在机器视觉领域,2D相机和3D相机的组合应用越来越广泛,尤其是在工业产线上,像长材、板坯这类物料,既要靠2D图像看表面纹理(如氧化皮、划痕),也要靠3D点云测深度信息(如凹坑、凸起)。只有把两者精准对齐,才能还原物料的真实状态。而实现这一融合的关键一步,就是联合标定——求解2D相机与3D相机之间的变换矩阵。
传统2D+3D联合标定方法的痛点
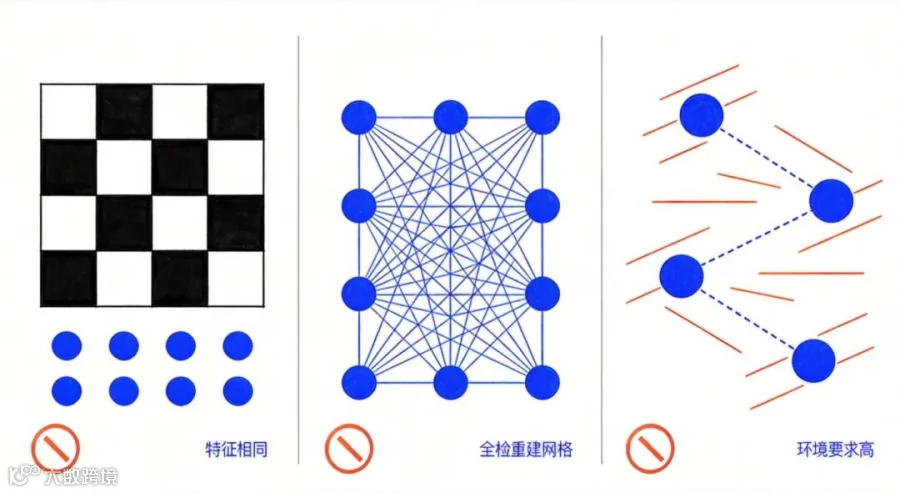
常见2D+3D联合标定,主要依赖棋盘格或均匀分布的圆点标定板。这些标定板存在明显短板:
特征单一:圆点或棋盘格基本特征相同,在背景复杂、干扰较多的环境下,相机容易提取错误特征。
匹配困难:以圆点标定板为例,通常需要"全检圆点重建网格"才能完成匹配,过程繁琐,失败率较高。
稳定性差:对使用环境要求较高,难以在复杂场景中保持稳定标定效果。
第六镜的解决方案:一张"更聪明"的标定板
第六镜科技的一项发明专利(CN 118887299 B)提出了一种全新的联合标定方法,其核心在于标定板的创新设计与特征匹配算法的优化。
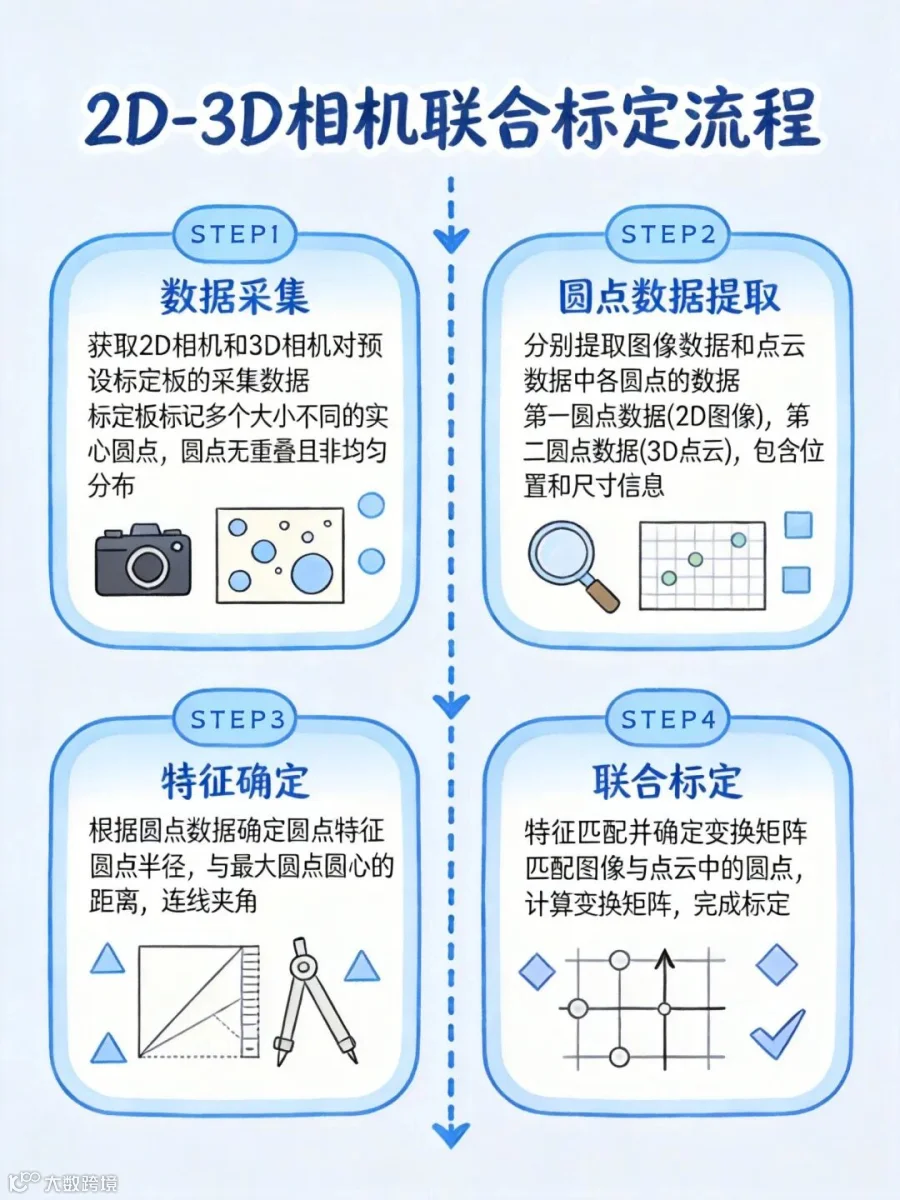
