
TPU薄膜成型工艺及晶点控制关键因素解析
热塑性聚氨酯弹性体(TPU)是一种兼具橡胶与塑料特性的高性能材料,具备高模量、高强度、高伸长率、优良耐磨性、耐油性、耐低温性和耐老化性,广泛应用于多个工业领域[k]。
一、TPU薄膜的四种主要成型方式
TPU可通过挤出、注射、吹塑、压延等方式加工成各类产品,其中薄膜主要通过吹塑、流延、压延或压光片材成型、挤出涂覆四种方式制得[k]。
吹塑TPU薄膜:适用于鞋材、防水透湿服装面料、医疗与国防用品、武器包装、帐篷、运动器材、卫生巾、玩具及日用品包装,应用最为广泛[k]。
流延TPU薄膜:用于鞋材、功能性服装面料、武器包装、帐篷、运动服装及日用品等领域[k]。
压延或压光:主要用于生产透明肩带、医用包装、防弹玻璃夹层膜、传送带、内饰材料及衬垫等片材产品[k]。
挤出涂覆:用于复合面料生产,可将TPU与无纺布、工业布或服装布一次成型,适用于服装面料、商标、手套等制品[k]。
二、TPU晶点的成因分析
TPU制品对晶点控制要求严格,尤其在吹塑工艺中,因薄膜厚度通常小于0.1 mm,对晶点更为敏感[k]。
晶点的产生不仅受加工工艺影响,更主要源于合成过程中原料品质、工艺控制、设备状态及环境等因素导致的物理杂质或化学过度聚合物[k]。
三、影响晶点的关键因素及解决方案
从原料、工艺、设备三方面系统分析晶点控制策略,可参考图1“鱼骨图分析法”进行综合管理[k]。
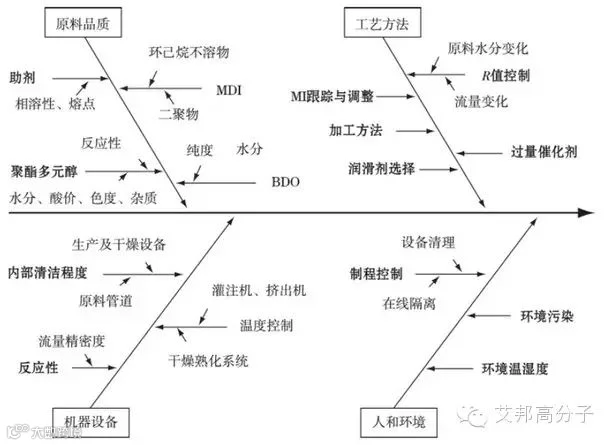
图1 鱼骨图分析法
1. 原料品质
TPU由聚酯/聚醚多元醇、二异氰酸酯(如MDI)和扩链剂(如BDO)反应合成,在特定条件下可能产生脲、脲基甲酸酯、缩二脲等交联副产物,影响晶点[k]。
应严格控制原料纯度,确保水分、金属杂质及助剂含量达标;所有助剂需具备高温稳定性,避免在200~220℃加工温度下分解碳化形成晶点[k]。
2. 工艺方法
合成过程中的制程控制至关重要,包括原料流量稳定性、熔融指数(MI值)监测、反应活性调控等事前控制措施[k]。
加工阶段需控制设备清洁度、温度、螺杆转速、滤网目数及润滑效果,必要时添加润滑剂改善流动性与表面质量[k]。
R值指NCO与OH的摩尔比,直接影响TPU分子量;MI值反映材料流动性,数值越大流动性越好[k]。
实验表明:R值在0.985~1.010范围内,MI值适中,晶点最少;R值偏离此范围或MI值差异过大(≥10),易导致分子量分布宽、熔融不均,增加晶点数量[k]。
不同MI值产品混合需谨慎,特别是R<1与R>1产品混合时晶点显著增多,应避免混用[k]。
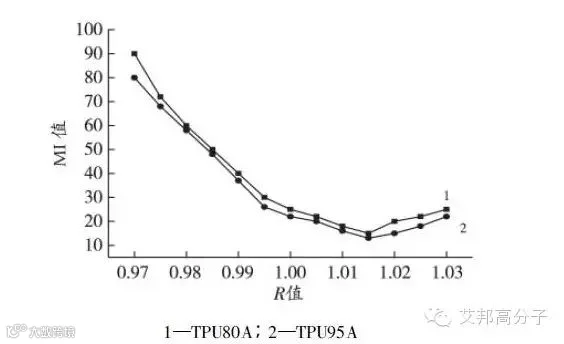
图2 R值与MI值关系曲线
3. 机器设备
灌注机计量精度应控制在0.2%以内,确保原料流量稳定,防止R值波动[k]。
双螺杆挤出机为当前主流生产工艺,可在高温高压(140~250℃,4~7MPa)下实现高效反应,减少副反应,提升产品质量稳定性[k]。
同向双螺杆设计能实现高剪切与充分混合,防止物料粘壁和局部过热,确保反应均匀[k]。
干燥设备不仅用于降低含水率(建议≤0.03%),还可促进TPU再熟化,提升性能一致性[k]。
生产前应使用新料清洗原料桶槽与管路,防止杂质污染引发晶点[k]。
TPU薄膜晶点控制的关键环节与干燥标准
TPU薄膜生产中,晶点控制的关键在于合成阶段,需从原料、工艺和设备三方面进行优化。通过持续实践,可有效改善薄膜级TPU的晶点问题,显著提升产品品质与稳定性,满足加工需求[k]。
在加工环节,应注重挤出机清洁、熔体过滤,并合理选择加工温度与速度,以实现对晶点的事后有效控制[k]。
干燥工序中,需在进料前对管路及干燥槽进行吹扫清洗,防止水分、杂质及前批次高硬度TPU粒子混入[k]。TPU干燥标准要求含水率严格控制在0.03%以内[k]。
