
材料加工特性
淬硬钢通常指淬火后具有马氏体组织,硬度高,强度也高,几乎没有塑性的工件材料,其主要加工特点有:
① 淬硬钢硬度高,塑性变形差,单位切削阻力大;
② 淬火钢热导率低,由于切削阻力大切削温度高,刀具磨损加剧;
③ 不易产生积屑瘤;
④ 刀刃易崩碎、磨损。
牌号特点
VR1010采用全新升级的材料技术,优异的结合力,高耐磨性的高铝基纳米涂层,搭配高温红硬性的超细晶粒基体,具有良好的加工寿命和稳定性:
① 超细晶粒基体,提供极佳的抗塑性变形和抗磨损性能;
② 强化的粘接相,具有更高的热稳定性和抗崩刃性;
③ 高铝基纳米涂层,抗氧化温度提高,可在1000℃下加工使用;
④ 特殊的产品表面处理技术,降低摩擦系数,切削稳定顺畅。
加工案例
案例1
工件材料:Cr12MoV
零件名称:模具
冷却方式:风冷
原用刀片:国外某品牌
我司刀片:APMT1135PDER-XR/VR1010
切削参数:VC:118.6m/min F:2500mm/min AP:0.15mm
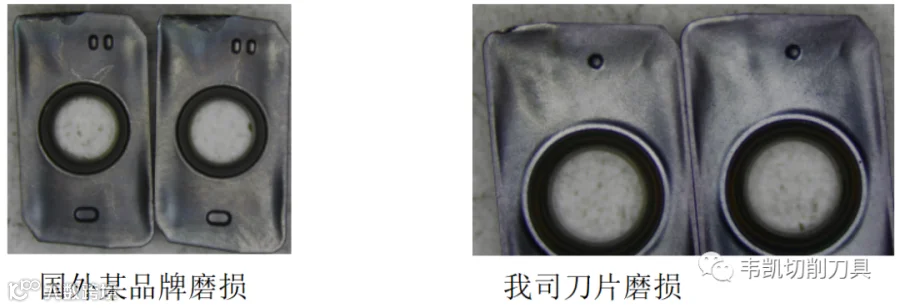
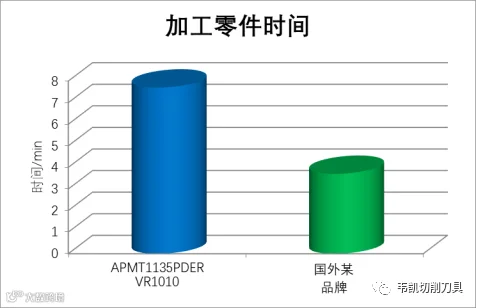
结论:国外某品牌在加工3分40秒时铁屑开始变红刀片失效,VR1010在加工到7分多钟时铁屑未见异常。我司刀片寿命提升了100%。
VR1010寿命提升100%
案例2
工件材料:焊疤料
零件名称:模具
冷却方式:水冷
原用刀片:国外某品牌
我司刀片:APMT1604PDER-XR/VR1010
切削参数:VC:141m/min F:2500mm/min AP:0.3mm
结论:国外某品牌加工25分钟,我司VR1010加工42分钟,寿命提升了68%。

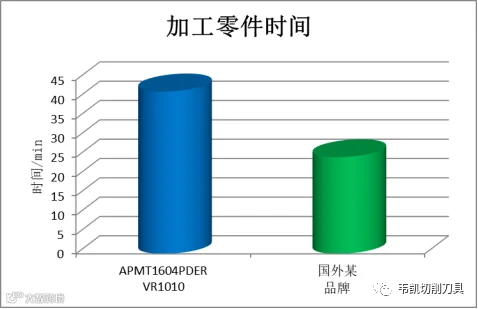
VR1010寿命提升了68%
-·-·-·-·-·-·-·-·-·-·-·-·-·-·-·-·-·-·-·-·