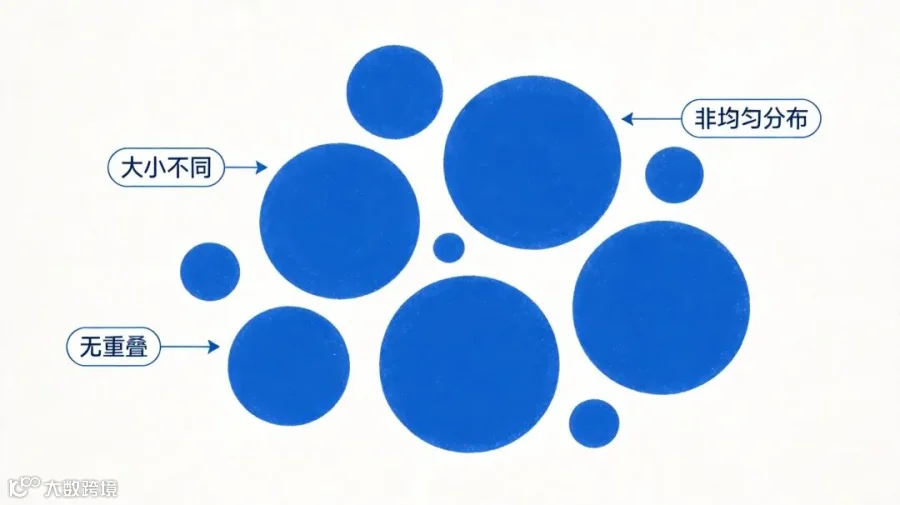
1. 预设标定板:大小不同、非均匀分布的实心圆点
与传统标定板不同,第六镜使用的标定板具有以下特点:
多个实心圆点,大小不同:每个圆点的半径差异明显,便于后续利用半径作为显著特征进行识别。
无重叠:圆点之间互不相交,避免识别错误。
非均匀分布:布局疏密有致,信息更丰富,能够兼顾大圆点的抗干扰能力和小圆点的精细定位能力。
这种设计使得标定板本身携带了更丰富的"个性化"特征,为后续高精度匹配奠定了基础。
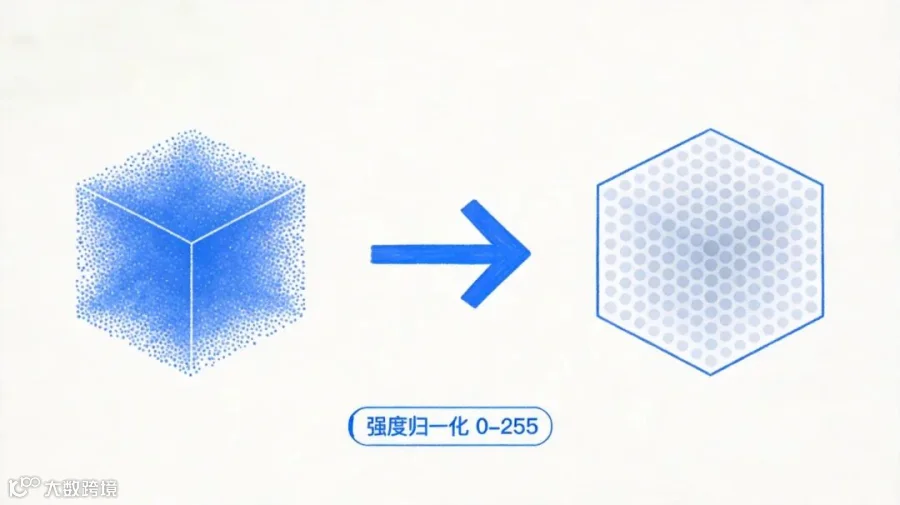
2. 点云→灰度图的巧妙转换
直接从3D点云中提取圆点特征难度较大。第六镜采用了一个实用技巧:根据点云强度,基于灰度值区间(0~255)进行归一化,将点云数据转换为对应的灰度图。然后再利用成熟的图像圆点检测算法,提取点云数据中各圆点的位置和尺寸。
这样一来,2D图像和3D点云的特征形式得到了统一,匹配过程更加稳健,也允许标定板设计得更复杂(如增加更多圆点)。
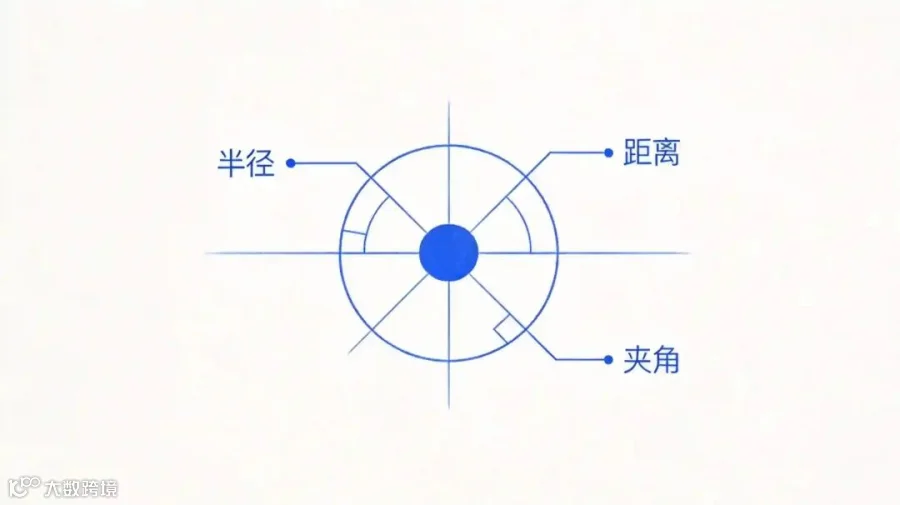
