

在全球能源变革和数字化转型升级的浪潮中,选煤厂作为国家能源建设中煤炭行业的重要部分,正面临着智能生产、安全保障、绿色环保和市场竞争等诸多方面的压力和挑战。为了应对这些挑战,选煤厂在保证传统技术优势的同时,更需要在技术和管理创新上寻求突破,提出更全面高效的智能化解决方案,来推动未来煤炭行业的数字化转型发展。
为响应国家关于智能化发展的战略部署,解决目前选煤厂智能化的发展困境,笔者提出了较为完善的智能化选煤厂一体化管控平台的设计及应用过程。该平台通过集成前沿的信息化技术、工业互联网技术、大数据技术、人工智能技术等,实现对选煤厂生产、安全、环保等各个环节的智能化管控。该平台可优化生产流程,提升选煤厂生产效率;降低运营成本,提高安全性和可靠性。笔者从研究现状与发展趋势分析、平台总体架构设计、架构层次逻辑及实现方法、平台在选煤厂的应用以及未来发展方向等,深入探讨智能化选煤厂一体化管控平台设计与应用,为选煤厂智能化建设和数字化转型提供理论支持和实践指导。
目前,国内选煤厂的智能化发展仍处于初级阶段,随着相关国家政策的陆续出台,煤炭产业逐步迈入高质量转型发展阶段和智能化技术的持续创新阶段,煤炭行业智能化呈现出加速发展的态势,未来成长空间巨大。
近年来,选煤厂智能化建设在智能分选、智能压滤、智能加药、智能装配、智能照明及定位等环节逐步构建了生产现场智能化,采用工业通信和物联网技术对选煤厂的智能化数据进行精准采集和规范化集成,实现了生产管理过程中的自动化洗选、综合调度指挥,并初步完成简单的智能管理平台,一定程度上实现了选煤生产的智能管控。但整体来说,智能管控平台尚未形成一体化、标准化的平台架构建设,在选煤厂的多元业务协同、全方位生产管控、全过程优化配置和精准辅助决策等方面还存在着一些问题:业务数据共享和协同效率低下、缺乏统一的数据标准和管理规范、尚未实现全面智能化控制、缺乏生产过程的全面监控和管理、优化算法和模型应用与生产实践应用结合不够紧密、难以实现精准决策等。实现选煤厂高级智能化水平,整体自主化协同管控的目标还有一定差距。
未来,智能化选煤厂一体化管控平台将向着全面智能化、高度集成化、智能化决策支持、安全生产、绿色环保、模块化设计、智能化维护以及人机协同等方向迈进,推动煤矿行业的智能化升级和可持续发展。
智能化选煤厂一体化管控平台的设计理念旨在构建统一的管控体系,通过安全、高速的统一网络架构实现生产控制全面感知和数据互联共享,实现智能管理与智能决策。一体化管控平台在设备层、控制层基础上,规划统一网络架构、智能化数据中心、一体化云原生平台、标准工业互联数据平台、智能生产管理层和智能分析决策层,智能化选煤厂一体化管控平台总体架构设计如图1所示。
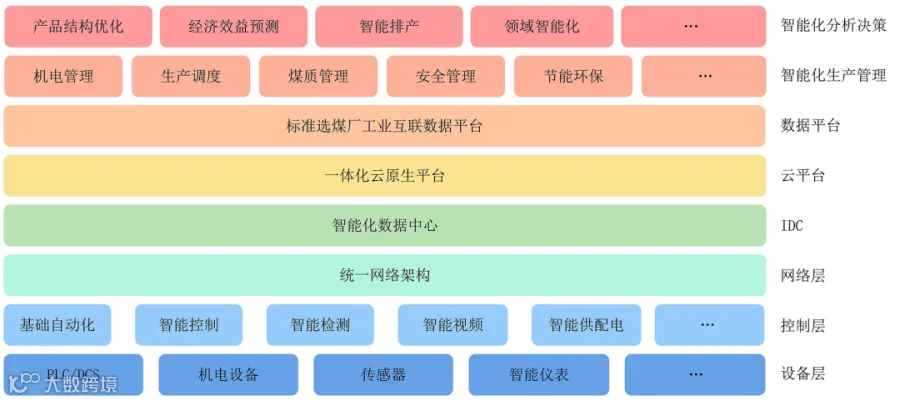
