
您知道么?搅拌摩擦焊装备的好坏要这样评价
-------------------------------------------------------------------------
未做过销售的工艺不是好焊工!
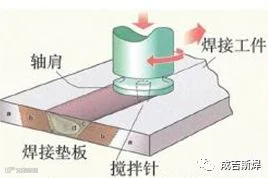
近些年,FSW成为焊接领域非常火的一个词,火到什么程度呢?不是你听说过FSW就代表你是搞焊接的,必须是你干过FSW才算是搞焊接的!虽然这么说有点儿夸张,但也是差不多了。因为啥?从航天到造船,从汽车到压力容器,貌似在国名经济各个功能的机械厂都能看到它。
您在百度搜索引擎里输入“搅拌摩擦焊”,搜出来的结果给人的感觉就是无穷无尽!随之而来的,国内开始搞FSW工艺的、FSW装备的如雨后春笋般萌生和发展,不是夸张,真是雨后春笋般的发展起来。
如果您需要FSW装备,那么在这么多选择中,您如何选择呢?笔者认为学会评价FSW水平是很重要的。说到评价FSW装备的水平,笔者认为,可以分为“主机高端+工装高端”两个方面。
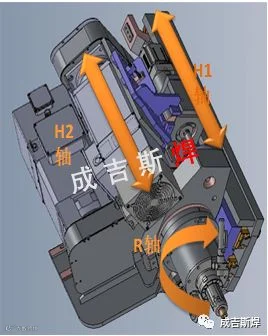
先说说主机,FSW主机从三轴的到五轴的,甚至还有机器人的。林林总总的,真是复杂。但评价水平高低,我们不妨主要看:恒压力的控制水平、主轴刚性、主机各轴精度。
我们能从市场上见到的FSW设备供应商,都会说他们的设备具备“恒位移+恒压力”双模控制模式。但实事求是的说,恒位移一般做的问题都不大,恒压力可就难说了,这个算法有关,真的很难做好,在遇到这样的问题时,最简单方法,用恒压力焊一下空间曲线焊缝,就见分晓了。
主轴一般都有专业的生产厂家,注意,这里的专业厂家不是指FSW设备供应商,是FSW供应商也要从专业主轴厂家那里采购主轴。这件事上,您看主轴指标,并于主轴厂家的历史业绩对比一下。一般情况下,只要需要的主轴不是高于专业主轴厂家历史业绩太多,问题不会很大。
主机各轴精度的事情是这样,事实上各轴的精度没必要那么高。我们经常会遇到有人用机加设备的精度去评价FSW装备,那就太外行了。我们需要的是焊接装备,不是机加工设备,精度求稳不求高,不是说精度太高不好,而是没必要,太贵了,至于精度的大致范围,这个您很容易获得。
再来说工装,与熔焊相比,FSW的一大特点就是需要强有力的工装来把待焊工件“把死”,说白了就是“把的越死越好”;当然工装还不能与搅拌头干涉,否则就焊不了;另外,工装要便于自动化操作,FSW的工装大多大、重、强,自动化水平低的话,人工劳动强度太大,或是根本就操作不了。

工装强度。工装强度尽可能高,当然在达到预期强度的情况下,结构也要轻便,我们经常在不同客户现场听客户说“这家的工装太笨重了,但结实!”。
可不要小瞧工装于搅拌头干涉的问题,在一些简单的应用场合,您可能不会遇到这个问题,但笔者曾遇到过不少于两次这样的问题,尤其是工装和主机都比较昂贵的情况下,一旦二者干涉,那就尴尬了,返工代价不是一般的高。

自动化可不是口头说说那么简单,在成本允许的情况下,还是要多上自动化装置,气缸、油缸(用的少,因为脏)、杠杆装置……,在FSW工装面前,人工的力量还是太渺小了。还记得笔者在十几年前使用国内第一台FSW设备做试验时,仅仅是简单的小平板焊缝,每拧一个螺丝都是一身汗水!

当然了,根据产品对象不同,那么对FSW装备的需求也不同,有时候,我们没必要选那么高水平的FSW装备,毕竟装备水平越高,价格也就越贵,有事还贵的有些离谱。
另外的另外,一定要注意的是,千万不要被焊接厚度限制了你的思维,很多厂家会说,我们FSW焊了多厚、多厚的,甚至100mm以上厚度的,笔者在这里跟您说,没啥意义,至少没大意义。单纯的焊接厚度,基本没什么难度。
-------------------------------------------------------------------------
图片来自:DIG
ESAB
互联网
未做过销售的工艺不是好焊工!
-------------------------------------------------------------------------