最近,我们的仪表工程师被折腾得够呛。
污水闪蒸罐的放空控制阀突然卡死,打不开、也关不上。检修师傅拆开大盖一看,愣在原地——阀门内部被厚厚的垢糊了一层,大部分像泥沙一样,少部分还粘得挺紧,活像装修现场。

更离谱的在后面。我们怀疑后端的疏水阀也被堵死了,拿疏通马桶的钢丝弹簧加电钻捅了半天,纹丝不动。最后只得切开积液包——好家伙,DN150的罐子,长度五六十公分,里面塞得满满当当全是垢。中间还裹着一块大黑胶皮,直接把疏水排放口堵死了。




这黑胶皮,大概率是项目试压时掉进去的。但问题是:哪来那么多垢?一年前疏水阀和管路刚检查过,还是好的。一年时间,DN150的积液包能堵成这样,这些垢的成分又是什么?
这场景,让我想起五六年前另一件事。
这是我们的SMR装置,用蒸汽和天然气反应制合成气。装置需求热量多,副产热量也多,有好多个排放蒸汽的消音器——分离罐的、除氧器的、废水闪蒸罐的……

这些消音器底部大多留了排液口,防止内部积水。项目上在排液口下方接了漏斗,把滴水引到楼底排掉。看起来挺合理:一来能接住水,二来方便肉眼观察。
但装置运行没多久,问题就来了。排液口底部很快结垢,这些垢要么把水滴引向漏斗外,要么直接把排液口堵死。消音器顶部开始一股一股地往外漾热水,把下面的管道和设备溅得白白的一层,像挂了层灰。偶尔有员工从下面经过,还可能被烫伤。
我们起初挺纳闷。凝液里加了氨水、72310等药剂,PH、钙镁离子、电导率都控制得好好的,设备本体内部也没见大量结垢,怎么偏偏在这个排水孔,肉眼可见地结了一大坨?
当时觉得,这大概属于正常现象,没往深里想。
为了缓解楼下的压力,也借鉴了其他工厂的经验,我们做了一次改造:撤掉漏斗,把排液口口径扩大一点,下方直接焊死一根引流管,直通楼底。

