
摘要
针对面向制氢应用的生物质气化设备技术原理与研究进展进行了系统综述。重点介绍了固定床、流化床、气流床及两级气化系统的基本结构与工作机理,详细阐述了各类设备的运行特性、优势与局限性,并探讨了其关键改进方向。同时,深入剖析了不同特性生物质原料(如挥发分、固定碳、灰分及碱金属含量等)与气化设备选型之间的适配关系。在此基础上,本文基于广泛的文献数据回归,构建了包含原料理化特性参数与设备放大系数的制氢适配性经验公式。该模型定量评估了不同原料在各类气化设备中的理论氢气产率指数,结果表明:高挥发分/低灰熔点、富碱金属原料更契合循环流化床或两级气化以抑焦油与提氢,且木质与果壳类生物质在两级流化床中具有最高的理论制氢绩效;而高灰分与受污染废弃物则因显著的负面权重系数,在常规气化路径中得分较低,需依赖特定的预处理或共气化策略。该综述与提出的定量评估模型为生物质制氢工艺的优化与工程放大提供了从定性分析到定量决策的理论支撑。
tip
关键词
生物质气化;制氢;气化设备;
原料特性;适配性;氢能
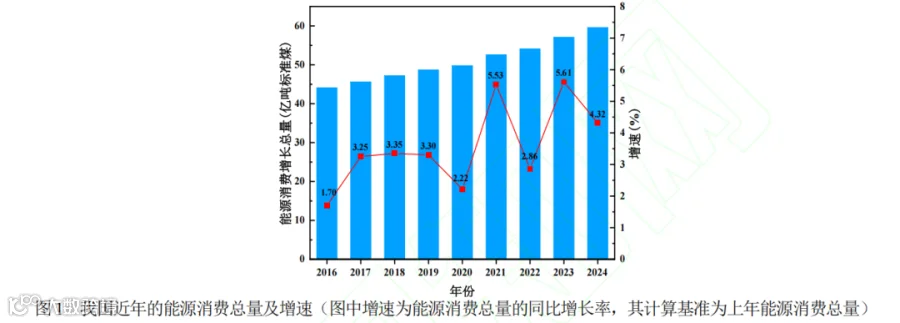
随着工业化和生活水平提升,全球能源需求持续增长。然而,化石能源的大规模使用加剧了气候变化与资源枯竭问题,能源结构向清洁可再生方向转型已成为紧迫任务。中国能源消费不断增长(图 1)且总量约占全球 20%以上,且长期高度依赖化石能源,石油、煤炭进口量保持高水平。因此,亟须加快发展新型清洁能源,推动能源体系绿色转型。
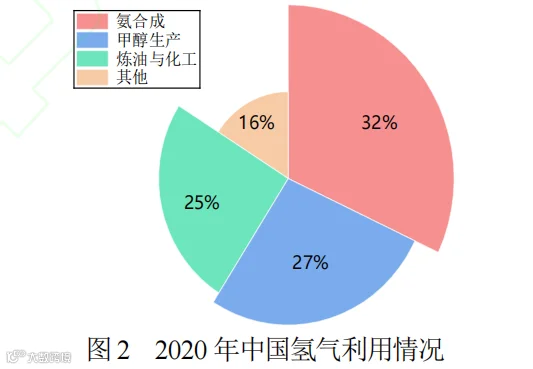
氢能作为一种绿色低碳的二次能源,被视为引领未来能源变革的关键载体之一。在全球能源结构加速向清洁化、低碳化转型的背景下,积极拓展氢能在交通、工业、发电与储能等领域的应用,不仅具备巨大潜力,也是实现“碳达峰、碳中和”战略目标的重要路径。从能源特性来看,氢能的低位发热量和高位发热量均高于多数传统化石燃料,且其燃烧过程近乎零排放。尽管氢气在中国的应用范围广泛,但受制于成本、安全性与储运便捷性等因素,其消费结构主要局限于工业原料领域(图 2)。因此,发展高效率、低成本的制氢工艺,是实现氢能规模化应用的关键前提。
众多制氢路径中,生物质气化制氢技术因其较高的能量转化效率而被认为是最具前景的技术方向之一。该技术通过一系列热化学反应将生物质转化为以氢气和一氧化碳为主的合成气,经后续提纯可获得高纯度氢气。生物质气化制氢不仅提供了清洁的氢源,也促进了生物质能源产业的发展,为构建绿色可持续能源体系奠定了技术基础。与组成相对稳定的煤、石油等化石能源相比,生物质受品种、产地与组织结构等因素影响显著,成分差异大、波动性强。这一特性决定了气化设备的选型对制氢效率、环境影响与技术经济性具有关键作用。尽管现有研究对单一设备或原料的特性已有大量探讨,但仍缺乏能够指导“原料—设备”精准匹配的定量化工具。为此,本文在系统梳理各种生物质气化设备技术优势与局限性的基础上,结合原料工业分析成分(挥发分、固定碳、灰分)及碱金属含量,创新性地提出了一套适配性经验公式。该公式通过引入设备放大系数与组分权重因子,旨在量化不同生物质工况下的设备理论制氢产率,从而建立清晰的构效关系,为生物质制氢工艺的能源消费增长总量(亿吨标准煤)增速(%)优化、设备选型的前置决策及工程放大提供参考。
1 气化原理
生物质能源利用途径丰富,如热化学转化、生物转化、物理转化等。其中,热化学转化因其高效性和产物灵活性而被视为最具发展潜力的方向之一。该过程通常在无氧或缺氧气氛及较高温度下进行,使生物质发生热分解,具体涵盖热解、气化、加压液化及直接燃烧等多种形式。在众多热化学转化方式中,生物质气化被认为具有广泛的应用前景,能够为生物质资源的高值化利用提供重要路径。
生物质气化是在缺氧条件下将固体生物质转化为合成气的热化学过程。该过程通过气固反应将含碳原料转化为可用于供热、发电及燃料电池等领域的燃气,并可结合条件调控与后续提纯实现制氢。生物质气化通常经历干燥、热解、燃烧和还原四个阶段。其中,原料先脱除水分,随后热解生成焦炭、气体和灰分;焦炭等可燃组分进一步氧化放热,为后续反应提供能量;最终在还原阶段生成以 CO 和 H2为主的合成气。该合成气经吸附、洗涤等提纯后可获得高纯度氢气。
2 固定床气化炉
固定床气化技术因其维护需求少、生产成本低、结构简单及操作便捷等优势,在生物质合成气制备领域应用广泛。根据气固两相流动方向的不同,固定床气化炉主要可分为上吸式与下吸式两种基本类型(图 3)。
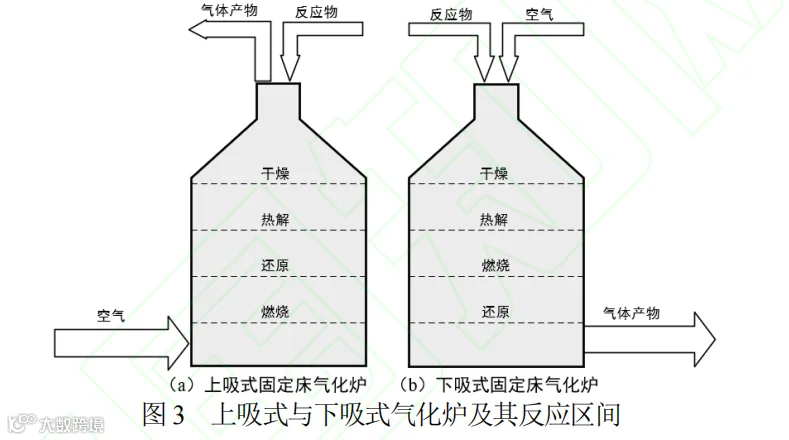
上吸式气化炉采用顶部投料、底部供气的逆流操作方式,生物质在炉内依次经历干燥、热解、还原和氧化等阶段。该炉型可利用上升热气流对原料进行预干燥,因此对高含水率生物质具有较强适应性,并具有热效率较高、结构简单和碳转化率较高等特点。其底部燃烧区产生的高温气体向上穿过还原区,可促进蒸汽重整和干重整反应,从而提高氢气生成能力;而热解产生的挥发分和轻质烃类未经充分高温裂解即被带出反应器,使产气中H2和 CH4含量通常较高。Yesilova Nazlıcan 等通过实验研究表明,在900℃条件下,于上吸式固定床气化炉中使用铝镍合金催化剂对混合生物质废弃物进行气化,可将合成气中氢气体积浓度显著提高至 65%,并有效调控氢气与一氧化碳的比例。
下吸式气化炉是固定床气化的重要类型,采用顶部进料、气固同向下行的操作方式,其反应区分布与上吸式不同,因此在气体组成、焦油含量和热效率等方面存在明显差异,并对高灰分生物质具有一定适应性。