智能化选煤厂一体化管控平台的建设依赖于选煤厂底层的设备层和控制层,根据实际的设备和生产控制系统情况,实现分析系统间的条件闭锁、数据互联、指令联动等功能。
(1)设备层
设备层是支撑一体化管控平台的基础。平台通过PLC/DCS、机电设备、智能仪表、监测传感装置等智能设备,采用主流、统一的网络接入协议或标准,通过现场总线网络实现设备互联,采集最全面的基础生产数据。
(2)控制层
控制层是一体化管控平台实现智能控制上传下达的执行官。通过生产控制系统、单机自动化系统、视频监测系统、智能控制、智能检测等多个智能控制系统的协同运行,向下实现根据上层指令对设备层的智能控制,包括设备启停、运行参数调整、反馈优化等,向上实现设备状态、实时监控、智能识别、故障报警等生产数据的智能处理和传输。
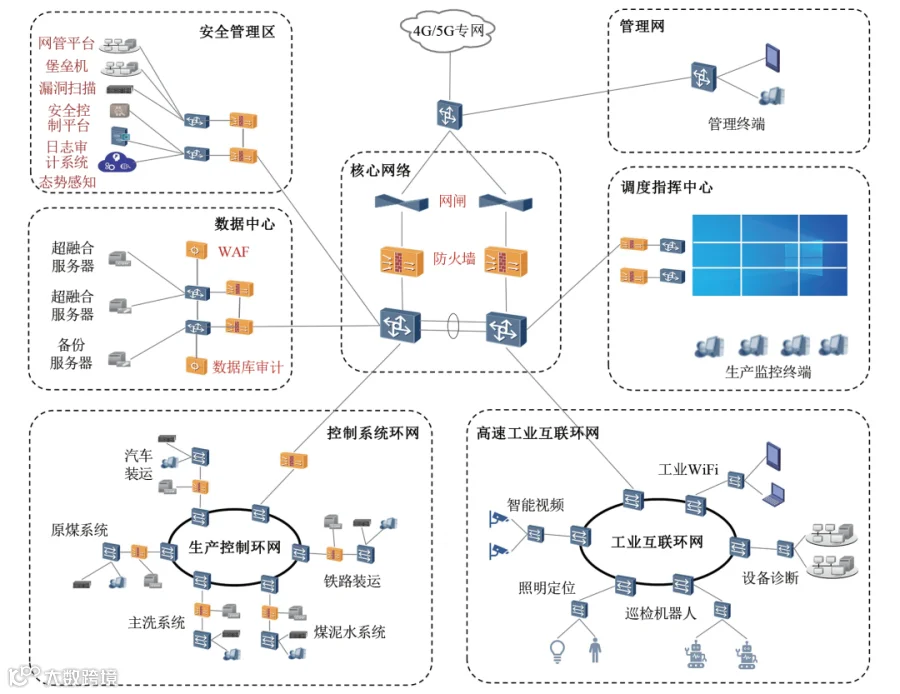
在网络层使用统一网络架构为一体化管控平台提供了基础的数据通信链路。智能化的关键在于实现所有子系统的互联互通。统一网络架构将选煤厂核心网络与生产控制环网、高速工业互联环网、数据中心、调度指挥中心、安全管理区和管理办公网等进行连接,其中高速工业环网的设计,解决了选煤厂在智能化建设过程中部署的各类现场子系统,如视频监控、视频分析、人员定位、智能照明、机器人巡检、设备诊断、工业WiFi、门禁等。
为了满足日益严格的网络安全要求,统一网络架构采用分部式安全理念搭建网络安全监控体系。在生产控制网的控制单元边界以及数据中心、调度指挥中心入口部署防火墙,保障生产区域安全稳定;核心网络与4G/5G、管理网连接时使用防火墙、网闸隔离,保障核心网络安全稳定;构建安全管理区,部署网管系统、堡垒机、漏洞扫描、网络杀毒、日志审计、准入控制等一系列网络安全管理工具,实现网络安全防范、网络态势感知、网络异常预警,并进行网络安全等级保护测评与认证,进一步提升网络架构稳定性、可靠性。
统一网络架构形成一网覆盖体系,实现选煤厂生产、监测、控制、管理等业务及系统的高效互联,消除网络孤岛与数据孤岛,为数据联动、智能协同打下基础。选煤厂标准网络结构如图2所示。
智能化数据中心是一体化管控平台实现数据智能管理的硬件保障。随着核心计算设备与网络设备的日益复杂化,智能化建设对运行环境的要求也日益严格,因此现代化的数据中心机房成为这些关键设备稳定运行的重要基石。智能化数据中心利用统一网络架构与分散的各类控制、监测、分析子系统高效互联,如PLC控制系统、设备健康检测系统、边缘视频分析系统、机器人巡检系统、智能采制化系统、智能供配电系统、生产管控系统、ERP系统等等,实现了中心联动,构建了智能化选煤厂IT核心设施。智能化数据中心应用如图3所示。

