,我们将协调给予处理。最终解释权归光电汇所有。
光电汇OESHOW
国内知名的光子产业媒体平台,信息创造价值
光电汇OESHOW
国内知名的光子产业媒体平台,信息创造价值