Mohebali Mohammad Mahdi 对 11 种生物质在下吸式固定床气化炉中的气化特性进行了模拟分析,为不同原料的工艺优化提供了参考。在下吸式气化炉中,热解产生的气体和焦油需随物料穿过高温燃烧区(可达 1000 ℃),因此焦油可在高温下发生部分氧化和深度裂解,转化为小分子气体产物。但与此同时,合成气中的部分 H₂和 CH4也会被氧化,造成可燃组分损失。尽管如此,下吸式气化炉在焦油控制方面具有明显优势。Salem Ahmed M 等通过计算流体动力学(CFD)模拟发现,在还原区注入蒸汽可进一步降低焦油产量(降幅达 15%–35%),同时提升氢气产率并维持合成气较高热值。Tezer Özgün 等的实验研究也表明,以橄榄渣为原料时,下吸式与上吸式气化炉均能获得氢含量最高达53%、热值约12.4MJ/Nm3的合成气,其中,纯氧气化与较低气化剂流量有利于提高氢气产率。总体来看,下吸式气化炉具有焦油含量低、气体热值较高和净化流程相对简化等特点。
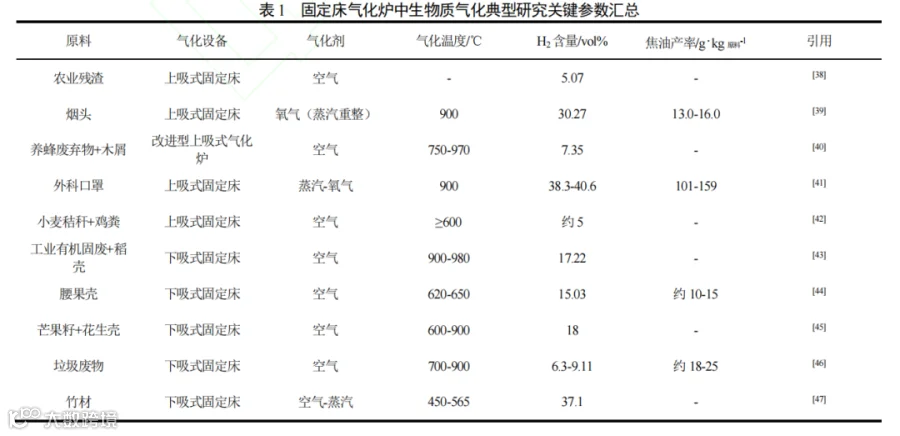
Kuttin Kannie Winston 等通过基于工业数据验证的 CFD 模型,比较了上吸式与下吸式固定床气化炉在空气、蒸汽和 CO2 气化条件下的性能差异,上吸式气化炉在合成气品质和产氢能力方面更具优势,其合成气低位发热量分别为 6.31、8.23 和 7.48 MJ/Nm3,并在蒸汽气化条件下获得最高冷煤气效率(83.5%)和碳转化率(97.3%)。下吸式气化炉在焦油控制方面表现更优,三种条件下焦油产率最低分别为 1.81、1.03 和 1.61 g/Nm3,且在空气气化时冷煤气效率最高可达 71.1%。总体而言,上吸式更适合制备高品质、高氢含量合成气,下吸式则更适用于对气体洁净度要求较高的场景。表 1 汇总了固定床气化炉中生物质气化制氢部分研究结果,进一步表明:上吸式固定床尤其适于高氢含量合成气的制备;而下吸式尽管在焦油控制方面表现突出,其高效运行仍需匹配适宜的原料特性,并需结合具体应用进行系统优化。
在工业应用层面,应用级固定床气化炉设备的最新进展,已由早期关注单台气化炉稳定产气逐步转向反应器—热管理—燃气利用端一体化工程装备的发展模式。以德国 Burkhardt 的 V5.90S 为代表的商业化木片固定床气化系统表明,气化炉并未单纯追求反应器大型化,而是围绕中小尺度分布式热电联产场景,形成了以下降并流固定床气化为核心的成熟技术路线。该类系统通常采用立式固定床结构,木片自炉顶连续加入并沿轴向缓慢下移,气化剂与产气主流总体保持同向下行,使热解挥发分在离开反应器之前必须通过下部高温炭层,从而在炉内实现较充分的焦油二次裂解和还原转化。Burkhardt 公布的资料显示,其系统已形成标准化商品装备,单套系统约可实现 160 kW 电和 240 kW 热输出,双机配置则可达到约 330 kW 电和 485 kW 热,反映出固定床技术的先进性更多体现在低焦油产气、稳定耦合内燃机发电以及模块化复制能力,而非单纯追求更大的处理规模。
与此同时,这类设备通常在同一反应器内完成干燥、热解、氧化和还原等过程,通过上部干燥热解区、中部高温氧化区和下部炭层还原区的有序分工,构建出较稳定的温度场和反应场,并辅以煤气—空气换热器、余热回收单元及自动供风控制系统,实现气化炉本体与下游热电联产(CHP)机组之间的紧密耦合,体现出应用级固定床装备已由单一炉型创新转向系统协同优化的发展特征。
需要指出的是,该技术路线的成熟运行依赖于燃料标准化和系统精细化控制,因此体现出以高品质燃料为代价换取高稳定性输出的工程属性。Burkhardt 对木片燃料的粒径、水分、灰分和杂质含量均提出明确要求,通常需满足 DIN EN ISO 17225-4 等相关标准,并严格控制高灰、高水分及金属、泥土等杂质进入系统,以保障床层透气性、氧化区温度水平及下游发动机运行安全。这类固定床并流气化设备的关键突破,不仅在于通过高温炭层有效降低产气焦油含量,更在于将固定床气化、热回收、燃气净化、发动机匹配和自动化运维集成为可长期连续运行的分布式能源模块,使固定床技术从传统热化学装置升级为具备商业复制能力的成套装备。然而,其局限性同样明显,即对燃料品质和预处理条件依赖较强,更适用于林木加工残余物丰富、木片供应链完善的地区,而不适合直接处理组成复杂、波动较大的混合固废。因此,应用级固定床气化炉的发展趋势可以概括为:在保持固定床结构简洁和投资适中的基础上,通过并流低焦油设计、热工耦合强化和智能化控制,持续提升设备的连续运行能力、发动机适配性和工程商品化水平。
3 流化床气化炉
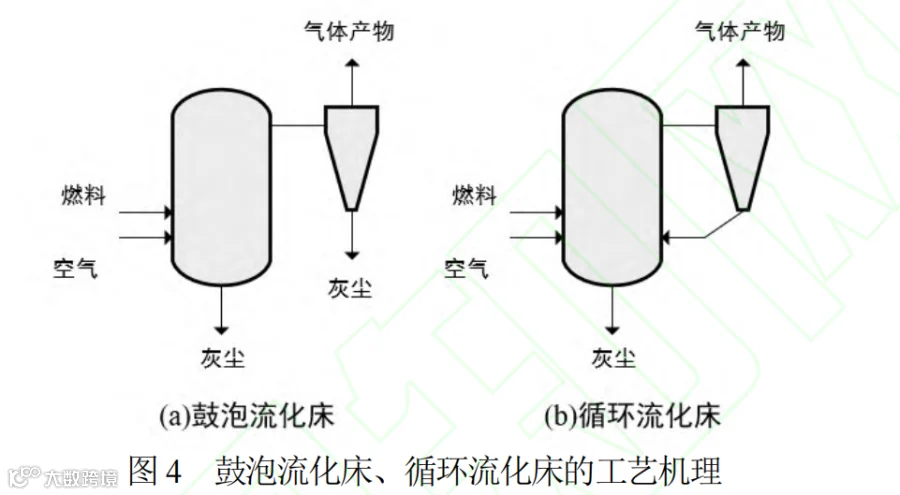
流化床气化技术在生物质气化领域中得到广泛应用。相较于固定床气化炉,流化床气化炉具备传热效率高、床层温度分布均匀、碳转化率高、产物气体热值较高以及原料适应性较强等优势,并可实现原料的连续进料与合成气的连续产出。流化床气化炉主要可分为鼓泡流化床(BFB)和循环流化床(CFB)两类(图 4)。
鼓泡流化床是典型的流化床气化设备,生物质原料与经分布板进入的气化剂充分接触,在鼓泡流态化状态下实现高效混合与传热,从而有利于床内温度和物料分布均匀。这种鼓泡运动促进了固体颗粒与生物质原料的充分混合及高效传热,有利于实现床内物料与温度的均匀分布。该炉型对原料粒径适应范围较宽,适合处理较大颗粒物料,且焦油产率相对较低。但由于部分细颗粒易被气流夹带并带出反应器,其碳转化率通常低于循环流化床。鼓泡流化床的气化性能受操作条件影响显著:Han Si Woo 等通过鼓泡流化床对高塑料含量固体回收燃料进行空气气化实验,发现温度与当量比对合成气产率及热值影响显著,并确定了最佳操作条件为 800 和当量比0.25。模拟研究也表明,鼓泡流化床在处理塑料废物、垃圾衍生燃料及污水污泥等多种原料时均表现出良好的适应性,尤其在700–800 ℃常压条件下可选择性生产适用于化工合成的富氢合成气。
