

距离大会开幕还有3天

微信扫码报名参会

在电机定子三相线和铜端子的焊接中,以前的工艺基本都是采用“刮漆皮—冷压接—浸锡”,存在效率低下,并且存在电阻值大,电机使用过程中存在发热的风险。众多企业都在想办法如何更好的脱漆、如何提供生产的效率,提升焊接品质。
广州蓝能电子科技有限公司专业研究电阻焊技术,通过国内外收集资料对比,和众多电机企业专业技术人员沟通合作,不断的测试,更改焊接控制器、变压器的性能,修正加压方式,研究铜鼻子、铜管工艺,于2016年成功制作出自动脱漆热熔焊接机,可以实现免脱漆、不用加锡、自动脱漆焊接电机引出线。
目前蓝能电子“LN-RRJ”系列热熔焊接机,帮助20多家新能源电机生产企业显著提高了生产效率和提升工艺。
电机定子引线焊接热熔焊接机适合产品:
新能源汽车电机、发电机电机、减速机电机、电梯电机、伺服电机等等。
“电机定子引线焊接热熔焊接机”具有以下明显的优势:
1、不用刮漆皮,不通浸锡(搪锡),流程简单,生产效率快,可以立即省3个工人;
2、定子星点线,定子三相线铜端子都可以焊接;
3、熔接效果:铜端子外观没有熔融现象,剥开端子,漆皮气化干净,铜线清晰可见;
4、导通率:即使上千条漆包线,也能确保每一根漆包线都是导通的;
5、电阻值:定子三相线电阻值一致,偏差1%以内;
6、拉力测试:每根漆包线不能拉出,只能拉断。总的拉力能达到行业最高要求,并且拉力值一致。
7、铜线之间、铜线与铜端子之间有一定熔接,几乎没有空洞,不会存在由于空洞造成的电阻值增加,不易发热,无质量隐患,提高了电机使用耐久性。
8、一致性高:调节好电流、时间、压力参数,都可以保存,不需要重新设置,焊接质量能够保持一致。
9、任何员工经过简单培训都可以操作,不需要熟练员工操作。
LN热熔焊接机工作原理和步骤
LN电机定子铜鼻子热压焊熔接是把电极产生的电阻热传到端子上,利用这个热量以及加压力进行压接。是利用电阻热能保证首先剥离导线的镀层,然后依靠端子的夹力来确保结合强度的热压工艺手段。
作为焊接支持,焊接机需要用到铜端子或铜管。
热熔接过程包括两项同时发生的操作:1、经过电极之间的电流加热铜端子或铜管并导致漆包线线漆皮汽化,2、电极作用于支架上的压力将其压紧成为一体,具有极高的电机性能。
1、最初的热量将电磁线(漆包线)的漆皮气化;
2、进一步的加热,漆皮气化后,为铜线和铜线连接在一起提供条件;
3、最后,进一步的加热和施加压力,洁净后的铜线互相热量传递扩散。不仅仅是铜线连接在一起,铜线还和端子也连接在一起。
4、在通电断开后,压力需要继续保持,避免铜线连接松开。
5、通过此种熔接方法形成的连接,拉力强大和耐用,并且几乎“零电阻”的连接。
焊接能力:
5平方—120平方漆包线(或漆包线和电子线)
线径:直径0.05mm—直径2.0mm
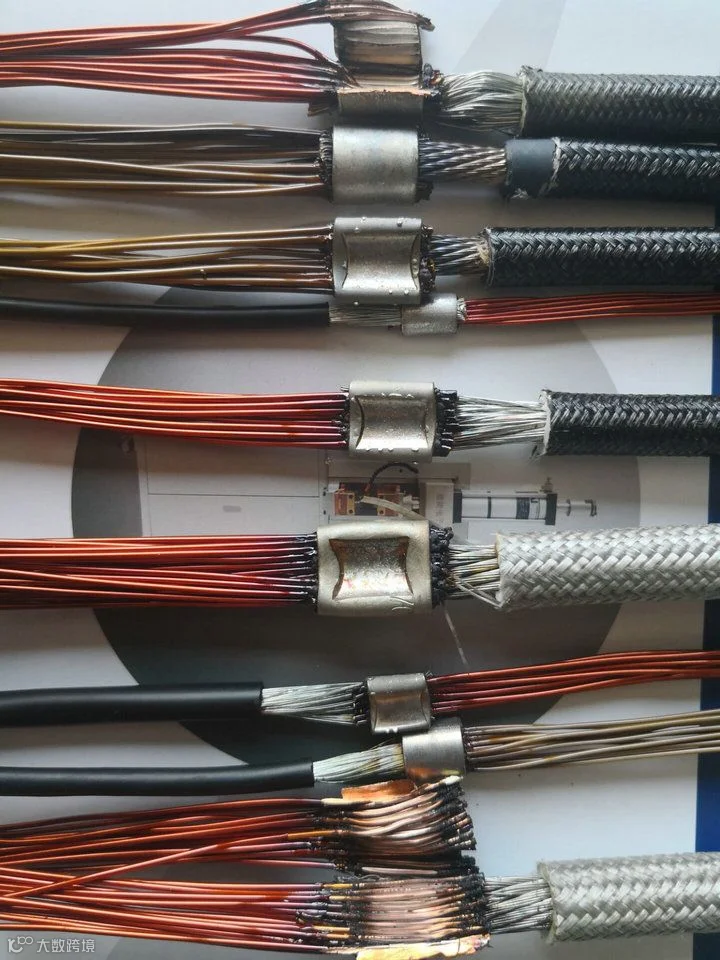
部分样品图片展示


