

Q-MAX是一种气体旁路设备(Gas Bypass System),由哈里伯顿公司研发制成,它是迄今为止电潜泵业内最高效的除气产品。Q-MAX旨在提高油井开采量,因为高气体含量常常是限制开采的重要因素之一。
这项专利分离技术能促使气泡扩张,更加自如地与井液分离。在最大页岩油盆地的数百次现场应用表明,哈里伯顿Q-MAX气体旁路设备能够在更高气油比条件下运作,并将油井压力降低到过去采用电潜泵无法实现的程度。
哈里伯顿Q-MAX气体旁路设备

Q-MAX气体旁路设备可以跟旋转气体分离器和泵充电器一起安装。它的节流器尺寸多样,可以实现最有效的油气分离程度。此外,结合变速传动装置,该设备还能减少水平井气塞,且程度是电潜泵无法企及的。
适用环境:
非常规油井
无法使用标准油气分离设备有效分离气体的高气油比井
气举转换成电潜泵的转注井
气井排水
水平井
气塞井
产品特色:
专利分离系统,最大程度地降低高气油比环境的水位
耐磨结构,适用于多砂环境
弹性结构,使不同范围的效率最大化
产品优势:
通过最大程度降低水位,扩大开采范围。
在具有挑战性的环境中,通过减少停机时间和重启时间,显著增加采油量。
凭借高效的油气分离技术,能够在以前不可操作的高气油比井内作业。
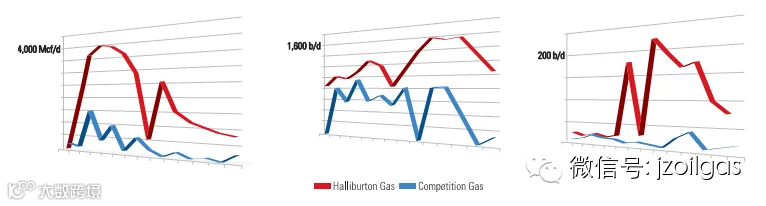
采用哈里伯顿技术的井与采用同类技术井产量相比
1、案例一
某北美石油公司希望提高曾经采用气举开采的油井的水位降幅,增加采气量;这口井气油比高达2,280,因此无法使用电潜泵。哈里伯顿在电潜泵管柱上安装了Q-MAX气体旁路设备,用以分离气体。作业一年之后,采气量从650 Mcf/d 增至1168 Mcf/d,泵吸入压力下降到850 psi。
2、案例二
在北美,某油井气油比达到3,250,导致作业断断续续,双层完井的工艺难度加大。哈里伯顿进行了一次测试。在测试中,油井先用竞争对手的旋转分离器开采30天,然后替换成哈里伯顿的Q-MAX气体旁路设备。20天后,竞争对手设备的采油量为154b/d (25立方米/天),其间出现气锁和间歇性作业问题。Q-MAX设备的采油量要比其高出95%,达300桶/天(48立方米/天),作业连续,并且井口压力从1,000psi降至300psi。
3、案例三
奥克拉荷马州Alfalfa县某石油公司有一口最具挑战性的油井要开采——密西西比石灰岩井。该井的开采和水位下降方面都表现不佳。哈里伯顿决定在该井的开采中运用Q-MAX气体旁路设备。选用该设备是看中了该设备用泵范围,专利气体分离系统、以及它的耐磨系统配置。运用该设备后取得的成果是,井筒积液静压降低了200 psi,采油量和采气量分别增加160b/d 和1.8 MMcf/d。
采用Q-MAX作业前面临的问题:
维持连续作业、将降水和降低泵吸入口压力效果最大化,提供易于控制的游离气体入口进入油泵
控制稠油作业以最大化地延长设备运行寿命
解决方案:
运用Q-MAX气体旁路设备,在气体进入油泵之前,使气体跟井筒液体隔离
安装HAL 400 1250泵,使其以600–700同/天的速率开采
利用InteLift系统进行全天候远程监测和控制
借助专利气体模式软件来操控变速传动装置,帮助解决气阻问题
耐磨系统配置
成果
采油量增加160桶/天
采气量增加320万立方英尺/天
降水提高了200 psi
通过减少动力需求,降低客户运营成本
(来源:科技情报组)