循环流化床气化炉因其优越的操作性能,被视为具有广泛推广应用前景的生物质气化技术。在较高气速下,颗粒被气流夹带并经旋风分离后返回床层,形成稳定的物料循环,从而强化气固混合、延长固体停留时间,并促进原料与催化剂的充分利用。该结构赋予循环流化床优异的传热特性与均匀的温度分布,有助于提升原料反应速率与碳转化率。与鼓泡流化床相比,循环流化床更适于高气速和大规模连续运行,但系统结构和操作相对复杂,建设与运行成本也较高。
循环流化床气化炉在实际运行中主要存在进料系统易堵塞、密相区压力测点被粉尘阻塞、回路密封因高温烧结而堵塞、布风板风帽漏灰以及气化参数波动大等缺点。针对这些问题,有效的解决方法包括:采用变螺距和倾斜设计的螺旋输送机来优化进料,安装吹扫系统并修正压力测量值来防止测点堵塞,使用过热蒸汽和均匀喷嘴来避免回路密封结块,将蘑菇型风帽更换为钟形风帽以解决漏灰问题,并通过优化进料控制和运行调整策略来稳定气化参数。
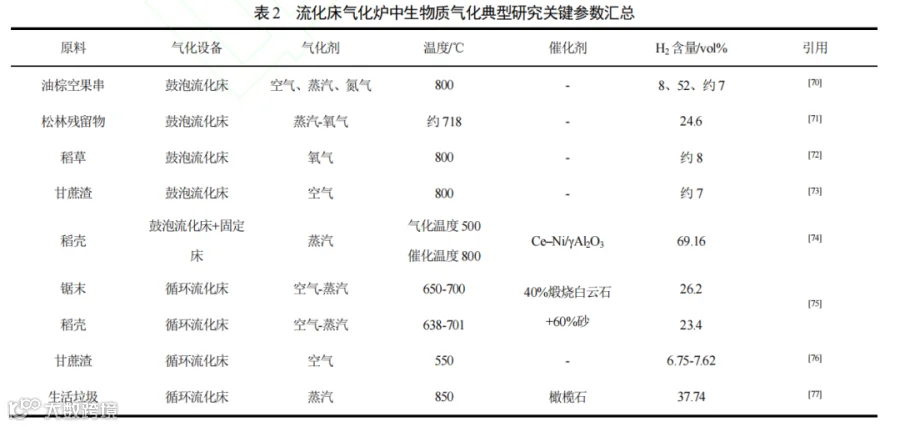
鼓泡流化床与循环流化床气化炉在流化床气化炉设备中相对成熟,表 2 是通过流化床气化炉进行生物质气化的部分研究调研。流化床气化炉在广泛使用时也存在较大缺陷:床层团聚。生物质气化过程中存在一些物质(K₂O·3SiO2,K₂O·4SiO2等),在加热过程中,这类物质由于本身较低的熔点,在加热过程中会附着于颗粒表面,使颗粒在碰撞过程中黏着在一起,减少了气固接触,降低了反应效率。当颗粒粘黏到一定大小,导致气体无法将其托举,床层会失去流态化,导致压力骤降,运行中断。为了避免这一现象发生,Kim Jong-Woo 等开发了一种创新的两段式气化工艺,该工艺将一个鼓泡流化床气化炉与一个填充了活性炭的固定床焦油裂解反应器直接相连,这种设计通过低温运行(600 ℃)完全避免了因钾-硅共晶物熔化而导致的床层团聚问题,同时活性炭反应器能有效地裂解和吸附焦油,降低合成气中焦油含量。Zhao Liyan 等在流化床中施加脉冲气流,当脉冲流量比为 0.4、频率 1.5 Hz 时效果最佳,其中占空比对抑制团聚的影响显著。这种改进方法在提升流化质量的同时,并未对燃烧效率及污染物排放产生负面影响,为生物质能源技术提供了一种具有应用潜力的操作优化方案。
灰分沉积与腐蚀是制约流化床气化系统长期稳定运行的主要因素之一。具体表现为:生物质灰分中的钾、氯等组分易在受热面形成沉积物,并对金属构件造成明显的腐蚀损伤;同时,灰分中的碱性物质还容易引起催化剂中毒失活,进一步影响气化反应的连续性和效率。为减轻灰分引起的结渣、腐蚀与催化失活等问题,实际运行中往往需要将气化温度控制在非最优范围内,从而导致气化效率下降。因此,强化生物质原料的预处理((如洗涤、脱灰等)并采取有效的防腐与抗积灰措施,对维持流化床气化系统的高效、稳定运行具有重要工程意义。
氧蒸汽流化床气化炉近年商业推进速度更为显著,尤其在废弃物、生物质和混合固废资源化方向表现活跃。Sumitomo SHI FW 推广的氧蒸汽流化床气化技术代表了这一路线的主要发展趋势。该技术适用于生物质、塑料、城市生活垃圾和工业废弃物等多种原料,典型单套能力可达生物质 200 MWf 以及废弃物 150 MWf 规模。在结构特征上,氧蒸汽流化床采用较低温度范围内的流化反应器,以氧气和蒸汽作为气化介质,通过精确的床层温度控制避免低熔点灰分和腐蚀性化合物的熔融聚结,因此其排出物通常不是液态熔渣,而是未熔融灰渣。
氧蒸汽流化床之所以在近几年国外工程中快速升温,最重要的原因在于其进料柔性。Sumitomo 的该路线可处理非回收生物质、塑料、市政垃圾以及其他工业废弃物,属于典型的多原料适配技术。对于原料来源离散、组分波动大的地区性项目,尤其是垃圾制甲醇、废木材制合成燃料和工业残余物资源化项目,这种进料柔性具有明显优势。流化床不要求极细粉化和严格受控的均一进料,更适合废弃物体系的现实工况。
此外,氧蒸汽流化床路线天然适合与现代低碳系统集成。由于其气化介质本身需要氧气和蒸汽,因此可与可再生电解制氧系统直接耦合;若项目还配置绿氢,则可进一步用于调节下游合成所需的 H2/CO 比。Sumitomo在其公开介绍中明确把该路线定位为可再生甲醇、可持续航空燃料(SAF)和可再生天然气((RNG)的关键前端技术,而 IEA Bioenergy Task 33 近年的研究也将气化与碳捕集、利用与封存(CCUS)、合成燃料和多产品耦合作为工业化重点方向。换言之,氧蒸汽流化床已经不再只是废弃物处理炉,而是逐步转型为低碳分子制造链中的合成气平台。
这一路线近年的技术突破主要体现在三个方面:进料范围显著拓宽,能够处理传统高温熔渣气流床不易适应的混合废弃物和高波动性原料;气化装置与电解制氧、补氢及 CCUS 系统的集成已被写入工程方案,从而提升了低碳燃料生产链的整体协同性;该路线在可再生甲醇和废弃物制生物燃料等项目中已进入前端工程设计或商业示范阶段,说明其工程可行性正逐步获得验证。但其局限同样明显:虽然氧蒸汽介质提高了合成气品质,但氧气制备本身会增加系统能耗和投资;复杂废弃物在流化床中仍可能带来氯、碱金属和细灰问题,对后段过滤、洗涤和材料选型提出较高要求;相比高温熔渣气流床,流化床原始气体通常更依赖后续重整和净化,特别是在面向甲醇、SAF 等高纯度合成路线时,对气体净化深度和稳定性要求极高。IEA 的相关资料明确指出,下游催化前的气体净化与调质仍是商业化成败的关键环节。
4 气流床气化炉
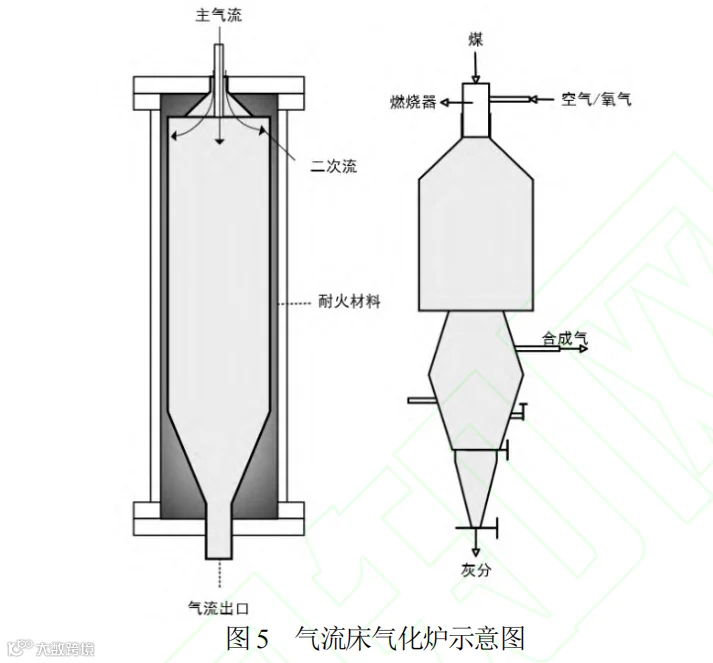
