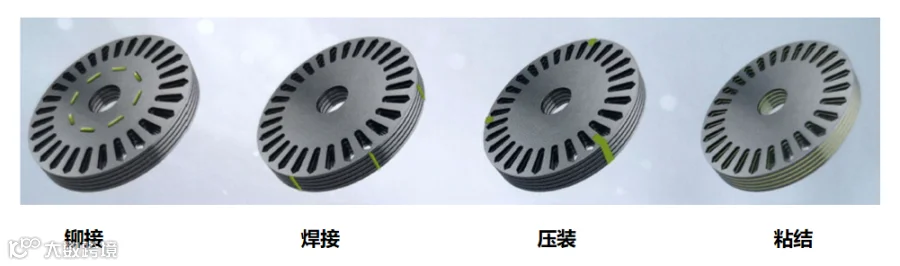
众所周知,高性能的铁芯材料可以提高电机的效率和性能,从而降低能耗和噪音。目前市场上常用的高性能铁芯材料包括6.5% Si高硅钢、钴铁、镍铁、非晶纳米晶材料和软磁复合材料(SMC)等,传统的磁极铁芯一般由铁芯片、端板、压板及紧固件组成,通过焊接、铆接、压装等方式连接。
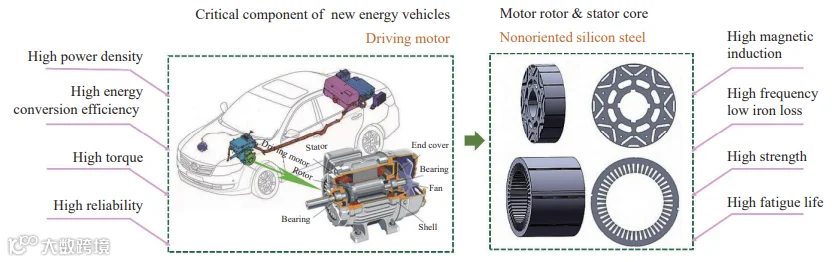
随着新能源汽车的高速高效发展,使得驱动电机更加小型化,这就要求驱动电机具有较高的功率密度和能量转换效率,那对转子铁芯都有那些性能需求呢?电机要有较高的功率密度就需要转子的磁感应强度增高,相对应的电机需要高效的能量转换效率就需要转子具有高频率低铁损的特性。
那采用哪种铁芯连接工艺才是新能源汽车的最优解?
焊接铁芯的热反应区大,会导致电机的性能降低,会造成铁芯边缘短路, 绝缘性下降还不环保,焊缝粗糙外观也有瑕疵;铆接也会严重破坏铁芯结构导致磁路变窄,从而损害电机的磁性。另外,无论是铆接、还是焊接都是局部固定的,连接力都并不高,目前的新能源汽车电机动辄12000rpm或者更高的20000rpm转速,对转子铁芯的紧固强度要求也是要更高的。可见,上述工艺似乎已经不是转子铁芯的最优解了。
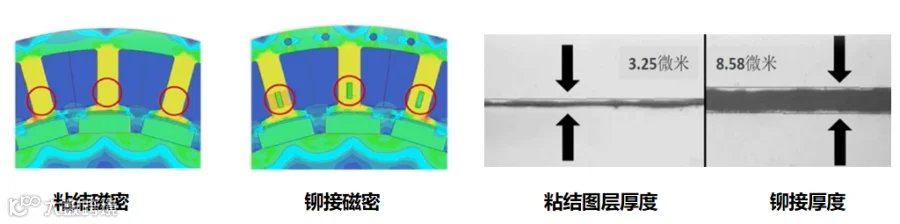
相比上述的焊接和铆接,粘结铁芯显然是更好的连接工艺,能够消除层间导电性,提高电机效率,提高产品本身产品的刚性,同时NVH也能得到很大改善。那自粘结铁芯是怎么一回事儿?跟粘结铁芯有什么不一样呢?