智能化数据中心集双路供电、UPS、安防门禁、新风、空调、模块化机柜、动环监控、气体消防、综合布线、服务器虚拟化于一体,为核心计算设备提供一个稳定、可靠的物理环境。超融合系统的核心在于通过软件定义数据中心,实现自动化管理和优化资源;通过物理服务器组建超融合服务器集群,整合所有节点的计算、存储、网络资源形成资源池;利用虚拟化技术按需为应用服务器分配、扩充资源,结合数据副本机制和故障转移机制,大幅提高了数据中心灵活性、安全性、可靠性和可扩展性。建设安全可靠的智能化数据中心,统一网络架构中的网络传输设备、网络安全设备,对管控平台所涉及的各类基础软件、数据库软件、应用软件等进行信息安全等级保护测评及认证。
一体化云原生平台是一体化管控平台开发、部署、运维、管理各类应用的数字底座,支持在超融合服务器、简单虚拟化服务器、物理服务器等环境进行集群部署,充分利用各种服务器资源。云原生平台使用kubernetes、glusterfs、heketi等组件,实现了对计算、存储资源的“集群化”管理,使用openelb构建集群网络负载均衡器,实现集群内、外网络交互。一体化云原生平台架构如图4所示,集成集群自动化部署方案,同时结合kubesphere实现对计算、存储资源的可视化管理和运维,实现基于OpenPitrix的应用可视化管理、部署和运维。使用harbor构建智能化选煤厂应用仓库,基于helm charts封装应用,在云原生平台下提供丰富且标准易用的行业基础组件。
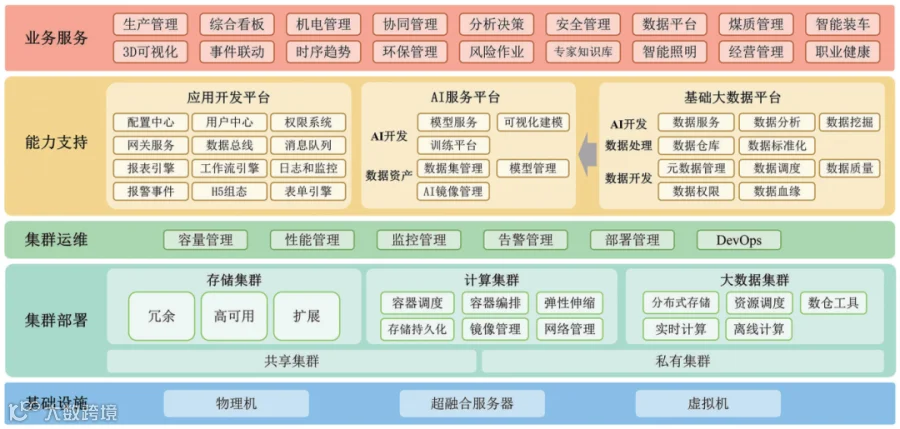
云原生平台利用容器化技术和微服务架构,将原本复杂的各类管理应用拆分为若干个独立的微服务模块,每个模块都具备高度的自治性和可复用性。在云原生平台下对这些微服务模块进行部署、运行和维护,为微服务模块提供了高效、稳定、安全的运行环境。同时,云原生平台发挥自动化运维、弹性伸缩和智能监控与分析等功能,提高了选煤厂智能化应用程序的开发效率、可维护性和可扩展性。
为了提升云原生平台的服务能力,平台还进一步开发部署了统一用户中心、统一日志、融合门户、工作流引擎、表单引擎、配置中心、消息队列等基础服务,并搭建了大数据基础平台,利用数据仓库、数据湖等技术,为数据汇聚、治理、挖掘及AI服务提供支持,强化了上层业务系统的连续性、扩展性和用户体验,也降低了业务系统的开发成本。
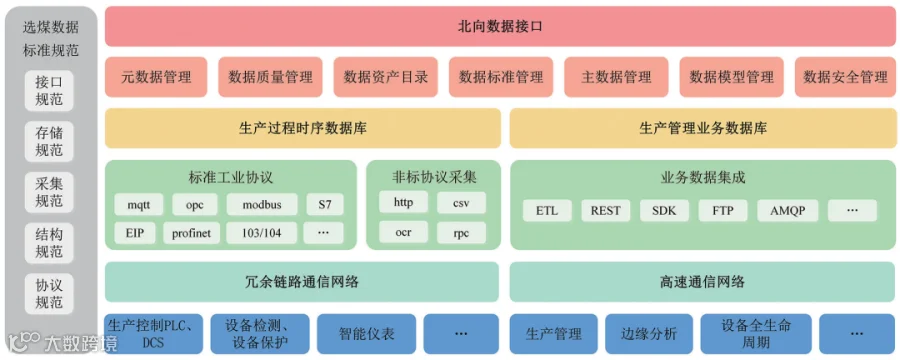
标准选煤工业互联数据平台是构建选煤厂全场景智能化的关键一环,通过构建完善的统一数据标准平台架构,建立标准数据规范,以规范为准则,自下而上建立5层数据标准化过程。数据标准化应用,结合选煤厂生产业务需求,建立数据标准化应用层,实现数据挖掘和可视化呈现。
(1)数据采集标准化,选择合适的采集工具或定制采集方案,定义统一的采集模板和数据清洗校验机制。
(2)数据协议标准化,采用标准化协议或协议转换工具,实现数据的高效传输与集成。
(3)数据存储标准化,对数据进行深度清洗、转换和整合,实现生产业务数据的结构化存储。