气流床气化炉生产合成气占全球合成气产量 70%以上,其高效性与原料兼容性使其能够主导气化市场,图5 为气流床气化炉结构示意图。其目前主要应用于各类煤炭气化,但其在生物质气化领域也具备潜力。
气流床气化炉具有工作温度高、原料粒径小、停留时间短和负载能力高的特点,其原料经历一系列复杂的热化学过程,包括干燥、脱挥发分、原料结构变化以及燃尽和结渣。原料通常以浆料或干粉形式将原料与气化剂经喷嘴共同送入反应器,在高温高压条件下完成快速气化(通常在 1200-1600 ℃高温及 2-8 MPa 压力下运行),颗粒呈现悬浮模式与蒸汽反应,大量气相产物从反应器输出。由于长期在高温环境下运行,气流床气化炉通常采用耐火材料或膜式壁结构以保证运行稳定性,其中燃烧器布置和熔渣层状态对炉内传热及壁面保护具有重要影响。熔渣层温度过低易引起凝固堵塞,过高则会加剧壁面腐蚀和材料磨损。
气流床气化炉对于原料的颗粒尺寸要求高,原料的粉碎过程不可缺少,研究表明生物质颗粒大小缩减到毫米级时,气化反应得到增强,提高燃料的转化率以及氢气产率。较小的原料颗粒尺寸可缩小设备尺寸,缩短原料停留时间并提升气体质量,但对于研磨装置的要求更高,开发高性能节能研磨装置也是加速气流床气化炉发展的关键。
由于气流床气化炉工作温度高,其产生合成气温度较高,同时合成气中还含有部分高温熔渣,其高温无法直接进入换热器,因此排出气化炉的合成气在净化前通常需要深度冷却,同时脱除其内部熔渣成分,主要存在两种净化方式:采用高温合成气冷却器冷却(该过程可包含冷却气再循环至气化炉),或通过水淬进行急冷(约200 ℃)。
气流床气化炉具有高碳转化率、产物焦油含量更低、原料敏感性低等优点。能够有效满足大量低品质煤以及生物质的气化条件。Xu Tao 等开发了在低温气流床反应器中利用 CO2气化低阶煤技术,证实了通过提高温度、CO2浓度和停留时间可有效提升合成气产率,明确了铁、钙等矿物质的催化作用,为工业应用提供了关键工艺参数,还探究了其中主要污染物 HCN 和 H2S 释放量与温度、CO2浓度以及气化方式的关系,为后续煤气净化工艺的设计提供了关键依据。气流床气化炉主要用于煤气化,但是沼渣、污水污泥等有机物也是气流床气化炉适用原料,具有显著的气化潜力。
与流化床和固定床气化炉相比,气流床气化炉的负荷调节更复杂。由于气流床气化炉热容量小且缺乏工艺进料存量,必须在整个运行过程中将氧煤比控制在严格范围内,以维持燃烧器喷嘴附近火焰的稳定。同时气流床气化炉设备普遍体积庞大,投资运营成本高。Hartwich Mathias 等通过系统的数值模拟,提出并验证了一种高效紧凑的气流床气化炉设计概念,展示了在不牺牲气化性能的前提下显著减小反应器体积的可行性,对降低气化厂投资与运营成本具有重要工程意义,但是其多燃烧器带来混合不均以及维护困难的问题亟待解决。
高温加压气流床气化炉是工业级大规模气化装置中最成熟、最具代表性的技术路线之一。其核心特征在于采用干粉原料进料、高温高压操作、氧气或富氧介质气化以及熔渣排放,从而实现较高的碳转化率和较清洁的原始煤气品质。近年来,这一路线最值得关注的进展并非单纯扩大煤基装置规模,而是开始向生物质和可持续燃料领域实质性延伸。2025 年,thyssenkrupp Uhde 被纳入法国 Elyse Energy 的 BioTJet 生物质制可持续航空燃料(SAF)项目,表明原本主要服务于煤和石油焦转化的成熟加压气流床技术,已开始进入生物质制液体燃料的工程化应用阶段。
以 thyssenkrupp Uhde 的加压气流床技术为例,其结构上采用多烧嘴、膜式水冷壁、高温熔渣式反应腔及配套废热回收或激冷单元。该类设备通常要求粉体原料约 80%小于 0.1 mm,工作压力可达 40 bar 以上,操作温度高于灰熔点,单炉热负荷最高可达 1200 MWth,碳转化率超过 99%。其工艺又可分为带废热锅炉的加压蒸汽发生方案和直接激冷方案,两者分别适用于重视高效热回收和重视低投资化工耦合的不同场景。从技术突破角度分析,高温加压气流床的突破主要体现在以下三个方面:设备适用原料由传统煤种、石油焦进一步扩展至生物质和多元混合进料,这提升了气化装置在低碳燃料领域的工程适配能力;在工艺流程上形成了更清晰的分化路径:一类强调高温余热回收和蒸汽联产,另一类强调直接激冷、流程简化及下游化工合成兼容性;多进料协同气化与成套工艺包输出能力增强,使得气流床技术在实际工程中不再以单台设备形式存在,而是成为生物质制氢、制甲醇和制 SAF 项目的核心反应单元之一。
尽管大型气流床技术已较为成熟,但近年的研究与工程实践表明,该类设备仍在围绕炉体寿命、热回收效率和劣质燃料适应性持续优化。其中,壳牌路线和西门子路线具有较强代表性。壳牌气化炉采用干粉进料、加压熔渣式气流床结构,其最关键的结构特征是内置膜式水冷壁与薄层耐火材料的组合设计。运行过程中,熔渣在膜式水冷壁表面形成玻璃态渣层,从而起到自保护作用,降低耐火层侵蚀,并延长设备寿命。美国国家能源技术实验室的资料显示,这种膜式壁系统的设计寿命可达约 20 年。
此外,壳牌路线通常配置前置冷煤气淬冷和后续合成气冷却器,以实现飞灰固化和高压蒸汽回收的统一。该结构设计反映出大型工业气流床装备发展的核心逻辑,即通过热工结构优化提升长周期稳定运行能力,而不仅仅追求瞬时反应效率。对于高灰分、高杂质的煤和石油焦等原料,炉体的热防护、渣层稳定性以及换热器抗堵塞设计均直接关系到工业装置的经济性和可利用率。西门子路线则采用冷却屏和薄层碳化硅保护层结构,尤其适合处理高灰分原料。其设计思想是在气密膜壁基础上形成稳定渣层,以降低炉壁材料的热负荷和化学腐蚀。该类设备在灰分大于 2wt%的进料条件下仍可实现超过 99%的碳转化率。由此可见,大型工业气流床技术的近期进展主要体现为炉衬体系、冷却方式和热回收链路的工程化优化,而非对基本炉型的颠覆性替代。
