
——用一个公式挖掘多工厂库存协同的节约机会
风险池化理论在制造业库存管理中的实践案例
数据已作脱敏处理 | 供应链管理咨询实践
一、一个反直觉的问题
在制造业,一家公司拥有的工厂越多,通常意味着更强的产能和更广的覆盖范围。但有一个隐性代价常被忽视:每增加一个工厂,库存往往就多一份。
背后的逻辑很简单:每个工厂都要"自保",都会为自己备一份安全库存。对于跨多个工厂共同使用的原材料,各工厂各自备货、互不协调,就会出现同一种物料在多个仓库里同时积压的局面。这在供应链管理中有个专业说法,叫做"分散持库"(Decentralized Inventory)。
分散持库并非某家公司独有的问题,而是多工厂制造企业几乎普遍存在的结构性现象。区别只在于:有多少冗余、是否被识别、能否被量化改善。
本文将分享一个真实咨询项目中的分析过程:我们如何用供应链领域的经典理论——风险池化(Risk Pooling)——量化这种分散带来的库存冗余,并给出可操作的改善路径。
二、案例背景
客户是一家在华运营的欧洲工业设备制造商,主业为流体设备类产品,覆盖通用工业、工程、化工、服务维修等多个细分市场,设有六个独立核算的生产/服务工厂,均使用同一套 ERP 系统管理库存与采购,但工厂间的库存数据基本上是"各自为政",没有系统性的跨工厂协调机制。
产品特点是高度定制化——大量订单属于 MTO(按单生产),少部分标准产品属于MTS(备货生产)。本次分析专注于MTS原材料库存,因为这类库存的需求相对可预测,更适合应用库存优化模型。
维度 |
特征描述 |
行业 |
工业流体设备制造,覆盖能源、市政、化工、服务维修 |
工厂布局 |
6个独立工厂,各有独立库存核算 |
库存模式 |
MTO为主,MTS原材料库存约占总库存的60%以上 |
ERP系统 |
统一平台,但跨工厂库存可见性较弱 |
分析范围 |
2024年12月末库存快照,MTS备货型原材料 |
MTS库存规模 |
约1.4亿元(数据已脱敏) |
表1 案例客户基本特征
三、问题识别:分散持库的规模有多大?
3.1 数据筛选
我们从 ERP 系统导出了全量 MTS 原材料库存数据,重点筛选出同时在两个及以上工厂持有正库存的物料,共识别出约 3,800 种此类物料,涉及库存合计约 6,200 万元。
对每种物料,我们将库存金额最大的工厂定义为"主库工厂"(认为其持有是必要的),其余工厂对该物料的持有则计入"非主库存",即潜在的分散冗余。
非主库存(K) = 各工厂库存合计 − 主库工厂库存
全品类非主库存合计 ≈ 582万元(理论上限)
3.2 工厂分布:备件中心是最大的分散来源
把非主库存按工厂拆解后,一个显著的规律浮现出来:
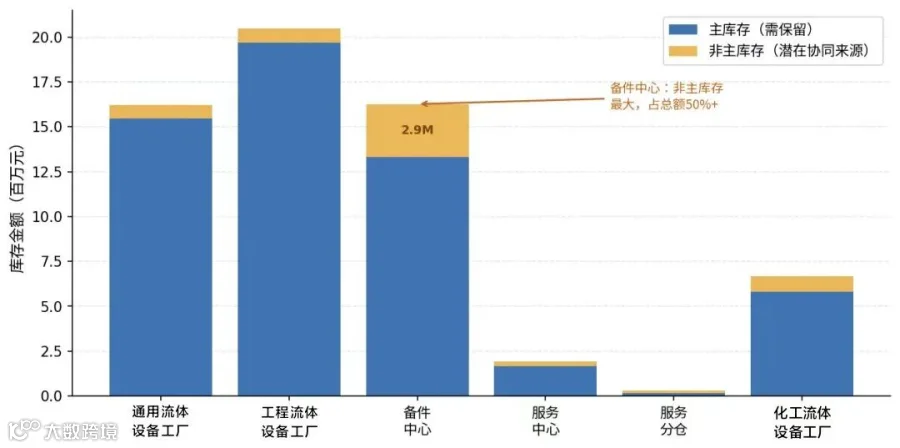
备件中心的非主库存占全部非主库存总额的 50% 以上,涉及约 1,500 种物料,合计约 295 万元。这并不意外——访谈中我们了解到,备件中心在实际运营中已经在非正式地为其他工厂提供物料调拨,说明跨工厂共享的需求客观存在,只是没有被系统化管理。
【关键洞察】 分散持库不是某个工厂"管理不善"的问题,而是缺乏跨工厂协调机制的系统性结果。备件中心已在扮演事实上的"共享仓"角色,但缺少规则和SLA约束。
四、理论框架:为什么集中库存能节约?
