
1.1 再生涤纶的性能
再生涤纶是通过回收废弃的聚酯产品,如塑料瓶、泡料等,经过处理后再制成纤维,它可以循环再利用,是绿色环保纤维。环保理念主要体现在4个方面:①减少废弃物品的数量和对环境的污染;②降低能源消耗和碳排放;③循环再利用;④节约石油资源。再生涤纶为废旧塑料制成,生产成本较低,因此在价格上也比传统涤纶更加实惠。在性能上,再生涤通常比普通涤纶更柔软,轻盈,且更容易染色。
1.2 丝光羊毛的性能
丝光羊毛是羊毛经过丝光工艺,破坏羊毛表层的鳞片,从而减少了羊毛的顺向和逆向摩擦因数之比,使羊毛光泽度显著提高。丝光羊毛不起球、不缩水,即使经过水洗或洗衣机揉搓后也不会因鳞片间的黏连而缩水,同时丝光防缩羊毛具有吸湿性强、保暖性能好、强度高、弹性回复性能好,手感柔软,身骨挺括,颜色纯正,光泽自然柔和,不易沾污等特点,其制品穿着舒适颇受广大消费者的青睐。
1.3莫代尔的性能
莫代尔是一种木浆的纤维素纤维,属于人造纤维的一种,因该产品原料全部为天然材料,是100%的天然纤维,对人体无害,对环境无污染,并能够自然分解。莫代尔面料具有柔软、光滑、细腻、色泽艳丽、抗皱等特点,同时还具有良好的吸湿性和透气性,被广泛用于服饰、家居用品等领域。
2、原料的选配与养生
原料的选配对成纱质量起决定性的作用,在保持产品质量稳定,满足客户需求的前提下,还需考虑节约原料降低成本,因此合理选择原料配比是保证成纱质量和纺纱利润最大化的关键因素。
2.1 丝光羊毛的选用
2.1.1 丝光羊毛物理指标
为保证成纱质量和布面效果,丝光羊毛宜选用长度长,细度适中,短毛、粗毛、色毛、毛粒含量少的原料,丝光羊毛主要物理指标见表1。
表1 丝光羊毛主要指标

2.2 再生涤、莫代尔纤维的选用
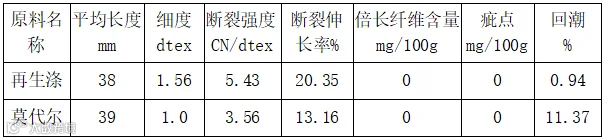
考虑到纺纱号数和纱线的用途,我们选用以下规格的再生涤、莫代尔纤维。其物理指标见表2。
表2 再生涤、莫代尔纤维主要指标
3、原料的预处理
3.1 丝光羊毛养生预处理
丝光羊毛具有不规则的卷曲,纤维蓬松度好,抱合力差,纺纱时静电现象严重。为提高羊毛的可纺性,我们对羊毛进行了软化保湿处理:将抗静电剂:温水=1:20配制成混合液,然后按羊毛重量20%进行均匀喷洒于羊毛表面,封闭存放48小时后使用,以保证油剂充分渗透。
3.2 再生涤的养生处理
因再生涤电阻较大,表面光滑,容易产生静电,为了保证各工序的可纺性将再生涤按照抗静电剂:水=1:10,按涤纶重量的2%进行加湿,闷放24小时后使用。
4、混合方式和工艺流程
物理性能差异较大的三种原料混纺纱,如果原料混合不匀会造成纱线织布染色后产生横档,严重影响织物外观质量。为确保混合效果,我们采用羊毛与再生涤原料人工撕混后再与莫代尔包混,严格要求上下成分一致,先过一遍打包机,将打好的包再重新上盘全流程成卷。
4.2 工艺流程
羊毛与再生涤原料人工撕混后再与莫代尔包混→FA002A抓棉机→打包机→FA002A抓棉机→FA036混开棉机→FA022多仓混棉机→FA1102A梳针开棉机→FA046A给棉机→A076F成卷机→FA224梳棉机→FA318并条机(三道并合)→FA472粗纱机→ZJ1298细纱机→NO.21C村田自动络筒机。
5、生产及质量控制要点
5.1 清花工序:再生涤/丝光羊毛/莫代尔
清花工序以轻打、少打、混合为主,采用“低速度、多开松、少打击、多混合”的工艺原则,降低各个打手速度,减少纤维损伤。工艺参数:抓棉机打手转速800r/min,ZF1102A打手电机皮带轮直径125mm,ZF1102A打手皮带轮直径250mm ,A076F电机三角带轮直径140mm,A076F打手皮带轮直径250mm。 棉卷干定量370g/m,定长55码/卷。
5.2 梳棉工序:再生涤/丝光羊毛/莫代尔
梳棉工序采取低速度、小张力、快转移的工艺原则为避免纤维与金属针布摩擦产生静电,并使道夫顺利转移纤维,需提高车间的相对湿度。主要工艺参数:电机带轮直径135mm,出条速度70m/min,刺辊带轮直径260mm,盖板带轮直径315mm,锡林-盖板四点隔距 0.18/ mm、0.15/ mm、0.15/ mm、0.18/ mm,生条定量18.5g/5m。
5.3 并条工序
为保证质量和混合均匀,在并条工序采用三道并合工艺,提高成纱条干水平。为减少纺纱过程中缠绕皮辊、罗拉等现象,皮辊使用处理的防缠皮辊以增加胶辊抗静电性能。并使用合适口径的喇叭口。并条工序主要工艺参数:牵伸总倍数6.741,隔距12mm×8mm×20mm,出条速度220m/min;末并干定量18.5g/5m。
5.4 粗纱工序
粗纱选择合适的粗纱张力,可减小意外伸长,改善条干,降低断头;粗纱后区牵伸倍数宜适当偏小控制,以保证粗纱条干水平。粗纱主要工艺参数:锭翼转速650r/min,中心距39mm×53mm×68mm,钳口隔距块7.5mm,粗纱干定量4.5g/10mm,粗纱总牵伸倍数8.22倍,后牵伸倍数1.28倍。
5.5 细纱工序
为提高细纱条干均匀度,采取重加压、小钳口、小后区牵伸倍数的工艺原则。优选钢丝圈规格、型号;加强对各牵伸区与卷绕部件的清洁,减少疵点产生;细纱主要工艺参数:采用双进双出喇叭口,后区牵伸倍数1.09倍,总牵伸倍数53.297倍,捻系数335,钳口隔距块3.5mm,锭速15000r/min。成纱指标见表3。
表3 再生涤/丝光羊毛/莫代尔75/15/10 18.5KSJ细纱主要质量指标

5.6 络筒工序
选择合适的络纱张力,保证接头质量和强力。清纱工艺棉结160%;短粗节120%×1.2cm:长粗节40%×20cm;细节-30%×20cm;接头强力达到原纱强力的87%以上。
表4 再生涤/丝光羊毛/莫代尔75/15/10 18.5KSJ络筒主要质量指标

6、结 语
开发再生涤/丝光羊毛/莫代尔四组分混纺针织纱,目的是集各类纤维之长,补其所短,在保有羊毛蓬松、柔软和莫代尔光滑、细腻、色泽艳丽、透气性好等优异特性的基础上,附加了再生涤柔软舒适、色牢度等特性使面料性能更加优良,其纺织品可以满足人们对服装面料的健康、舒适、高档化的要求,迎合现代消费理念,具有很强的市场竞争力。

此文章来自网络如有侵权请联系我们删除