5 两级系统
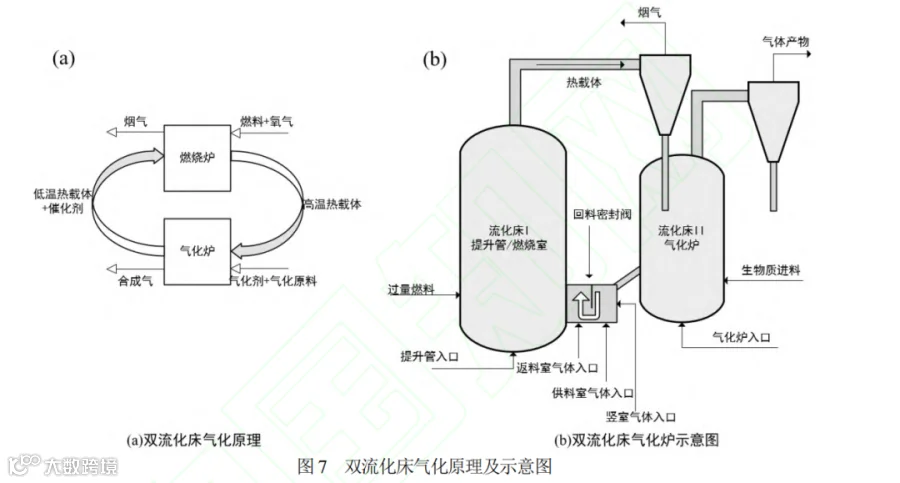
现阶段单级气化炉系统无法较好兼容各种气化优势,因此设计双级系统可以更好地兼顾高效与高质量制氢。两级系统主要有两级固定床气化炉(图 6)与两级循环流化床气化炉(图 7)两种广泛使用的设备类型。
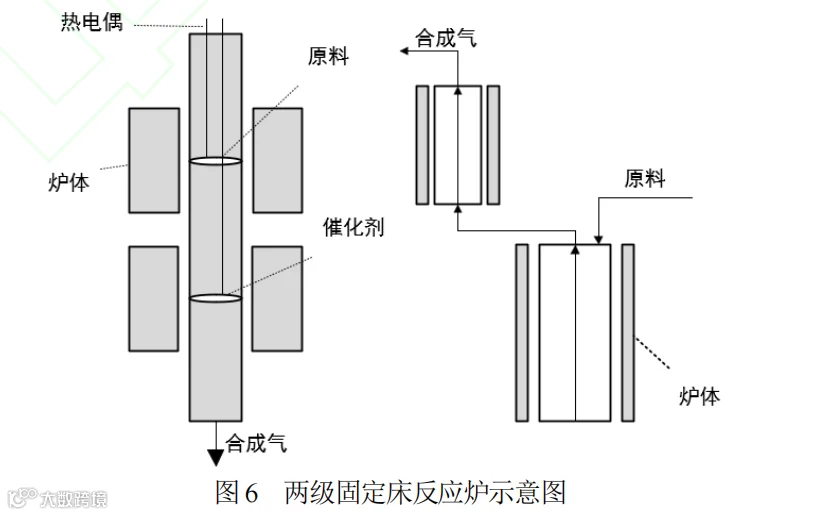
两级固定床系统通过分级完成热解与重整过程,并可在不同阶段配置针对性催化剂,从而提高制氢效率。其中,第一级主要实现生物质热解并脱除部分不利于催化剂稳定性的组分,生成富焦油挥发分和固体炭;第二级则在高温条件下促进焦油裂解和气体重整,以提升合成气品质和氢气产率。提升第二级气化温度,增加停留时间,可以进一步促进焦油裂解以及生成富氢合成气。根据结构形式不同,两级固定床系统可分为一体式和分段式。其性能仍受停留时间、温度和等效比(ER)等参数显著影响,合理优化操作条件是提升制氢效率的关键。两级固定床系统可有效提高气体产率,尤其适用于生产富氢燃料气。
Xu Qingli 等研究通过两级固定床反应器系统,结合白云石预处理与镍基催化剂深度重整,实现了甘油高效制氢,在最优条件下氢气产率达 84.3%,碳转化率达 88.23%,并显著延长了催化剂寿命,降低了积碳速率。Rabea Karim 等通过动力学模拟验证,基于 NOTAR 两级固定床气化炉的生物质制氢系统,结合碳捕集,每千克生物质氢气产率达到 81.47g,系统能量转化效率达到 49.6%,并成为一个净负排放过程。
双流化床(DFB)系统通常由气化炉和燃烧炉两部分组成,通过床料循环将气化与燃烧过程分离,属于典型的异热式气化系统。其中,燃烧炉通过残碳燃烧提供热量,气化炉则在水蒸气或氧气气氛下实现生物质气化。由于产气不与燃烧烟气直接混合,该系统有利于获得高氢、低氮的优质合成气。从结构上看,燃烧炉主要包括密相区、飞溅区和输运区,不同区域内颗粒浓度和运动状态随气速变化而不同。气化炉则主要由密相区和自由空间区组成,原料在其中完成脱水、脱挥发和气化反应。气化炉主要分为两个区域:密相区与自由空间区。与燃烧炉不同,由于流化介质流速较低,密相区上方区域不会发生固体颗粒的气动运输。
双流化床蒸汽气化系统中的床料是实现能量传递与催化转化的核心介质,其在气化炉与燃烧室之间的循环不仅完成了反应热的输送,更通过表面催化作用主动调控气化反应路径。研究证实,具有催化活性的床材料(如石灰石衍生的 CaO)能够显著促进焦油重整与水煤气变换反应,引导产物气体向高氢含量方向演变,同时有效降低重质焦油组分及其露点温度。床料的物理特性如耐磨性和颗粒密度则直接影响系统运行的稳定性与粉尘生成量。通过将高催化活性材料与高耐磨性材料进行复合使用,可实现性能互补,为开发高效稳定的气化工艺提供优化路径。因此,床料已从单纯的热媒介质演进为兼具传热与催化功能的多功能材料,其合理设计成为提升系统整体性能的关键所在。
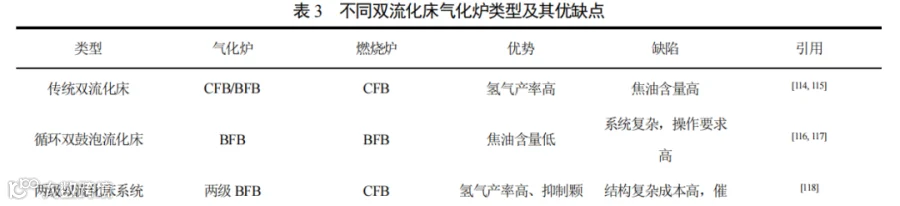
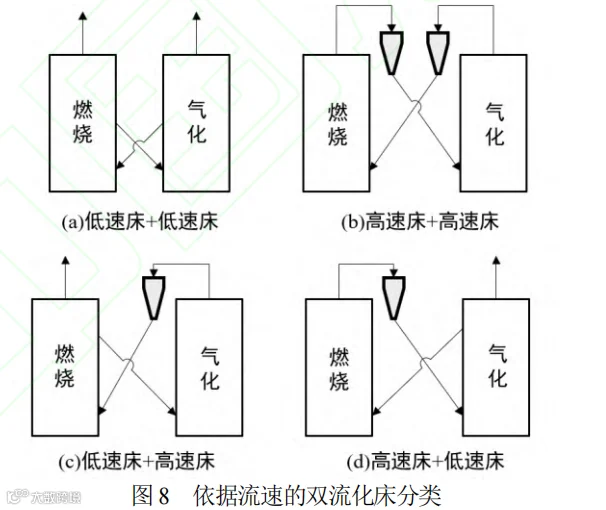
双流化床气化炉存在多种配置形式,结构上并不统一,表 3 列举了一系列不同类型双流化床气化炉类型。现阶段主要以鼓泡流化床作为气化炉,以循环流化床作为燃烧炉为主,其他配置类型也各具优势。双流化床可通过床层流速分为高速床与低速床,存在高速床与高速床,高速床与低速床以及低速床与低速床耦合的四种类型(图 8)。

双流化床气化炉通过特定配置可有效提高气化效率,也可以实现焦油含量的降低,在生物质、有机物以及煤炭气化制氢工艺上极具潜力。Gubin Veronica 等通过先进双流化床蒸汽气化炉将树皮覆盖物转化为富含氢气(约42.4vol%)和二氧化碳(约26.8vol%)的产品气,并成功经后续工艺提纯至燃料电池级高纯氢(>99.97%),同时验证了气化炉可稳定处理该生物质残余物并产出高品质合成气。Banik Rabindra Kangsha 等通过实验证明,在双流化床气化炉中采用 50%烘焙稻壳与 50%脱硫煤共气化,可在 750 ℃下实现较高的合成气产量并有效减少焦油生成,为生物质与煤共气化的工业应用提供了实验依据。同时该团队通过仿真,结合颗粒动力学理论,对双流化床气化系统中生物质与煤混合燃料的床层流体动力学进行了详细的二维数值模拟研究,揭示了在双流化床气化系统中,增加生物质与煤的混合比例会通过改变颗粒体系的密度与尺寸,从而显著降低系统压力、增大空隙率并影响颗粒速度的流体动力学规律,为理解多元混合颗粒在复杂流化床系统中的流动行为及后续实验优化提供了重要的数值依据。Wang Chao 等通过在双流化床中使用富含 CO2与蒸汽的气化剂(替代部分氮气)对玉米秸秆进行气化,显著提高了合成气质量:气体热值从 6.38 MJ/Nm3提升至 7.05 MJ/Nm3,H₂/CO 比由0.65 增至 0.89,同时焦油含量从 0.86 g/Nm3大幅降至 0.21 g/Nm3。系统表现出良好稳定性,焦油含量进一步降至近零,证明了该系统制备低焦油合成气的可行性与优越性。
随着技术进步,气化设备的开发更加丰富,三级及多级系统的研发与应用,显著提升了生物质气化的整体效率、气体品质与过程可控性,推动该技术向更高性能水平发展。固定床加流化床的两级式系统也突显出良好的气化能力,可大幅提升合成气清洁度,通过优化反应条件,显著提高了目标产物的产率,且该类设计有效增强了对于小颗粒原料的适应性,拓宽了原料来源。