(4)数据结构标准化,利用元数据交换机制实现数据的结构化存储,建立模型机制,实现主数据管理策略。
(5)数据接口标准化,对数据库使用API进行封装和抽象,确保接口达到标准化要求。
根据选煤厂各类控制、监测、管理、分析系统中数据的特性,大致将数据分为时序数据和业务数据。
(1)时序数据主要采集选煤厂用于生产控制和检测的传感器、控制单元,如设备的运行状态、保护报警状态、电流、流量、仓位、液位、开度、密度、压力等。时序数据通常采用标准的工业协议进行传输,如EIP、S7、Modbus、OPC等。平台利用以上标准协议对数据进行高精度、细粒度的采集,并传输至生产过程时序数据库,如InfluxDB、TimescaleDB、IoTDB等,利用其高效存储、高性能读写、实时数据处理等特性,提供更大规模的数据支持和更长时间的数据存储。
(2)业务数据一般为结构化的关系型数据,如产量、消耗、煤质、设备全生命周期、机器人巡检记录、智能视频分析记录等。标准数据平台通过ETL、web api、SDK、消息队列等通用接口采集目标数据,存储至生产管理业务数据库,通常采用关系数据库如SQL Server、MySQL等进行存储。
标准选煤工业互联网数据平台如图5所示,对生产过程时序数据和生产管理业务数据实现统一管理,包括元数据管理、数据质量管理、数据标准管理、数据模型管理等,并实现标准北向数据接口服务,向上层业务开放数据访问功能。数据接口服务使用统一的身份验证、限流拦截、接口鉴权、日志审计,保证数据平台的安全、稳定运行。
基于云原生平台和标准选煤工业数据平台,一体化管控平台构建智能管理与决策应用群,逐步实现生产监控、生产管理、分析决策、生产协同等全要素智能化、信息化,最终形成智能化。具体而言,一体化管控平台主要实现了统一用户管理、统一身份认证、工作流、报警事件中心、融合门户、移动APP框架等功能,同时对接标准数据平台,实现时序数据、业务数据的访问和控制、智能管理与决策应用架构等,智能管理与决策应用架构如图6所示。

智能化生产管理应用,对生产、煤质、设备、能耗等全过程生产管理业务实现信息化、流程化管理,关键的生产管理应用包括以下16个方面。
(1)生产计划管理:实现全厂、各生产系统的年生产计划、月生产计划的申报、审批、下达、执行情况跟踪、异常情况反馈等功能。
(2)生产调度管理:实现生产过程中的产量、时间、仓储、消耗、人员、故障进行记录、统计并自动生成业务报表。
(3)煤质化验管理:实现在线灰水仪、智能采制化、离线人工化验等各类煤质监测手段的集中、统一数据管理、跟踪、分析。
(4)设备全生命周期管理:实现机电设备履历、设备资产、设备档案到设备运维、检修、保养、巡检、缺陷等全过程的信息化、流程化管理。
(5)安全健康管理:实现选煤厂安全生产、风险管控、职业健康、安全培训、安全考核、事故查治、安全生产责任制度等功能。