4.1 风险池化原理
要回答"集中比分散省多少安全库存",需要用到供应链管理中的经典理论:风险池化(Risk Pooling),由Simchi-Levi等学者在《Designing and Managing the Supply Chain》中系统阐述。
其数学本质是:当 n 个独立地点的需求被合并到一个节点,合并后的总需求变异系数(标准差/均值)低于各地点之和,因此维持相同服务水平所需的安全库存更少。
设各工厂需求相互独立,各厂需求标准差为 σ,补货提前期为 L,安全系数为 z:
分散时总安全库存 = n × z × σ × √L
集中后总安全库存 = z × σ√n × √L
安全库存节约率 = 1 − 1/√n
这个公式告诉我们两件事:第一,集中化一定能节约安全库存,且效果随工厂数n增加而增强;第二,节约效果边际递减——从 1 个地点合并到 2 个地点的边际收益最大,之后每多合并一个工厂,新增收益越来越小。
4.2 节约率随工厂数的变化
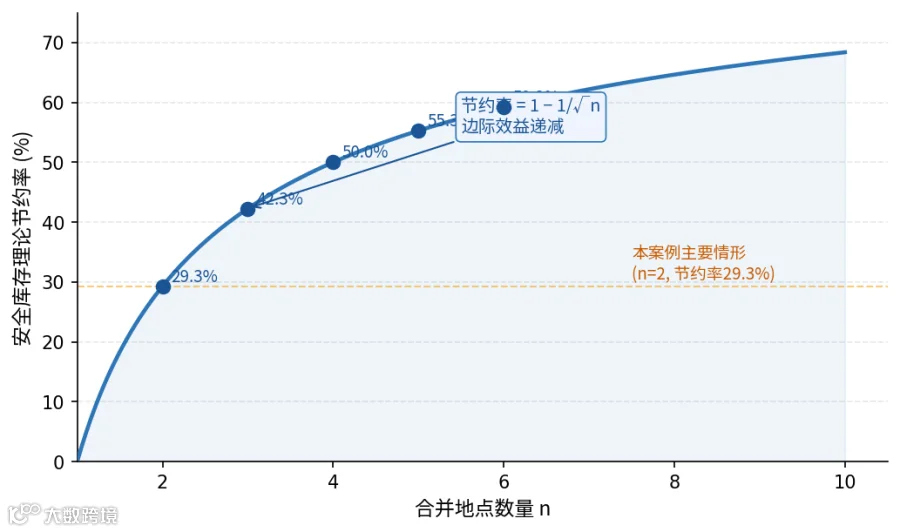
图2 风险池化理论节约率曲线(1 − 1/√n)
本案例中,约 81% 的分散物料只涉及 2 个工厂,理论安全库存节约率约为 29.3%;约16% 涉及 3 个工厂,节约率约 42.3%。节约潜力集中在"两厂分散"这个最普遍的情形。
分散工厂数 |
理论节约率 |
本案例占比 |
主要特征 |
n=2 |
29.3% |
~81% |
最常见情形,节约效果最易实现 |
n=3 |
42.3% |
~16% |
节约率更高,但协调成本也更高 |
n=4及以上 |
≥50% |
~3% |
物料数量少,边际改善有限 |
表2 各分散程度下的理论节约率及覆盖物料比例
五、量化发现:理论上限与现实节约
5.1 为什么上限不等于现实?
前文计算的 K 列合计 582 万元,是一个"非主库存归零"的理想假设下的上限。现实中,这个数字需要经过三重折扣才能得到可靠的节约估算:
折扣一:非主库存不能归零。即使推行集中化,消耗端工厂仍需持有调拨在途期间(通常3~5天)的覆盖库存,不能完全归零
折扣二:循环库存不可消除。库存由安全库存(应对需求波动)和循环库存(补货批量的一半)两部分组成。循环库存即使集中化也不会减少,除非同时提高补货频次
折扣三:并发需求导致虚高。若两个工厂同期都有生产订单在消耗同一物料,则同时持有是必要的并发需求,而非冗余——静态快照无法区分这两种情形
5.2 现实节约估算模型
经过三重折扣修正后:
现实节约 = K列上限 × 安全库存占比(60%) × 池化折扣率(~31%) × 可行性系数(70%)
其中:安全库存占比 60% 为行业经验值;池化折扣率约 31% 为各分散程度的加权均值;可行性系数 70% 反映调拨物流成本、流程改造等实施摩擦。
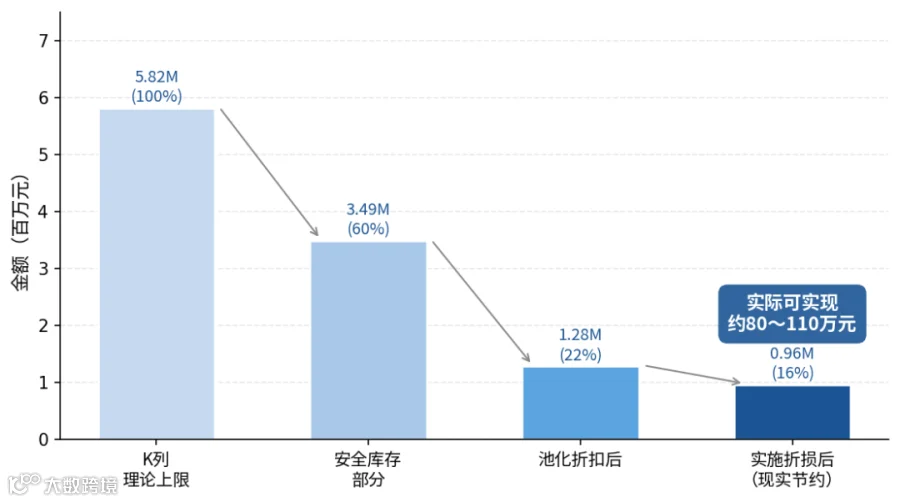
图3 从K列理论上限到现实节约的折扣瀑布(金额已脱敏)
【核心数字】 K列理论上限582万元,经三重折扣后,现实可实现节约约80~110万元,约为上限的14%~19%,占MTS总库存的0.6%~0.8%。
坦率说,这不是一个"改变游戏规则"的数字。相对于约 1.4 亿元的 MTS 总库存,节约比例不到 1%。但这个分析的价值不只在于绝对金额本身,还在于:
它提供了一个可复制的量化框架,能持续识别多工厂库存冗余