3. 每个圆点都有"身份档案"
对于提取到的圆点,该方法不只记录位置和半径,还构造了更丰富的特征描述子,包括:
圆点半径(经最大圆点半径归一化)
各圆点圆心与最大圆点圆心之间的距离
各圆点与最大圆点圆心连线和最大圆点与次大圆点圆心连线之间的夹角
这些特征组合在一起,使得每个圆点都拥有独一无二的"指纹",极大降低了匹配时的歧义性。
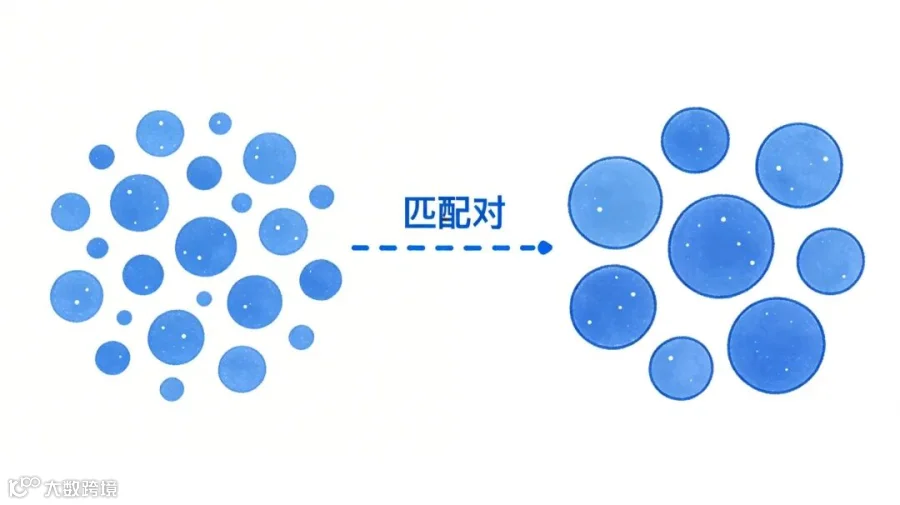
4. 高效精准的特征匹配
基于上述特征描述子,匹配过程变得简单直接:
遍历点云数据中的圆点,计算与图像数据中每个圆点的匹配误差(如半径差、夹角差的加权)。
设定误差阈值,选取匹配误差最小且距离约束满足的圆点对,作为匹配对。
仅需至少6组匹配对,即可通过3D→2D投影变换模型求解出变换矩阵(匹配对越多,精度越高)。
相比传统方法需要全检重建网格,这种方式匹配成功率更高,所需匹配点更少。
技术优势总结
应用案例:某地钢铁产线
该专利方法已在某地一条中型钢铁产线上完成实际部署,搭载设备为第六镜自主研发的PRISMIND S。该设备核心部件国产化率达到100%,在保障供应链安全的同时,也降低了产线用户的长期维护成本。