改造后效果还不错。每隔一两个月,去敲一敲这根管子,避免被垢物堵死。这样运行了五六年,没出过什么问题,楼层下方干净多了,也安全多了。
回头想想,这个看似简单的变更,可能刚好动到了结垢的一个关键因素。
问题不是“消音器结垢正不正常”,而是“我们给结垢创造了什么条件”。
同样的水质,装置设备内部干干净净,排液口却年年结石。我后来琢磨并查找相关资料,这背后有两个条件在“养垢”。
一个是“蒸干效应”。 消音器捕集了微量杂质的冷凝液,在重力作用下汇向底部排水孔。消音器壳体长期被高温蒸汽传导加热,而排水孔直接暴露在大气中。流经排水孔的薄膜状冷凝液,会发生剧烈的二次闪蒸和表面蒸发——垢就在这不断浓缩、蒸干的过程中,一点点沉积下来。
另一个是氧化。 改造前,排液口下方是敞开的漏斗,凝结水直接暴露于空气。焊死一根管子后,既降低了蒸干效应,也避免了凝结水与空气中的氧直接接触。垢的形成和粘结,本身可能就带一些氧化过程。
说白了,设备内部不结垢,排液口却结垢——问题不在水,而在结构。
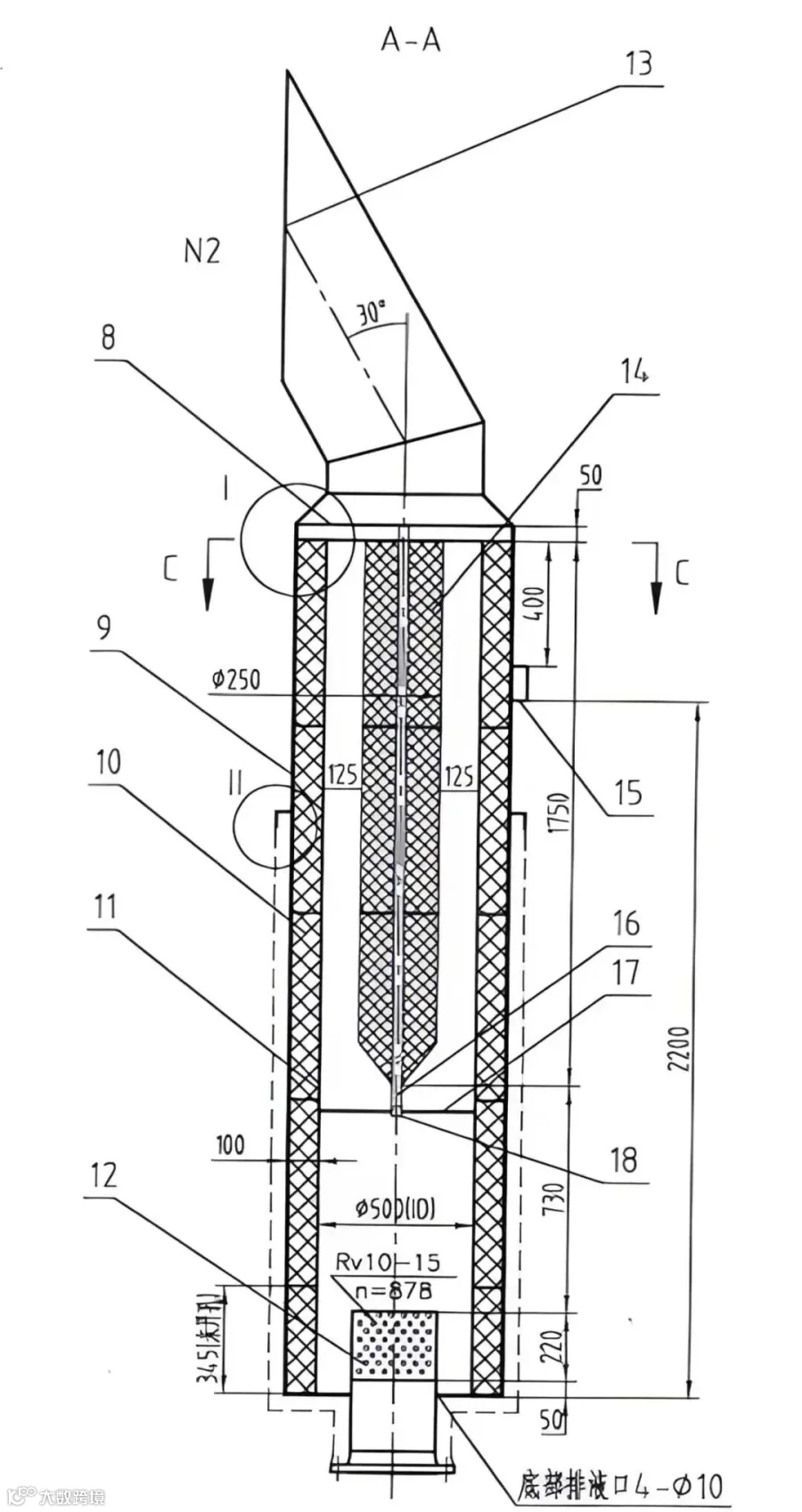
说完老问题,再回到最近这个污水闪蒸罐的排放消音器。
我们发现它的疏水设计本身也有问题。积液包底部应该设排污口和阀门,疏水管线应该从中上部插入。这样操作工可以定期从底部排污,疏水管路才不容易被堵死。
我特意去看了其他几个消音器的疏水管路,都是这么设计的,唯独出事的这个不一样。

