

飞博激光与中科院上海光机所强强联合,实现了高端技术产业化。核心团队有着十数年前沿技术研究经验,致力于专业光谱控制,非线性抑制、信噪比控制等方面的研究成果成为业内“隐形冠军”。
在多种非线性抑制技术的加持下,飞博激光的20000 W激光器表现出了多种拔新领异的优势。
优势一:40米超长光缆
众所周知,光缆长度本质上受限于激光器的非线性(拉曼散射),输出光缆越长,拉曼越强,影响激光器的应用效果和安全可靠性能。当前市面同等规格的激光器由于受拉曼影响,输出光缆长度一般不超过25 m。
面对市场上高功率长光缆的需求,飞博激光团队快速响应,针对性研发推出40 m长光缆输出的20000 W@100 μm光纤激光器,采用MOPA结构,相对振荡结构来说各部分光学器件功率承受减少,核心器件均进行严格选型,BPP控制一致性高,同时控制拉曼抑制比≥35 dB,真正做到了提升激光器可靠性、稳定性,引领高性能激光加工新发展。
优势二:降低镀膜难度,
高度适配光学器件,更稳定可靠
工业高功率激光器典型的信号光中心波长为1080 nm,光路上相关光学器件所镀的增透膜是针对中心波长±20-30 nm。当受激拉曼散射(SRS)超过阈值后,就会产生与信号光中心波长相差50nm的一级拉曼光(中心波长1130 nm),这就需要增透膜同时覆盖该波段。为实现在宽波长范围内的高透,这就需要镀更多层数的膜来实现,然而我们知道膜的层数越多,激光损伤阈值的提升会变得困难,此外还会影响长期可靠性。

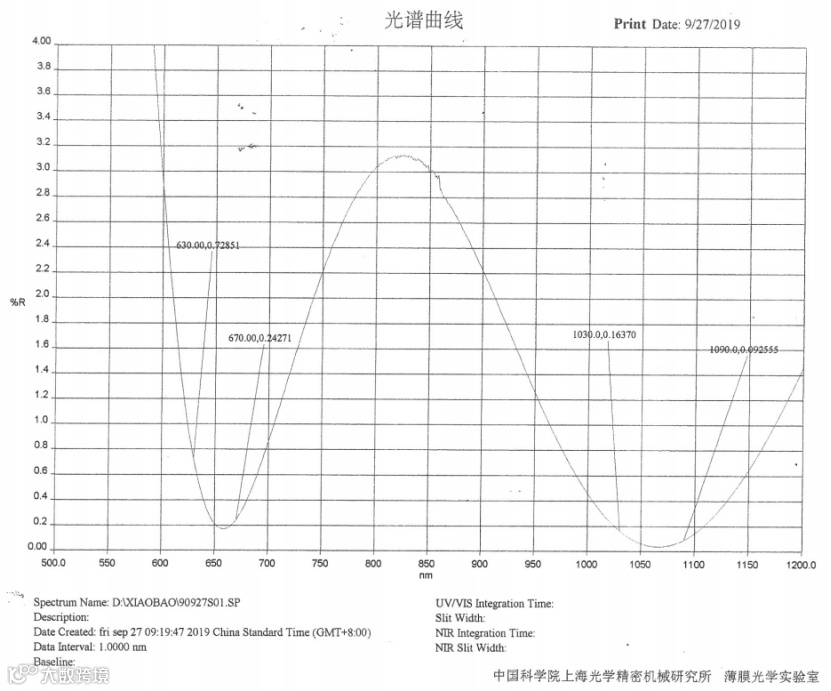
(数据源自中科院上海光机所)

正如上文所说,飞博激光出色的非线性抑制技术可以使得输出光中心波长在1080±10 nm,相关光学器件镀较少层数的增透膜即可满足需求,降低了镀膜难度,大大提高了光学器件的稳定性和可靠性,进一步提升了激光加工的效率。
优势三:切割速度平均提升32%
目前,长光缆20000 W激光器已在应用端得到稳定性和可靠性的双重验证(见优势一处视频回顾),最新切割速度更新如下:
▼


碳钢氧气切割

(红色部分为厚板切割数据)

从上表可以看出,碳钢氧气切割,目前测试厚度已经达到了70 mm,切割速度提升20%以上。50 mm及以下厚度切割速度比肩或高于市场水平。


碳钢空气切割

(绿色部分为明显优势数据)

从上表数据来看,在20 mm及以下碳钢空气切割,飞博的优势更加明显。其中16 mm-20 mm,切割速度提升可达18%;薄板1 mm-4 mm,切割速度提升可达45%,大大提高了加工效率,为用户带来了实实在在的收益空间。


不锈钢氮气切割

(红色部分为厚板切割数据,绿色部分为明显优势数据)

不锈钢的切割方面,当前测试厚度达到80 mm,切割速度相比常规高出20%-66%。
本文转自飞博激光

本公众号长期征稿
欢迎大家踊跃来稿
为了尽可能协助科研人员和企业扩大自我宣传,本微信号接受科研和产业界人士投稿,技术类、市场类、企业类、产品类等皆可。经筛选后,根据稿件质量可发布于本微信公众号头条及次条位置宣传。若被采用为头条的技术类、市场分析类稿件,视阅读量可给予稿费。
投稿通道:邮件标题统一命名为“投稿+文章标题”的格式文章用word附件或者文章链接,发送至邮箱sueuel@oeshow.net;或者电话/微信联系13296607101,备注“投稿”即可。

END
特色栏目




免责
声明
本文注明来源为其他媒体或网站的文/图等稿件均为转载,如涉及版权等问题,请作者在20个工作日之内联系我们,我们将协调给予处理。最终解释权归光电汇所有。
本文版权所有,公众号如需转载
请联系oepn@siom.ac.cn
商务合作,请联系
季先生 18018304797
觉得有用,请点这里↓↓↓