共享库存机制一旦建立,将同步提升跨工厂物料可见性和响应速度
对备件中心的系统化改造,可为未来规模扩张奠定库存管理基础
六、落地:三步走框架
理论正确不等于可以立即落地。共享库存策略的实现,需要数据验证、机制建立和系统推广三个阶段循序推进,不宜一步到位。
阶段 |
核心任务 |
关键里程碑 |
|
第一步 |
0~4周 |
从ERP导出12个月出库记录,剔除并发需求物料;按出库频次重新标定各物料真实主库工厂;确认备件中心→其他工厂历史调拨响应时间 |
得到修正后的可信节约金额区间 |
第二步 |
1~3个月 |
以备件中心为主库,选Top 50种非主库物料试点;建立标准化内部调拨流程,设定 SLA(≤3个工作日);通过ERP 参数控制消耗端补货水位 |
验证调拨 SLA 可行性 |
第三步 |
3~6个月 |
基于试点修正模型,扩展至全部分散物料;S&OP 流程中增加跨工厂库存协调环节;建立 KPI 考核(跨工厂周转率、调拨响应时间) |
预计年化节约 80~110万元 |
表3 共享库存策略分阶段实施路径
关于"主库选哪个工厂"的常见误区
在数据分析阶段,我们使用"库存量最大的工厂为主库"作为代理变量,便于快速识别规模。但在实际落地时,主库的选择应基于需求频率,而非当前库存量。一个工厂库存量大,可能仅仅是因为近期有大型 MTO 订单堆积——这不代表它是长期意义上的需求中心。正确的主库应是:对该物料年出库频次最高、地理位置居中的工厂。
七、可复制的方法论:三步识别多工厂库存冗余
这套分析框架不依赖特定的行业或 ERP 系统,任何拥有多个库存地点的制造企业都可以复用。核心步骤如下:
步骤 |
操作要点 |
输出物 |
Step 1 |
从 ERP 导出 MTS 库存快照; |
分散物料清单 |
Step 2 |
以最大持有工厂为主库; |
K列上限金额 |
Step 3 |
乘以安全库存占比(约 60%); |
现实节约区间 |
表4 多工厂库存冗余识别三步法
【重要提醒】 以上方法基于静态快照,K 列是理论上限,不代表可立即释放的现金。在向管理层呈现时,务必同步说明三重折扣的逻辑,避免产生"我们有 582 万元可以释放"这样的误解,损害分析的可信度。
八、结语:诚实的数字,才是有力的建议
这个项目给我们最深的体会,不是发现了某个惊人的节约数字,而是如何在分析中保持诚实。
582 万元是理论上限,这是事实;80~110万元是现实可期望的节约,这也是事实。把两者都呈现给客户,并清楚解释中间的折扣是什么、为什么存在,这种诚实反而建立了更强的信任——客户知道顾问没有为了让数字好看而夸大估算。
在供应链咨询中,我们见过太多"潜在节约 X 亿元"的报告最后无法落地,根本原因是分析跳过了"上限到现实"这一步。库存优化的价值,往往不在于第一年节约了多少钱,而在于建立了一套能够持续运转的协同机制。
多工厂的库存冗余,本质上是一个信息和协调问题,而非单纯的执行问题。当每个工厂都在为自己的 OTD 指标负责、没有人为跨工厂库存效率负责时,分散持库就是理性个体行为导致的系统次优解——解法也从这里开始。
如果你所在的组织也面临类似的多工厂库存挑战,欢迎交流。风险池化不是万能药,但它是一把测量"分散代价"的尺子,值得每家多工厂制造企业定期拿出来量一量。
本文基于真实咨询项目改写,所有财务数据已按等比例系数脱敏处理,客户信息已完全匿名化。分析方法和理论框架适用于具有类似多工厂库存结构的制造企业。