附:检测报告参考
外观:
端子外表面外观良好,没有熔融现象,没有破坏端子表面镀层。端子烧焦长度满足要求。
“35平方端子,0.85*60根漆包线”
测试导通率
每根漆包线都是导通的。
测试电阻
三相线电阻值差值在1%以内
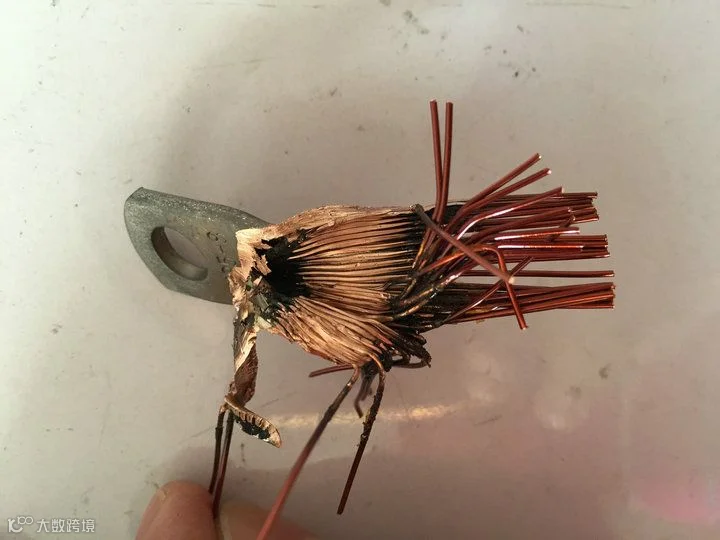
查看熔接效果
将端子剥开,漆皮气化干净,残留少;去漆皮后的铜线有变形量,铜线和铜线之间有一定的熔接,铜线和端子有熔接。通过线切割机从中间将端子切开,漆包线之间几乎没有缝隙,漆包线和端子之间没有缝隙。

测量拉力
单根拉力试验结果均为拉断铜线,拉力值一致性高。附客户拉力测试的一组数据(0.85*34根漆包线,客户要求是大于3500N)
序号 |
拉力值(N) |
序号 |
拉力值(N) |
序号 |
拉力值(N) |
1 |
4740.5 |
8 |
4918.3 |
15 |
4751.1 |
2 |
4787.9 |
9 |
4738.1 |
16 |
4638 |
3 |
4810.4 |
10 |
4829.4 |
17 |
4854.3 |
4 |
4767.7 |
11 |
4853.1 |
18 |
4734 |
5 |
4765.4 |
12 |
4994.2 |
19 |
4707.2 |
6 |
4802 |
13 |
4902.9 |
20 |
4746.4 |
7 |
4746.4 |
14 |
4767.7 |
21 |
4726.2 |
产品优良率 99.9%以上
更多信息请登陆广州蓝能电子科技有限公司官网 www.cn-ln.net
手机、微信:13560411768
往期精彩回顾



点击"阅读原文"