这些垢到底是什么?我查了一些资料,结合工艺条件和垢干燥后的形态、色泽,做了个推断——没有化验分析,也不一定对,提出来供兄弟们探讨。
|
|
|
|
|
|---|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
我取了一些垢样,后面争取让领导同意拿去化验一下。有结果了我放到评论区,点个关注、收藏,别错过。
还有一个关键细节,让这件事更说得通了。
工艺人员反映,这个污水闪蒸罐的放空控制阀长期有微漏。近年来装置负荷变动,控制阀实际上处于长期关闭状态,偶尔才有个小开度。
正是这种长期关闭叠加微漏,在阀后创造了一个低压、有氧、间歇蒸干的环境——跟改造前消音器排液口下方的条件,几乎一模一样。
垢,就是这么被“养”出来的。
虽然没影响到装置正常运行,我们也没放弃深挖。
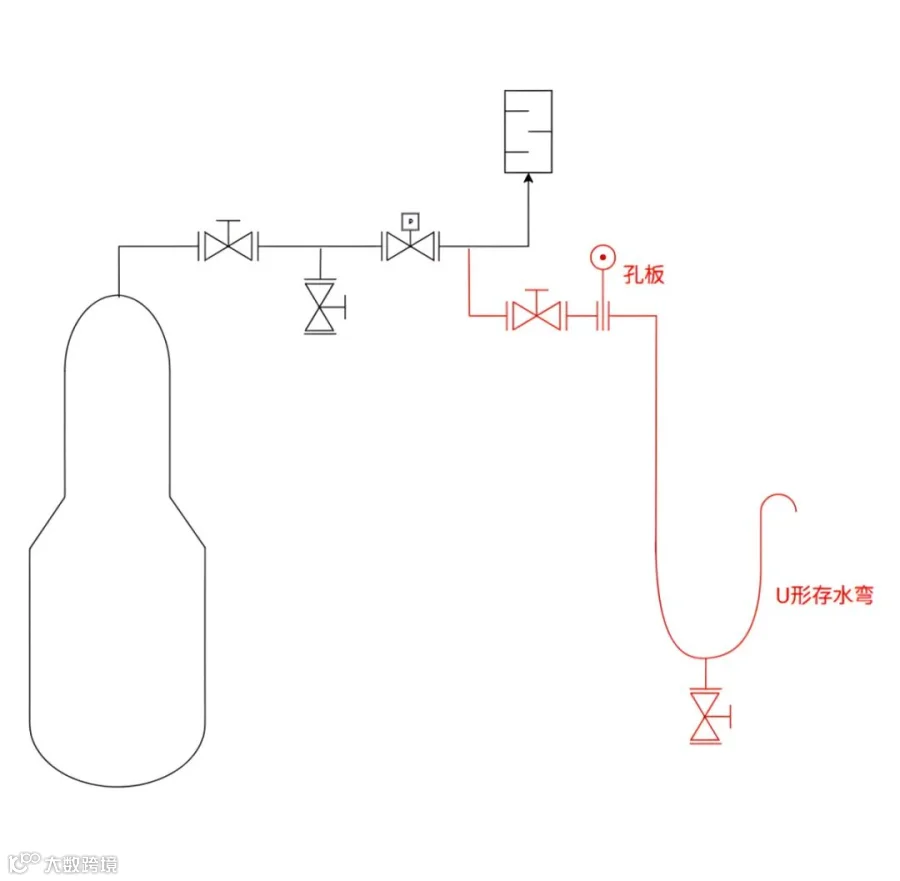
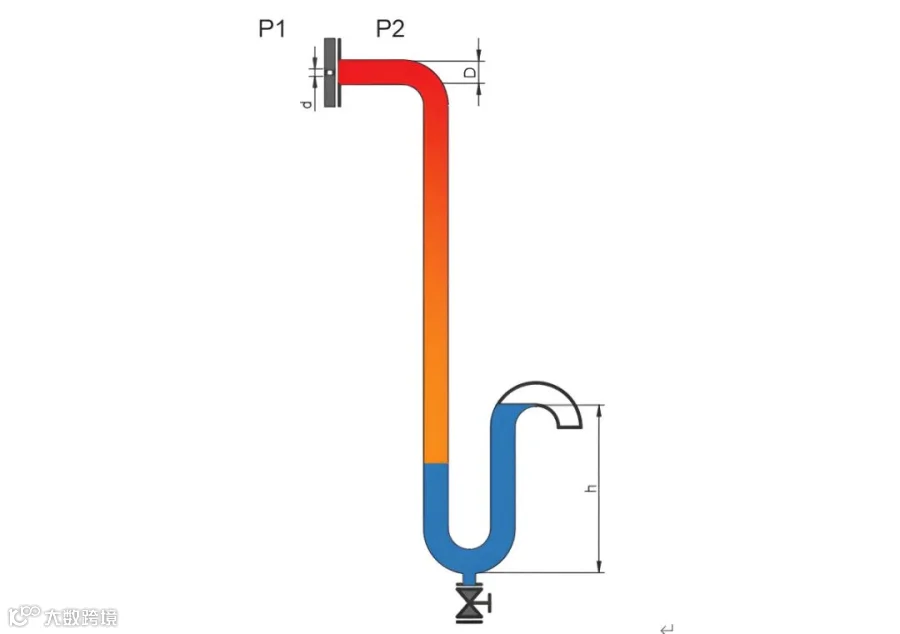
对这种控制阀后蒸汽放空、压力极低的场合,我们认为疏水阀其实是可以不用的。直接用一块孔板加一个U形存水弯,就能达到排水阻气的效果。省掉疏水阀的钱,还更不容易堵。我们为此申请了专利,已经在一部分消音器上做了改造,效果还不错。有兴趣的朋友可以一起探讨。
回头看,从排液口的一小坨垢,到积液包里满满一罐垢,说到底是同一个道理:结垢不是水的问题,是你给不给它创造条件的问题。
设计单位把积液包底部只留一个口,既排污又插疏水管,这个细节我觉得也值得商榷。
以上就是本期的一点小分享,如果对你有所帮助,点个关注支持一下呗!