(6)能耗成本管理:实现选煤厂水、电、风、介、药剂、材料配件、人工时计量等各类消耗、成本管理,并根据生产情况统计全厂、生产系统、班组的单耗、趋势等指标。
(7)生产技术管理:实现选煤厂原煤筛分浮沉资料的管理,实现可选性曲线、分配曲线等技术管理工具、报表。
(8)门户融合应用:对选煤厂各种智能检测、智能控制、智能辅助子系统进行数据融合、事件融合、应用融合,实现一体化管控平台对各类子系统的功能、数据的统一访问、数据集成、管理联动,关键的子系统如机器人巡检、智能分选、智能压滤、智能浮选、智能供配电、动环监控、智能网管、智能装车采制化等。
(9)分析决策应用:实现选煤厂生产过程、生产工艺、设备健康、生产组织等各环节的数据分析、优化建议、异常诊断,对全厂生产过程实时全面感知、深度优化协同、准确预测预警。关键的分析决策应用如下:
(10)产品结构优化:根据原煤筛分浮沉数据资料及选煤厂工艺、选煤方法预测产品结构,根据原煤质量情况、设备分选性能,预测分选产品的结构组成情况,并对分选产品结构进行优化。
(11)工艺效果评价:评定各工艺环节或者设备的工艺性能水平等级,排查出影响产品质量和分选效率 的因素,采取针对性措施加以改进。
(12)生产指标预测: 完成主要产品指标、分选环节工艺参数、操作参数的在线或离线预测,并实现优化计算。
(13)经济效益预测: 根据分选指标、产品质量要求指标、不同工艺生产成本构成情况后,通过系统模拟计算预测分选后产品的经济效 益情况。
(14)设备健康评价:综合分析全厂设备的静态参数、运行记录、电流综保、温度振动等各类数据,分析设备潜在的故障风险、健康状态,实现预测性故障分析。
(15)AI专家系统:利用人工智能、大数据、机器学习、知识库、大模型等技术,建立基于文档资料、专业知识、生产数据、故障库、模型预测的AI专家系统,实现对生产、工艺、机电等环节的专家辅助功能。
(16)通过全厂1∶1建模和建设数字孪生平台,集成一体化管控平台所有关键基础数据,利用人工智能、大数据等技术,进行生产控制与生产管理的全要素实时孪生与模型预测,实现在虚拟世界漫游巡检、工艺模拟、生产仿真、异常风险预警等功能。
通过不断地技术积累、科研创新、工程应用、迭代升级,智能化选煤厂一体化管控平台近期分别在国能准能集团选煤厂、陕煤集团柠条塔选煤厂、国家能源集团李家壕选煤厂、山东能源三河口选煤厂、淮北矿业涡北选煤厂等实施应用,柠条塔选煤厂应用效果如图7所示。

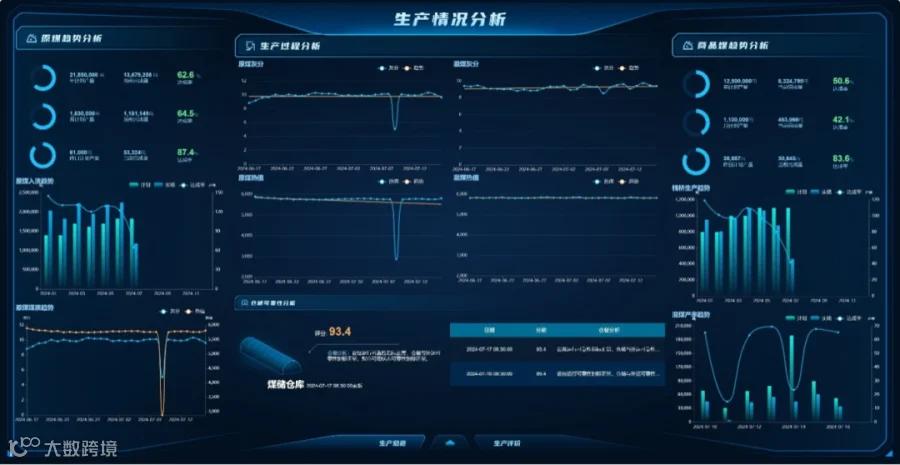
