
海德堡印刷机常见故障解决指南
前言

海德堡印刷机作为印刷企业的核心设备,其高效稳定运行至关重要。为帮助用户提升设备使用效率,本文整理了常见的操作问题及解决方案。
一、飞达部分
1. 飞达纸堆无法自动上升
原因可能为微动开关b92损坏或调节不当。
解决方法:检查并更换开关;调整调节螺丝位置,确保压纸脚触发开关动作。
2. 压纸脚踏破纸边
原因包括压纸脚伸入距离过大、分纸吸嘴位置不当、机构零件磨损或气管老化。
解决措施:调节飞达头位置;校正分纸吸嘴和纸堆的距离;更换磨损件或硬化气管。
3. 递纸吸嘴吸纸异响或吸力不足
原因为吸嘴磨损、分气阀故障或气路问题。
解决方法:更换吸嘴及分气阀部件;检查气路系统,修复漏气或调整压力。
二、输纸与定位
4. 飞达下纸不畅
原因涉及接纸轮时间不对、分纸吹风过强或布带松紧度不均。
解决方法:调节飞达头与接纸轮的时间匹配;适当降低吹风强度;检查并调节布带松紧度。
5. 纸张歪斜
可能出现于飞达输出、接纸轮、输纸框架等环节。
具体处理:调节分纸吸嘴高度、校正毛刷与弹簧片、平整纸堆;检查接纸轮状态;调整压纸轮及布带。
6. 下纸频繁双张
原因如压纸脚尺寸不足、吹风过大、纸张过高或粘连等。
解决办法:优化压纸脚伸入距离;调整吹风量;降低纸堆高度;改善车间环境避免静电影响。
三、光电眼与感应装置
7. 光电眼调节
拧动调节螺丝,控制光电检测头位置,每90°转动相当于0.2mm距离变化。
测试时需验证指示灯反应是否准确,误差应在1-1.5mm范围内。
8. 接近开关感应片安装
感应片应位于接近开关槽中央,距底部2mm。
机器角度调至344.30°时,调整感应片边缘对准槽位,确认显示灯正常工作。
四、拉规与递纸牙
9. 拉规球抬起滞后或不拉纸
通常因部件间隙过大或固定螺丝松动引起。
解决方式:更换拉规座,确保连接牢固。
10. 吵纸牙叼纸后主机停机
感应片位置异常导致。
调整感应片安装位置以恢复正常信号传递。
五、保养与维护
11. 飞达头气阀保养
定期清理阀芯沟槽及吸气孔中的纸粉,避免吸力下降或传动阻力增大。
操作步骤:卸下阀壳,彻底清洁相关部位。
12. 链条张紧
链条过松会引发噪音及时间不稳定。
解决方法:松开固定螺丝,拉动链轮增加间距后重新锁紧。
六、其他调节事项
13. 前规压舌高低调节
依据纸张厚度设定数值,薄纸设为0.2,卡纸可达1.0。
同时可前后微调1mm满足叼口要求。
14. 叼纸牙叼纸尺寸调整
点动机器使压舌最低,检查叼口大小是否符合6mm标准。
通过调节拉杆长度实现精确控制。
海德堡印刷机深度维护与故障排查
一、常见问题解析
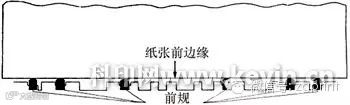
图6 更换拉规条
25. 前规机构拉簧折断的影响
一个或两个拉簧损坏会降低前规定位板的稳定性,特别是在印刷厚纸时会出现套印不准的问题;两个以上拉簧折断会导致前规无法准确复位。
26. 防止木楔滑入机器
在拉规部位加装挡板,防止木楔进入机器造成零部件损伤。
图7 在拉规部位添加挡板
27. 自锁机构调节
- 调整顶杆与摆杆间隙至1mm。
- 调节压纸弹簧片与前输纸板距离至9mm。
- 检查压纸弹簧片动作及自锁功能,确保递纸牙能够正确叼住纸张。

图1 自锁机构的调节
二、递纸牙相关问题
28. 递纸牙叼纸时纸张后退原因
- 叼牙闭合时间过早,导致纸张被推回。
- 递纸牙垫与输纸板间隙过大。
29. 递纸牙靠山轴不能转动的原因及影响
水分进入造成锈蚀,影响套印精度;严重时会引发撞击声和部件加速磨损。
30. 递纸牙开牙球晃动对质量的影响
开闭牙时间不稳定,导致前后方向套印故障。
三、滚筒相关问题
37. 压印滚筒安装技术要求
- 标记铜垫片位置,确保安装准确性。
- 螺丝拧紧顺序需正确,避免牙排变形。
- 检测滚筒牙排高低位置,误差控制在0.02mm以内。
- 所有接触表面涂抹机油防锈。
38. 压印滚筒油点处理
清洗传动面轴套并疏通回油孔以解决甩油问题。
39. 翻转印刷装置的套印问题
翻转滚筒驱动球磨损、齿轮间隙过大等原因需逐一排查。
40. 牙轴磨损修复
采用喷涂金属陶瓷或冷焊等方法进行修复。
41. 橡皮布松弛解决方案
更换蜗杆或必要时更换蜗轮,解决橡皮布无法自锁的问题。
四、其他问题
43. 死牙原因及解决
加油不足或清洁不当造成死牙,可通过敲击活动死牙部位或彻底解体检修来解决。
44. 小传纸滚筒铝板撞击声
可能是铝板固定螺丝松动或包衬不符合要求所致,建议补焊或加垫橡皮布缓解撞击。
45. 印刷机组声响原因
轴承磨损引起“离让”动作,使用百分表测量滚筒离让值并更换磨损部件。

图1 电位器校对示意图
48. 快速版夹校正
- 清理版夹齿形部分锈迹并校正平整度。
- 组装后测试夹紧力,确保PS版顺利拆装且无松脱。
