
 折痕产生的机理
折痕产生的机理
1. 棉针织煮漂及染色加工一般都在溢流缸中进行,整个加工过程中织物都保持绳状状态,纤维在染机中不断弯曲变形,原来的氢键不断被破坏,新的氢键不断形成,有时新形成的氢键不能完全回复,故而在织物表面形成鸡爪印、死折痕。
 ▲ J型溢流缸
▲ J型溢流缸
折痕产生的主要工艺步骤—煮漂
1. 一般的染整工艺流程为:备布→缝头→落缸煮漂→染色→皂洗→固色→柔软→出缸→脱水→震波机或风筒机干布,一般比较多人认为折痕的形成主要是在染缸中中,而我们的工程师经过严谨实验论证:其实大部分的棉针织在煮漂阶段已形成折痕,只是未染色前不容易观察出来。
2. 根据我们工程师多年经验证实:容易在煮漂阶段就出现折痕的织物和设备有以下种类:
织物原因:克重较少或者较大(如:克重<150g或>300g)的单面棉织物,尤其棉拉架(带氨纶)织物;
设备原因:相比L型溢流缸,J型溢流缸由于拉伸力强,更容易出折痕;而气流缸更不容易出折痕,因为织物在喷嘴处被高压气体充分吹开,纤维从紧张状态下得到“休息”,有利于内应力的消除以减少折痕问题;
350g纯棉针织绒布(染色后无折痕)
140g纯棉针织汗布(染色后无折痕)
煮漂折痕的解决办法
1. 一般方法:在煮漂、染色时候加入聚丙烯酰胺类型的润滑剂(如浴中宝),此类型的润滑剂的主要作用是“减少织物之间、织物与机械之间的摩擦”,但很难解决煮漂时形成的折痕。
2. 本文解决方案:在煮漂时通过以下的助剂、工艺、操作去改善折痕,经过多个客户应用证实,有满意的效果。
助剂:A、优选高力份和溶解性的聚丙烯酰胺类的浴中防皱剂JET(非离子),其作用是减少织物之间、织物与机械之间的摩擦;B、选用新型的防皱柔软剂RCE(非离子),其作用是赋予织物自身良好的柔软平滑作用,并具有匀染性。以上2个助剂的联合使用,是本方法的核心。
工艺:降低升温速率;重点是降低降温速率,一般为1.0~1.5℃/min为佳。

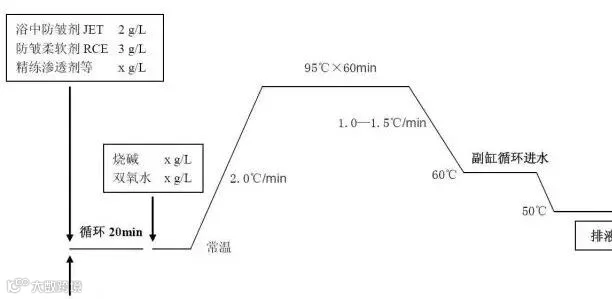
煮漂前先加入精练渗透剂等,浴中防皱剂JET和防皱柔软剂RCE,先不升温,待进布后循环20分钟,使坯布充分润湿,助剂与织物纤维充分反应。如需要漂白,则可以在升温前加入烧碱和双氧水。
降低升温速率;尤其是降低降温速率,一般为1.0~1.5℃/min为佳;且必须要完全降温至50℃才能排液进行染色。
1. 为防止折痕的产生,建议在染色时候也加入聚丙烯酰胺类型的润滑剂—浴中防皱剂JET,并降低降温速率。
2. 脱水干布时,可采用平幅轧水干布的方式,即提高了干布效率,也有利于折痕问题的解决。
3. 布车堆布时建议重量不可过大,时间不可过长,特别是湿布存放时。
4. 如果是棉拉架(带氨纶)织物使用本方案无法彻底解决折痕问题,可以考虑预定型工艺。
 此文章来自网络如有侵权请联系我们删除
此文章来自网络如有侵权请联系我们删除