两级气化和双流化床系统在国内也已由实验研究逐步走向工程验证。沈阳化工大学团队联合济南黄台煤气炉有限公司建成并完成验证的年万吨级流化床两段纯氧/蒸汽气化工业试验装置,是我国生物质两段气化技术由中试走向工业验证的重要进展。该装置面向低焦油合成气制备,通过两段反应器实现热解/预氧化与半焦气化、焦油裂解的功能分离,从而缓解传统单段流化床中焦油生成量大、反应过程耦合严重和放大困难等问题。结合团队前期研究可知,其结构特点在于构建了两段反应解耦配合高温半焦床层强化的工艺体系,其中前段主要承担生物质快速热解及部分氧化,后段则在蒸汽和氧气作用下完成半焦进一步气化,并借助高温半焦床层促进焦油原位裂解和小分子可燃气生成。
从工艺定位上看,该装置采用纯氧/蒸汽而非空气作为气化介质,显著减少了氮气稀释,更适于获得适配甲醇、绿色航煤等下游合成过程的高品质合成气,因此其功能定位已超越一般工业燃气炉,而属于面向绿色燃料产业链的前端合成气平台装备。2025 年公开发表的工业试验结果表明,该装置在多种生物质原料条件下实现了超过 110 h 的连续稳定运行,产品气最低焦油含量达到 0.58 g/Nm3,验证了两段流化床纯氧/蒸汽气化在工业尺度下的稳定运行能力和低焦油控制水平。该年万吨级工业试验装置通过两段反应分区实现了热解、气化和焦油裂解的反应解耦,并利用高温半焦床层强化焦油的原位催化裂解与气体提质,以工业尺度长周期运行结果证明了该路线具备进一步工程放大的潜力。
另一方面,维也纳 Syngas Platform 新建成的 1 MW 燃料输入先进双流化床蒸汽气化示范装置,是欧洲生物质双级气化由中试向示范应用推进的重要代表。该装置在 TU Wien 原有 100 kW 级先进双流化床研究基础上放大建成,技术成熟度由 TRL4 提升至 TRL6。其结构上延续了双流化床燃烧床与气化床分离并依靠循环床料传热的基本原理:燃烧床负责残余焦炭燃烧与系统供热,气化床则在蒸汽气氛下完成生物质转化,从而避免空气直接进入产气侧,提高产品气热值并降低氮气稀释。与常规双流化床相比,该示范装置最具代表性的结构创新是在气化器上部设置了逆流柱,使上升气体与下行高温床料形成逆向接触,延长高温气固反应停留时间,强化焦油裂解和重整反应,因此能够进一步提升产品气品质。
从示范运行结果看,该装置首次满负荷运行实现了 1 MW 燃料输入转化为 769 kW 产品气功率,相当于约256 kg/h 干生物质转化为 245 Nm3/h 干产品气。研究团队不仅给出了产气结果,还通过质量与能量衡算、流化状态以及温度和压力分布分析,验证了从 100 kW 到 1 MW 的放大在反应器流体动力学和热工特性上总体是成功的。该装置通过燃烧—气化分离实现热量解耦,并在此基础上利用逆流柱进一步构建高温提质区,强化焦油原位转化,证明了先进双流化床结构具有向更大示范尺度放大的可行性,为后续复杂生物质和废弃物原料气化以及与合成燃料链耦合提供了示范装备基础。
6 生物质类型以及设备适用性分析
生物质原料在元素组成、固定碳与挥发分、灰分及碱金属含量等方面差异显著,这些差异直接决定了气化过程中的热解—气化动力学、焦油生成/裂解路径与合成气品质。当前工程实践多以设备先行、原料适配其后的经验式选型为主,导致装置运行偏离最佳温度和停留时间窗口、床料与灰渣行为不匹配、焦油负荷过高等问题,进而抬升单位制氢成本并放大环境排放不确定性。因此,有必要对生物质原料开展可分级分类,用以指导工艺路线与设备选型的前置决策。该研究不仅可显著降低放大试验的试错成本,提升氢气产率与 H2/CO 比的可控性,还能在经济性与环境效益之间实现可验证的最优权衡,从而为生物质制氢的规模化与规范化提供方法学支撑。
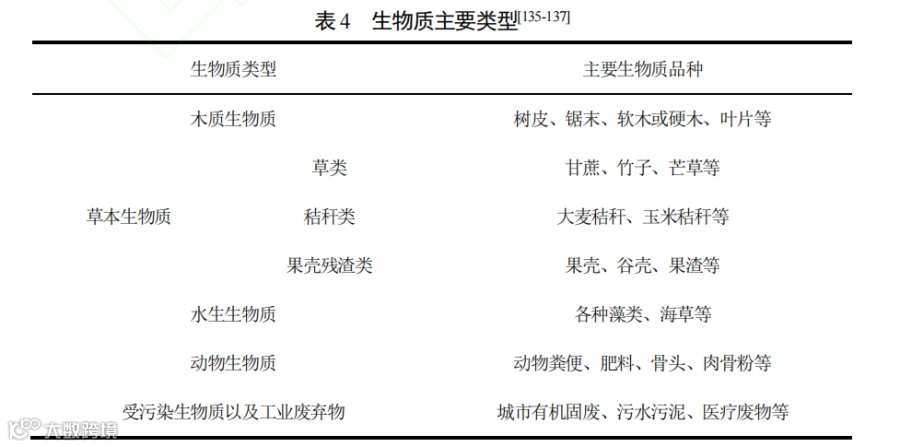
现阶段生物质资源依据来源与特性可分为木质生物质、草本生物质、水生生物质、动物生物质、受污染生物质及工业废弃物等主要类别(表 4)。其中,水生生物质受限于地理位置(主要分布于沿海地区),其采集难度较大、成本较高,导致相关气化技术研究与应用规模明显不足,在现有技术体系下尚未形成成熟的利用路径。因此,本文在后续讨论中将聚焦于其余类别的生物质,水生生物质暂不列为气化研究的重点对象。草本生物质可进一步划分为草类、秸秆类及果壳残渣类三大子类。在后续表格中,将以该细化分类体系作为具体研究对象。
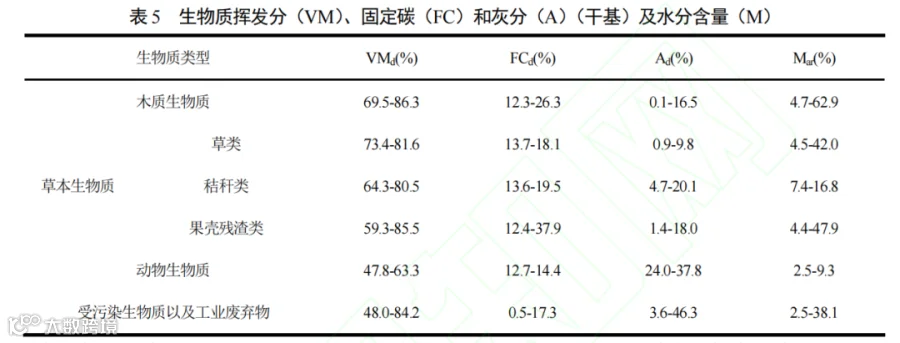
生物质的工业分析成分(如固定碳、挥发分、灰分及水分等)是影响其气化行为的关键因素(表 5)。各组分含量的差异会导致不同种类生物质在气化反应活性、产物分布及结渣特性等方面表现不同,进而影响其在固定床、流化床等不同类型气化炉中的适应性。因此,选择与生物质特性相匹配的安全、高效气化设备,是实现气化过程稳定运行并进一步提升氢气产率与系统能效的重要前提。
生物质中挥发分含量是影响气化过程的关键因素。高挥发分生物质(如草类生物质、木质生物质)在气化过程中易产生大量焦油,对反应温度、停留时间及过程控制要求更为严格。若控制不当,焦油积累将导致催化剂失活、系统堵塞及合成气品质下降。为有效应对焦油问题,需选用具备高效焦油脱除能力的气化设备。流化床气化炉凭借其均匀的温度分布与强烈的气固混合作用,有利于促进焦油二次裂解;若结合白云石、橄榄石等催化剂使用,可进一步降低焦油产率。气流床气化炉则依靠极高的反应温度与细颗粒进料,实现对焦油的瞬时高温裂解,因而在处理高挥发分生物质时表现出显著优势。下吸式固定床气化炉虽具备一定的焦油还原能力,但其裂解效率有限,难以独立处理高焦油负荷;采用双级结构可增强其焦油脱除性能,具有一定应用潜力。此外,高挥发分生物质在快速热解阶段会引致炉内气体组成、流量及温度的剧烈波动,因此需依托精确的配风、进料及温控系统以维持过程稳定。在此方面,流化床与气流床气化系统凭借其良好的操作弹性与自动化控制能力,更适于处理此类原料。