粘结铁芯就是采用胶水粘接的方式,替代传统的焊接和叠铆的方式,通过这种方式的改良的目的,就是提升电机的电磁性能,降低定转子铁芯的铁损伤。而自粘结铁芯则是采用将电机冲片粘结在一起,形成铁心的一种固定方式,自粘结铁芯其实也算是粘结铁芯的一种,就是将电机冲片以自粘结固定铁芯叠片在铁芯整个面上进行固定, 使得铁芯的固定强度大大提高。
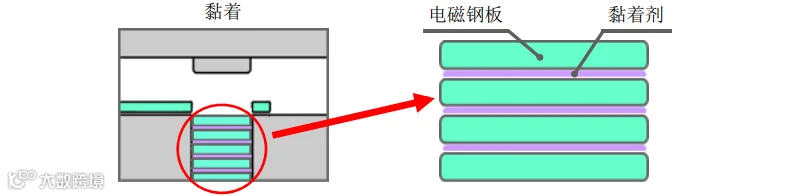
自粘结铁芯的原理,就在硅钢片的涂层中,只不过相比普通硅钢片,自粘结铁芯是在硅钢片中加入一种含胶成分的涂层,在常温下无粘性,在铁芯制造完成后,在压力和温度这些特定条件下,使胶融化然后再固化,将铁芯粘结成一体。
电机自粘铁芯与传统的铆接方式相比更稳定,可以减少涡电流的发生,减少高速运转时的振动,进一步提升电机效率和NVH水平,提高效率和性能。另外,自粘结铁芯还可以去除端板、压圈及紧固件等配件,这样可在有效的空间内,增大铁芯的有效长度。
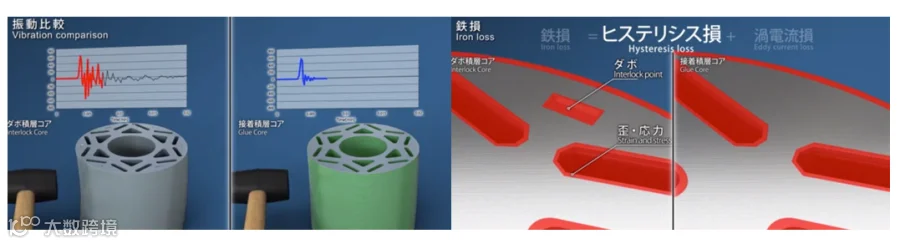
自粘结铁芯与焊接铁芯相比,自粘结铁心在磁感应强度为1.5T、50Hz状态下试验的磁性结果,铁心损耗降低了约5%,励磁电流降低了9%。在相同试验条件下产生的噪音,自粘结铁心在磁感应强度相同的情况下比焊接型铁心降低约5dB ;在相同试验条件下,铁心在励磁状态下的轴向振动速度, 自粘结铁心几乎无振动, 而焊接型铁心有不同程度的振动, 定子铁心的径向振动试验有同样的结果。
前面笔者也提到,新能源汽车需要转子铁芯降低铁损,那最大程度地降低铁损的方法就是用尽可能薄的硅钢片,将涡流限制在狭小的薄片之间,加大回路的电阻,从而减小涡流,降低铁损,这也是为什么电机不采用整块的铁芯,而是由表面涂有绝缘漆的硅钢片叠压而成,超薄的硅钢片难以形成铆接点,激光焊接也会产生局部导通,对电机性能不利,自粘结铁芯就可以很好地解决超薄规格硅钢片更难以叠压组装的难题。
自粘结铁芯的难点还是在硅钢上面的涂层厚度的一致性,还有对材料的存储和时效性要求比较高,这些都需要精密加工及检测设备。另外,采用自粘接的方式需要选择合适的涂层材料。在材料方面,我们还是一直掣肘于国外的技术垄断,这也是一大难点。
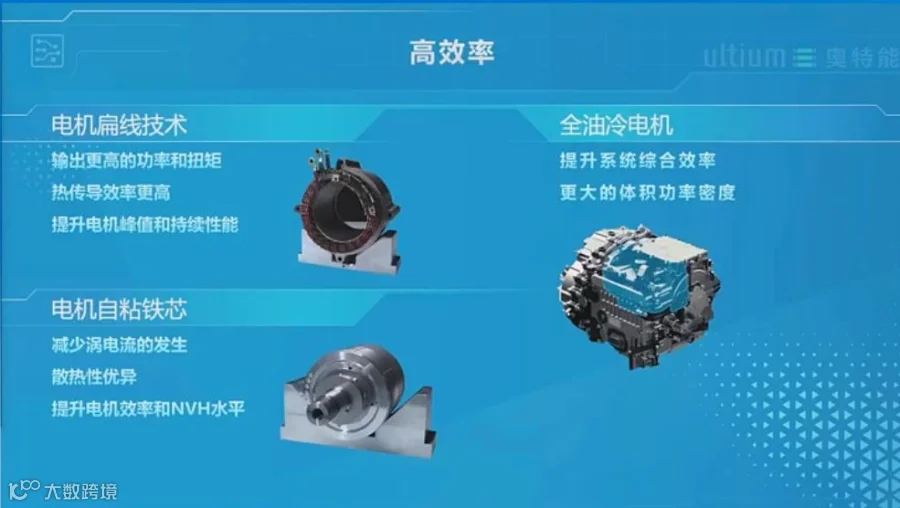
据笔者了解,目前通用奥特能电驱平台采用了自粘结铁芯技术,此款电驱是全自研高效集成模块化驱动系统,可实现8合1高集成设计,更小体积/更低重量/更高功率拥有扁线工艺、自粘铁芯技术、油冷设计等先进技术。

凯迪拉克LYRIQ锐歌后驱车型采用的奥特能平台的电驱系统,但那款是奥特能平台三合一255 kW 永磁电机,这款八合一则搭载在别克的新车ELECTRA E5身上的。(系原创,未经授权不得转载复制)
文章来源:电车纵横