


全文 1320 字,阅读时间 3 分钟
水下焊接通常采用电弧焊接工艺,也可通过潜水员进行作业。一般来说,水下焊接是手动实施或使用机械化焊接设备进行。
现在,西屋公司的工艺组合中又增添了激光束焊接技术,成为核电工业水下维修的可行选项。较传统的焊接方法,水下激光焊接在多种核应用中具有明显的优势。实际上,水下激光焊接特别适合于为减缓应力腐蚀开裂(SCC)所进行的镶嵌焊接和包层焊接,以及对高辐照部件的焊接。
描述
激光焊接是一种使用激光束(而不是钨)和焊条的远程焊接工艺。在许多要求苛刻的应用中,水下激光焊接可以形成精准且可重叠的焊缝,并且质量一次达标。例如,为减缓SCC,该工艺可用于堆积耐腐蚀层或镶嵌焊接。还可以对已有裂缝进行密封,最大裂缝宽度可至0.5毫米(约0.020英寸)。
水下激光束焊接 vs 气体钨极电弧焊接
水下激光束焊接(ULBW)与气体钨极电弧焊接(GTAW)所用的焊料是相同的,这种焊料能与基材很好融合。
焊料被导入由激光束所产生的熔池中,其方式与使用气体金属电弧焊机进行焊接时所用的方式非常相似。然而,ULBW是全自动焊接工艺。就这一点而言,ULBW与使用机器进行的GTAW不同,后者在焊接期间,需要由操作人员进行调整。
可靠的焊接性能
激光束的精准热输入和稀释控制能保持焊接质量始终如一。焊接化学试验表明,较低的热输入能保证较高的沉积纯度。
不同的应用用途
激光的光纤传输可使焊接系统的复杂性降到最低,并使得为狭窄空间与远程应用而开发焊头的广泛应用成为可能。自动化工艺使该应用成为一些施工场所的理想选择,如核电厂的高辐射区域。
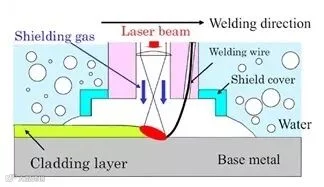
水下激光束焊接图解
(shielding gas-保护气体 laser beam -激光束 welding direction-焊接方向 weld wire -焊料 shield cover-屏蔽罩 water-水 cladding layer-包覆层 base metal-基材金属)
其它潜在应用
ULBW主要用于维修/维护作业。较传统焊接方法,激光焊接的独特优势在于其可以缩短工期、降低辐照剂量、或减少返工量。反应堆压力容器管座至安全端的焊缝使用了合金600,这是易受一回路水应力腐蚀开裂(PWSCC)影响的区域。西屋公司目前正在开发缓解合金600应力腐蚀开裂的规程。
回火焊道焊接
美国机械工程师协会(ASME)已经完成了一个规范案例,即使用ULBW对低合金钢进行室温回火焊道焊接的需求。硬度和夏比冲击试验已经表明,使用ULBW工艺可以成功地实现回火,其结果超过了取自原始基材金属的结果。
在拉伸试验、侧向弯曲试验、扩散氢试验,δ铁素体和微观检验中,都取得了令人满意的结果。详细结果可根据要求提供。
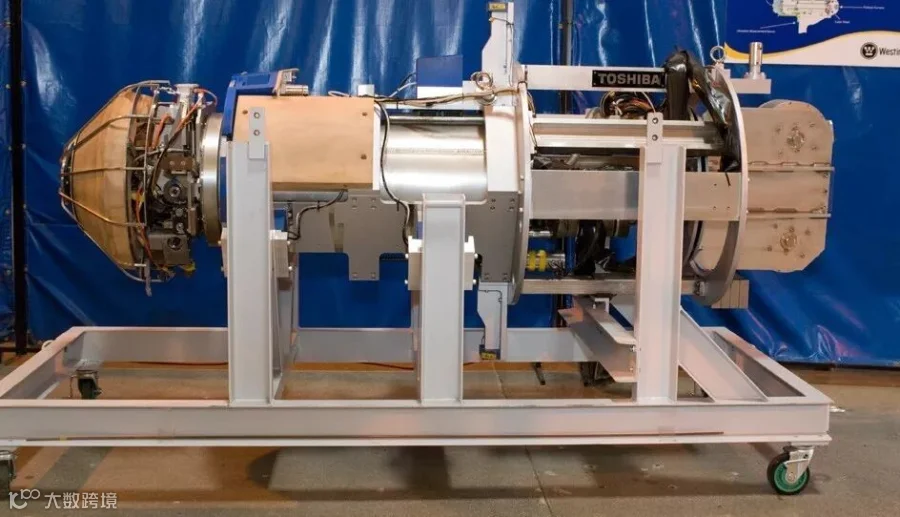
用于反应堆压力容器管座的水下激光束焊机

低合金钢上堆焊的三层52MS合金
好处
焊头紧凑,可适用于各种几何形状。
对基材金属的低热输入:约2.5-7.6kJ / 英寸(1- 3kJ / cm)。大约是标准钨极惰性气体焊接热输入的10%。
该工艺不会使周边材料敏化。
密封能力消除小裂缝,并无需对昂贵的硬件进行维修或更换。
对高度辐照部件的焊接结果有保证。
激光发生器可以远离作业区域,最远可达1000英尺(300米)。
经验
在ULBW和其他激光焊接工艺方面,西屋有着多年的开发经验:
2006年,ULBW成功地应用于一台喷射泵的修复。
光纤激光喷丸技术成功地应用于反应堆压力容器(RV)的主管座上。此设备类似于应用ULBW减缓RV管座PWSCC所设计的设备。
光纤激光喷丸技术已成功地应用于10家核电厂中的各种贯穿管座和堆芯保护罩上。
本公众号发布的内容均为原创,
如需转载,请通过微信提前告知小编。
欢迎关注西屋电气官方公众号