固定碳作为气化过程的关键组分,是合成气生成的主要物质基础。固定碳含量较高的生物质(如果壳类、水生生物质等)在适宜气化条件下能够实现较高的碳转化效率。然而,高固定碳原料往往反应速率较低,可能导致反应不完全,造成残碳与灰渣共排的问题。果壳类生物质兼具较高的固定碳与适中的挥发分含量,因而对固定床气化炉表现出良好的适应性。固定床气化炉结构简单、操作便捷,是实现该类生物质低成本气化的理想装置;若对氢气产物品质有更高要求,两级固定床亦为一种有效的工艺选择。此外,该类生物质在循环流化床中同样具有较好的适用性。循环流化床不仅有助于减少残碳未燃尽现象,其均匀的温度分布特性也有利于缓解高固定碳生物质燃烧困难的问题。
高灰分生物质(如动物来源生物质、受污染生物质及工业废弃物)在气化过程中,其灰分对系统的影响主要表现为多方面消极的作用。灰分本身通常不参与化学反应,但会显著降低气化效率,并引入一系列技术与经济层面的挑战。具体而言,灰分会吸收大量反应热,造成显著的显热损失,并阻碍气化剂与碳颗粒的有效接触,从而导致碳转化率与系统热效率下降。此外,高灰分含量容易诱发结渣及排渣困难,尤其在原料灰熔点较低的情况下,会严重限制气化操作的温度窗口与可行工艺路线的选择。在流化床气化过程中,高灰分原料可能恶化床层流动特性,并对传热效率产生不利影响。尽管高灰分生物质在各类气化炉中均面临较大运行限制,但在气流床气化炉中,借助其液态排渣技术,可有效缓解灰分对设备的负面影响,从而为实现高灰分原料制氢提供可行的技术路径。气流床气化炉中,高温熔融态灰渣还会加剧对炉衬的侵蚀及设备的磨损,进而缩短装置使用寿命,因此高灰分原料应谨慎使用。
草本生物质(包括草类、木质类及短期内采获的水生生物质)通常具有较高的含水率(表 5)。在气化过程中,高水分含量会导致显著的热效率下降,主要原因是水分蒸发需吸收大量反应热,从而降低有效气化温度与能量转化效率。因此,此类生物质在进入气化系统前通常需经过预干燥处理或配置专门的干燥单元,这将对气化系统的整体运行成本与经济性产生一定影响。
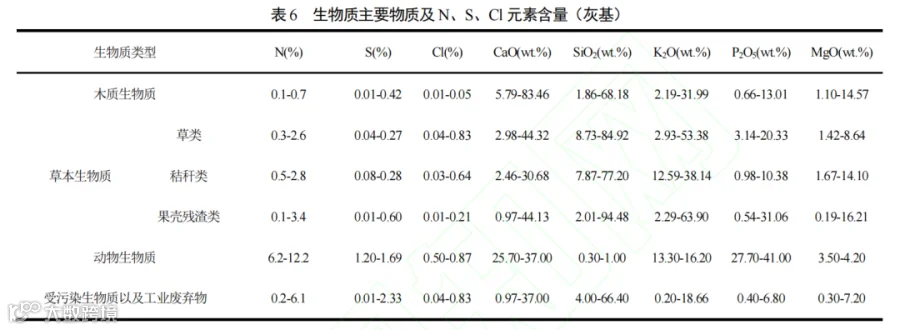
此外,碱金属含量是影响生物质气化设备选型与运行的关键因素。较高浓度的碱金属(尤其是 Na、K)会加剧气化系统中的堵塞与脱流现象(表 6),表 6 中列举了生物质灰分中主要物质含量。在果壳、秸秆及草类等高碱金属生物质的气化过程中,结渣与腐蚀问题尤为突出。其中,草类生物质在采收过程中易受土壤污染,导致 Si 含量显著升高,加之其固有的碱金属成分,在流化床气化炉中易引发严重的床层团聚现象。针对此类原料,可通过共气化技术,利用其他物料中的 Ca、Mg 等元素以提高灰熔点,减轻结渣倾向。此外,在气化系统前增设原料预处理单元,部分脱除金属盐分;强化炉内吹灰与排渣系统;以及将灰渣资源化利用为农业肥料等措施,均能有效降低运行成本,并成为应对高碱金属生物质气化难题的重要手段。
此外,N、S、Cl 含量较高的生物质在热解过程中会部分转化为气相释放,其释放程度受温度、原料组成及此类元素赋存形态的影响(表 6)。在气化阶段,该类生物质会产生 NOx、SOx、H2S、NH3、HCl 以及 KCl 等污染物。其中,NOx 与 SOx 对环境造成显著污染,而通过添加催化剂、优化温度控制以及配备下游净化系统等方式可有效减轻其排放问题。同时,HCl 与 KCl 在气化条件下具有较强的腐蚀性,对气化设备的安全稳定运行构成威胁。因此,针对高 N、S、Cl 生物质的气化处理需格外谨慎,必须在运行监控、腐蚀防护及原料预处理等环节采取系统的控制措施。
7 面向生物质气化制氢的设备适配性经验公式构建与评价
为了定量评估不同生物质原料在特定气化设备中的制氢潜力,本研究基于前文所述的理化特性影响机制,构建了如下原料-设备适配性经验公式。该公式以单位质量原料的理论氢气产率指数(IH2)为目标函数,综合考虑挥发分(VM)、固定碳(FC)、灰分(A)及碱金属含量(K)的影响:
经验公式:

VM,FC, A, K 分别为生物质的挥发分、固定碳、灰分及碱金属质量分数(干基)。
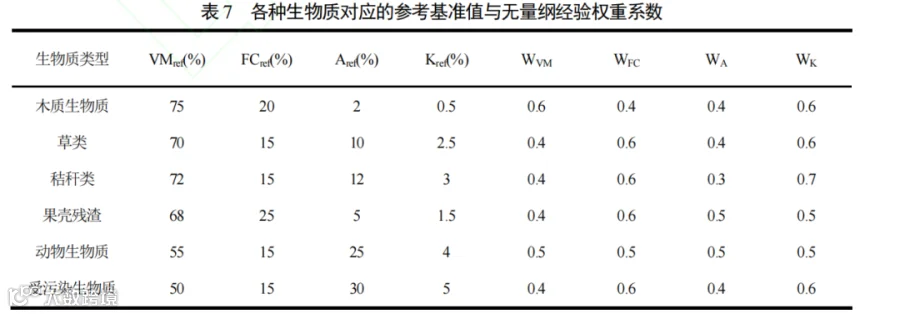
VMref, FCref, Aref, Kref为各组分的参考基准值,定义为各类气化设备所适用的典型生物质原料的理化组分统计平均值。这些数值基于对各类生物质(如木质、草本等)的挥发分、固定碳、灰分及碱金属含量的广泛文献调研与统计分析得出(见表 7)。在适配性评估公式中,这些基准值作为归一化参数,用于消除不同量纲的影响,从而准确表征待测原料相对于标准工况的特性差异。
WVM,WFC,WA,WK 为无量纲经验权重系数,引入的经验权重系数是基于对广泛文献数据的回归分析得出的,表 7 中列出其近似值。这些无量纲系数旨在量化不同气化设备对生物质关键组分(挥发分、固定碳、灰分及碱金属)的敏感程度。分析结果显示,这些系数的数值分布规律与气化反应的物理热化学机理高度吻合,从而为评估不同原料在特定设备中的适配性提供了可靠的数学依据。
Fgas 为不同气化炉型/工况下的制氢放大系数,反映不同设备类型在标准工况下的基础制氢能力差异及工艺放大效应。值得注意的是,公式中灰分(A)与碱金属(K)项前取负号,反映其在多数气化工艺中对制氢效率及运行稳定性的负面阻滞作用。
根据前述各类气化炉在制氢方面的相对效率以及不同生物质原料在气化制氢中的综合表现,对不同文献报道的制氢性能进行归一化处理,构造观测制氢绩效指标 Pi。考虑到不同研究中常见指标不完全一致,本文优先采用氢气体积分数或单位质量原料产氢量作为主指标。为保证不同来源数据具有可比性,所有指标均先相对于基准工况进行无量纲化处理,从而消除量纲差异及绝对数值尺度差异。于是,第 i 个样本的观测制氢绩效可记为Pi,然后,依据本文提出的适配经验式,先计算每个样本的原料特性贡献值 Si:

其中,j 表示该样本所属的生物质类别,VMref,j、FCref,j、Aref,j、Kref,j取自该类生物质的参考基准值,WVM、WFC、WA、WK为对应的无量纲经验权重系数。这样处理后,Si仅表征原料本征理化性质对制氢潜力的综合贡献,而设备差异尚未体现。在此基础上,将样本按“炉型—原料类别”组合分组。设第 g 组对应某一特定气化炉型与某一类生物质组合,则该组的 Fgas,g通过拟合得到,即令其满足:
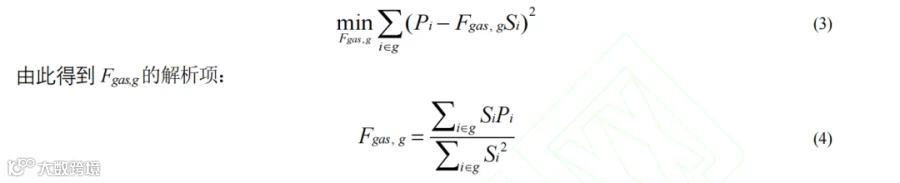
该式表明,Fgas实质上是将 Si映射到“实际制氢绩效观测值”的比例放大系数。其物理含义并非单纯的数学修正项,而是综合反映了不同炉型在温度水平、气固接触效率、停留时间、焦油裂解能力、灰渣排出方式及工程放大特征等方面对制氢表现的增强或削弱作用。
为保证不同文献数据可用于统一拟合,本文对建模样本进行了预筛选与标准化处理。样本主要选自生物质气化实验或模拟研究,筛选条件包括:文献需明确给出原料类别以及可用于表征原料性质的工业分析参数及碱金属信息,并包含可表征制氢绩效的结果参数。对于关键信息缺失、工况不完整、明显处于非稳定运行状态(如床层失稳、严重结渣堵塞、异常波动)或偏离同组总体趋势过大的样本,不纳入拟合。拟合完成后,再以草类生物质——鼓泡流化床组合作为基准工况,将其 Fgas 归一化设定为 1.0,其余各组的拟合结果均按相同比例缩放:

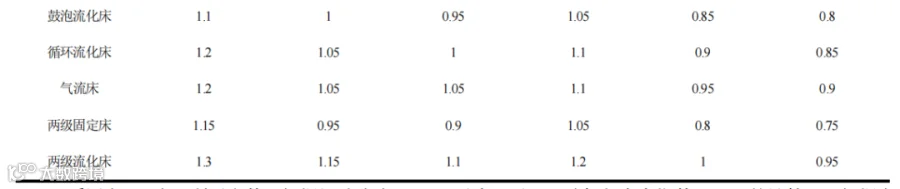
这样可保证表 8 中各参数具有统一的参照意义,并与文中“鼓泡流化床气化草类原料”为基准的设定保持一致。不同气化炉在经验公式中的权重系数(WVM,WFC,WA,WK)与放大系数(Fgas)呈现出显著的差异性规律。

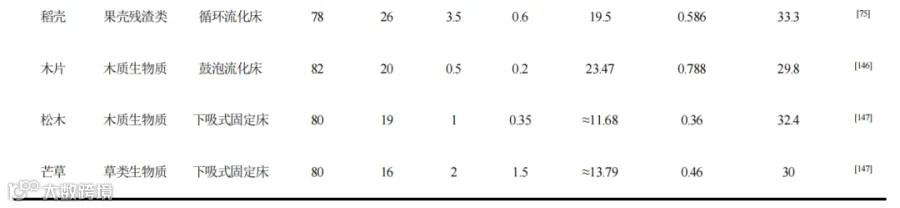
现采用表 7、表 8 所示参数,根据经验公式(1)可以实现对于理论氢气产率指数(IH2)的计算,现根据表5 与表 6,采用挥发分,固定碳,灰分以及碱金属含量范围内的均值作为 VM,FC,A,K 的取值,结合表 7 参考基准值对 VM/VMref,FC/FCref,A/Aref,K/Kref的理论平均取值进行计算(表 9),由此计算的最终理论氢气产率指数由表 10 所示。根据最终理论氢气产率指数值分析得到:木质生物质与果壳残渣配合两级流化床、循环流化床或气流床是理论上制氢绩效最优的组合路径。值得注意的是,模型对秸秆类及废弃物的低评分,直观反映了高灰分与富碱金属特性在气化过程中的负面权衡。数据表明,若不引入预处理或共气化等改性手段,此类原料将难以满足高效制氢的要求。这不仅验证了模型的有效性,也为针对不同品质生物质优选气化路径提供了可靠的数据支撑。
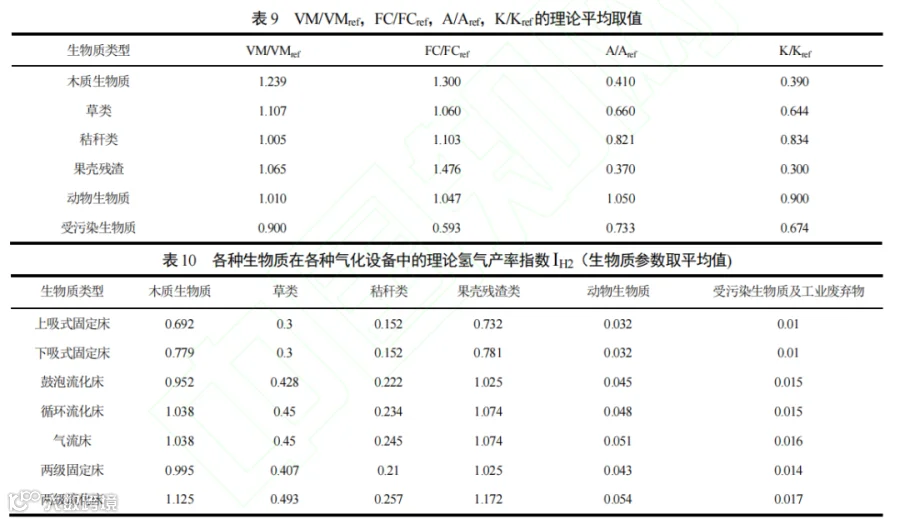
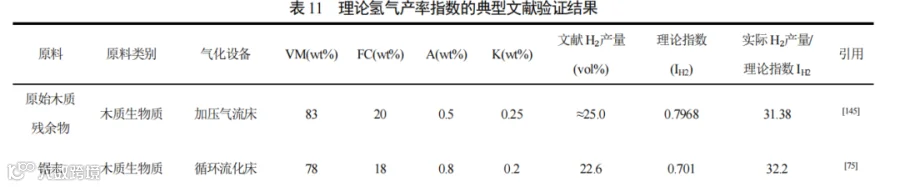
表11给出了典型文献样本的理论氢气产率指数验证结果。可以看出,在不同生物质类型和气化设备条件下,经验公式计算得到的 IH2 与文献实测氢气含量总体呈良好的正相关关系,且二者之间保持相对稳定的比例变化。
这表明,本文所建立的经验公式能够较合理地表征原料工业分析特性及碱金属效应对气化制氢性能的综合影响,可用于不同原料—设备组合的制氢潜力比较与趋势判断。
8 结语
本文系统综述了面向制氢应用的生物质气化装备与工艺,涵盖固定床、流化床、气流床及两级气化的结构机理、运行特性与关键进展,并将“原料—设备选型—制氢绩效”的适配关系作为核心线索加以梳理。固定床在中小规模场景具有成本与稳定性优势:上吸式有利于保留 H2/CH4、下吸式在焦油控制上更优,二者在氢产率、焦油与热效率之间存在明确权衡。流化床凭借优异的传热传质和高碳转化率成为规模化主流,鼓泡流化床原料适应广但存在夹带与未完全转化,循环流化床通过颗粒循环提升反应强度与稳定性,但仍面临团聚、灰沉积与腐蚀等工程挑战。气流床在高温高压下实现近完全转化与极低焦油,适合低灰生物质与煤/生物质共气化,但投资与调峰复杂性限制其在单一生物质中的普及。两级气化(如热解—重整分段的两级固定床、气化—燃烧解耦的双流化床)兼顾效率与气体品质,在工艺集成与过程强化方面展现潜力。
从原料适应性的定量评估结果来看,本研究提出的经验公式揭示了显著的适配规律:挥发分高、易生焦油的原料(如木质生物质)在两级流化床或气流床中表现出最高的理论氢气产率指数,验证了这些设备在焦油裂解与制氢效率上的优势;固定碳高的原料(如果壳类)在固定床或循环流化床中亦能获得较好的绩效评价。相反,模型计算显示,高灰分与富碱金属原料(如秸秆、工业废弃物)因灰分阻滞与碱金属结渣风险被赋予了显著的负向权重,导致其在大多数常规设备中的理论产率指数极低,这量化地说明了此类原料必须依赖预处理、共气化或采用具备熔渣排放功能的气流床技术。
综上所述,生物质气化制氢装备的最优选择不应仅停留在定性经验上,而应建立在对原料理化特性(挥发分/固定碳/灰分/碱金属)与反应器特性进行定量匹配的基础之上。本文构建的经验公式提供了一种可迁移的初步选型工具,未来研究宜进一步结合 CFD 多物理场建模与数据驱动的过程优化,不断修正经验参数,以支撑生物质制氢的高效、稳定与规模化应用。
作者:姜建宇,白彦渊,宋雷婷,戴艳俊,王云刚
西安交通大学热流科学与工程教育部重点实验室(MOE),陕西 西安 710049
来源:《化工进展》