

一、先准确判断,是对症下药的前提
你可以用一个简单的方法进行区分:用热风枪缓慢加热制品缺陷区域。
真空泡:加热后,缺陷处会塌陷呈凹坑。
气泡(困气):加热后,局部表面会因气体膨胀而鼓起。
简单区分后,就可以更有针对性地排查原因。
二、彻底干燥材料,从根源杜绝水分
对于PC材料,尤其是阻燃PC,水分是产生气泡最主要的原因。
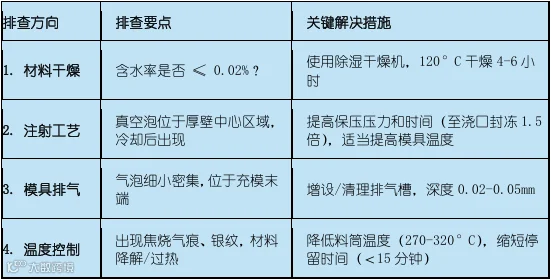
控制含水率:必须将PC材料的含水率严格控制在0.02%以下。
避免过长时间干燥:阻燃PC不宜在120℃环境下干燥超过10小时,以防材料降解变质。
三、优化工艺参数,确保充模饱满(核心)
工艺参数是解决真空泡的核心环节,目的在于确保熔体充分填满模腔,并通过保压补缩抵消冷却收缩。
提高保压压力:逐步增加保压压力至注射压力的80%-110%。压力不足是导致制品内部出现凹陷、形成真空泡的直接原因。
延长保压时间:延长保压时间至浇口封冻时间的1.5倍。最准确的方法是进行产品称重,直到制品重量不再增加为止。
控制注射速度:采用“慢→快→慢”的多段注射方式。第一段低速充填,避免熔体形成喷射或湍流卷入过多空气;中间加快;末端减速,有助于排出模腔内最后的气体。
精准控制温度:
调节背压:适当增加背压至5-15bar(约注射压力的10-15%)。这有助于排出熔体中的气体,使料流更密实。
四、改进模具设计,优化排气与浇口
五、采取后处理措施补救
如果以上调整仍无法完全解决问题,或者制品要求极高,可以尝试后处理补救。
热水缓冷:将脱模后的塑件立即放入热水中缓慢冷却,使内外冷却速度趋于一致,减少因收缩不均产生的内应力和空洞。
退火处理:将PC制品加热到110-135℃(最高可至160℃)保持3-5分钟,然后自然冷却,可有效消除内应力,减少气泡产生。
六、总结:真空泡问题排查速查表



 点击【阅读原文】加入【万人PC商圈】
点击【阅读原文】加入【万人PC商圈】