

激光焊接
* 激光焊接是用激光束将被焊金属加热至熔化温度以上熔合而形成焊接。
* 激光焊接的主要优点是速度快、深度大、变形小。
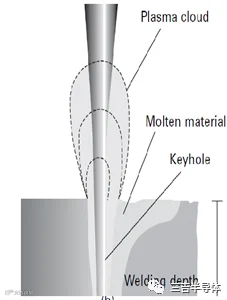
* 激光焊接的原理可分为热传导型焊接和激光深熔焊接。
* 激光焊接参数是决定焊接能力的重要因素,直接影响焊接质量。
激光与材料的相互作用
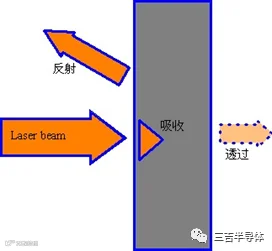
* 热加工:激光被加工材料吸收,并转化为热能。
* 不同的功率密度,材料表面引起不同变化:温度升高、熔化、气化、形成小孔和等离子体。
* 材料表面的状态和变化(粗糙度、膜层)对激光的吸收有极大的影响。
* 影响吸收因素:波长、材料性质、温度、表面状况、偏振等。
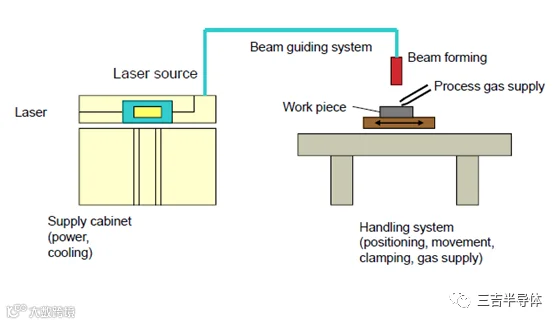
* 激光焊接机基本结构包括激光器、焊接头、冷却系统、数控装置和操作软件。
* 激光密封焊接还需要特殊的气氛环境下焊接或真空环境焊接。
影响焊接的激光参数
* 功率密度:良好的熔融焊接受到功率密度的直接影响。
* 激光输出功率:焊接熔深随激光功率的增加而增加。
* 激光峰值功率:在焊接过程中需要调整瞬间峰值功率变化。
在光斑面积一定的情况下, 峰值功率决定了功率密度。功率密度= 峰值功率/光斑面积 激光脉冲能量= 峰值功率X脉冲宽度
* 激光模式TEMmn:激光设备的能量控制分为电流反馈、功率反馈和能量反馈,最好的模式为能量反馈,能保证输出能量的稳定。
* 焊接速度:影响加热时间长短,热影响区域大小。
* 脉宽:脉宽过窄会出现焊不透现象,脉宽越宽,热影响区越大。
* 光斑直径:和焊缝宽度有一定的比例关系。
* 离焦量大小:工件表面离聚焦光束最小斑点的距离,影响功率密度,熔池形状。
* 保护气体:不同的焊接工艺和材料种类对气体需求有所区别。
激光密封焊接流程
焊缝边缘清洗 --真空烘箱除气 –-装夹—焊接轨迹学习—焊接参数调整--气氛环境焊接(预点焊接 、焊接)-- 气密性检测 -- 性能测试
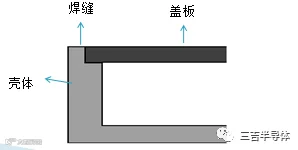
管壳密封焊接对壳体机构的要求
激光密封焊接 可焊接材料
对应材料 |
备注 |
碳钢 |
可以焊接,如果碳含量>2% 容易导致碎裂 |
不锈钢 |
300系列可以焊接 除了> 0.05%合金 400系列焊缝脆 |
铜 |
高反射率要求高的峰值功率 |
铍青铜 |
可以焊接,但是容易受到粒子的危害 |
青铜(铜/锡) |
可以焊接 |
黄铜(铜/锌) |
处理好镀锌层可以很好的焊接 |
铝 |
纯铝(1xxx)可以焊接,几乎没有合金焊缝裂纹释放(2219,3003),填充材料4047或组合的合金可能改善最终结果(举例6061 和 4047) |
钛 |
可以焊接,很好的屏蔽和必要惰性气体 |
金,银,铂 |
高反射率要求高的峰值功率 |
镍 |
可以焊接 |
基于镍的超级合金 |
可以焊接,条件钛+铝<4% |
柯伐镍基合金 |
可以焊接 |
钽 |
可以焊接,很好的屏蔽和必要惰性气体 |
钼 |
通常焊缝脆是可以接受的,不需要高强度 |
激光封焊设备结构组成
激光焊接系统: * 激光器 * 激光焊接辅助系统 * 焊接装载移动平台 * 焊接控制系统 |
焊接气氛系统: * 交换箱 * 手套箱体 * 加热搁板式烘箱 * 真空系统 * 水氧监控系统 |
万恒镭特 激光焊接封装系统

*可焊接不锈钢、可伐合金、铝、铜等各种金属合金。
(满足GJB548B-2005检漏指标)
*可用于微波器件、RF封装 、T/R组件、心脏起搏器、传感器、锂电池、其他微焊接等。