在实践应用过程中,一体化管控平台以平台总体架构设计为依据,针对选煤厂实际生产工艺、设备基础,详细分析生产控制过程、业务管理过程、监测监控过程、业务联动过程等细节,制定基础设施方案、数据融合方案和平台架构方案。根据控制、监测、视频、智能化子系统、管理业务的分布、规模和互联情况,制定一网覆盖体系架构与数据中心算力支持方案并安装实施。根据上层业务系统与分析应用的需求,对控制系统、监测系统的传感器、设备状态、环境监测等时序数据以及管理业务的关系数据进行整理标准化,针对不同的控制系统协议开发部署高性能数据采集、业务管理系统、数据集成工具,形成标准选煤数据平台,达到百亿级数据标准化归档,并满足未来10年以上数据增长要求。根据业务管理流程及优化提升方案,建设一体化管控平台应用群,逐步实现选煤厂全过程数字化、智能化管理与分析决策,陕煤集团柠条塔选煤厂生产情况分析应用效果如图8所示。
智能化选煤厂智能一体化管控平台的应用,实现了选煤厂的统一管理与生产运维,在多个关键领域都表现出显著成效,尤其在提升生产效率、优化成本消耗、加强安全保障和实现智能管理等方面产生了积极影响。
(1)在生产效率方面
智能一体化管控平台凭借先进的数据监控和智能算法,自适应调整设备参数,优化生产流程,精准调控,同时预测生产趋势,实现了全面的智能化、精细化管理,确保选煤生产稳定高效。
(2)在成本消耗方面
智能一体化管控平台通过减少人力、物力和能源浪费;实时监测设备状态,预防故障,减少额外成本,提高了生产经济效益。同时,对生产成本数据进行实时监控分析,帮助管理人员精准控制成本,实现更高效的成本管理。
(3)在安全保障方面
智能一体化管控平台通过智能传感、实时监测安全风险因素,迅速识别潜在隐患,有效预防事故。平台运用强大数据分析能力预测潜在风险,制定防范措施,降低事故发生率,为选煤厂安全生产提供坚实保障。
(4)在智能管理方面
实现了生产、设备、安全、环保、管理等子系统的集成,数据高效互通共享。借助人工智能和大数据技术,平台助力精准制定生产计划和决策方案,全面把握市场动向。支持远程控制、移动办公、3D模拟等先进技术,实现监控可视化、图形化,提升智能化运维效率和数字化管理水平。
智能化选煤厂一体化管控平台的成功应用,提升了企业的数字化生产力,强化了数据驱动的管理与决策能力,创新性地推动了企业协作效率的提升,为企业迈向全面数字化与智能化转型注入了强劲动力。
选煤厂智能一体化管控平台的总体架构设计与实施方法,有效解决了选煤厂在数字化与智能化转型过程中面临的数据共享、标准规范统一、全过程生产监控、智能决策辅助以及协同管理等关键问题。使得选煤厂的生产流程更加智能化、精细化,推动了选煤厂的数字化转型与升级,并为未来选煤厂的智能化建设提供了借鉴经验。下一步将集成人工智能与机器学习技术、融合云计算与边缘计算、提升数据分析与决策的精准度、增强用户交互体验等多个方面持续深化研究与实践,构建更加统一、完善的智能一体化管控平台,推动整个选煤行业的持续进步与发展。
中矿金程(北京)软件工程研究院有限公司
联系电话:18831181811
地址:北京海淀清华东路16号3号楼1001室
网址:www.zkjc.com.cn