该产线现场环境具有粉尘浓度高、光照条件剧烈波动、背景结构复杂等特点,传统标定方法在此类条件下极易出现特征提取失败或匹配错误。而基于本专利的方法,采用大小不同、非均匀分布的实心圆点标定板,结合点云转灰度图的统一特征提取策略,现场工程师一次性完成了2D相机与3D相机的联合标定,无需反复调试或人工干预。

设备投入连续运行后,标定精度长期保持稳定。在实际生产过程中,PRISMIND S替代了约90%的人工测量作业,显著降低了人工巡检频次和人为误差。系统对典型缺陷(如表面裂纹、压痕、重皮等)的检出率达到99%以上,百米长度的钢材检测耗时控制在1分钟以内。同时,该方案可同时适用于冷态钢材和热态钢材(最高检测温度可达1200℃以上)。
后续的物料定位、尺寸测量等视觉任务均基于稳定标定结果执行,数据一致性良好。该案例验证了这项技术在复杂工业环境下的实用性与可靠性。

2D相机与3D相机的联合标定,是实现数据融合的基础性关键技术。在长材、板坯等产线物料的质检场景中,该技术可显著降低标定环节的维护成本,保障视觉系统长期稳定运行。我们愿与更多企业携手,共同推动智能制造落地应用。