为什么在电机定子引线铜端子连接中,端子热熔焊接工艺的性能要远胜于端子压接工艺或端子压接浸锡工艺?
电机引线端子压接:
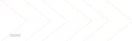
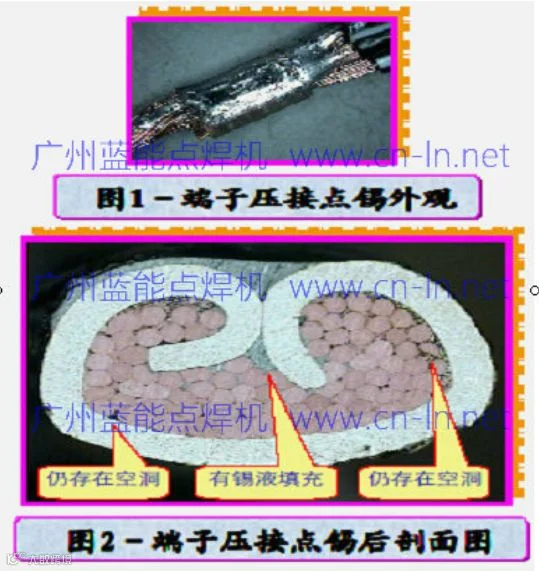
端子压接是对刮漆皮后的铜线进行简单挤压,使铜线产生物理变形,利用相邻铜线之间的表面摩擦力来包证铜线和端子之间的连接。这样就有可能出现铜线变形不足,即在铜线和铜线之间,铜线和端子之间形成空洞(如图1)。导致压接部位电阻系数增加,导电性下降,使用耐久性降低。并且易发热产生高温,形成线束烧坏隐患点。
现在存在的一些情况:
1、 三相电阻值不平衡,差值过大;
2、 高压浸漆时,存在漆渗透的风险;
3、 出厂时电阻值平衡度在允许范围内,但过段时间存在三相线阻值差值过大;

电机引线端子压接浸锡:
对端子压接剖面不良,一般采取在端子铜线压着部位进行浸锡处理(如图示3)。但从剖面来看,锡液并不能完全浸透压接端子内部,仍有部分空洞存在,锡液无法进行填充(如图3示),因此采用浸锡无法消除铜线之间空洞造成的电阻增加,导电性下降,使用耐久性低等不良状况。
电机引线端子热熔焊接工艺:
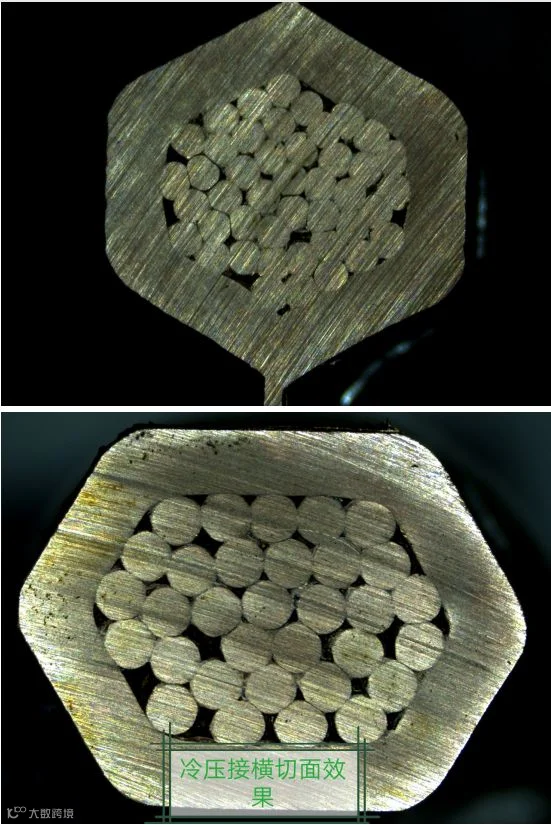
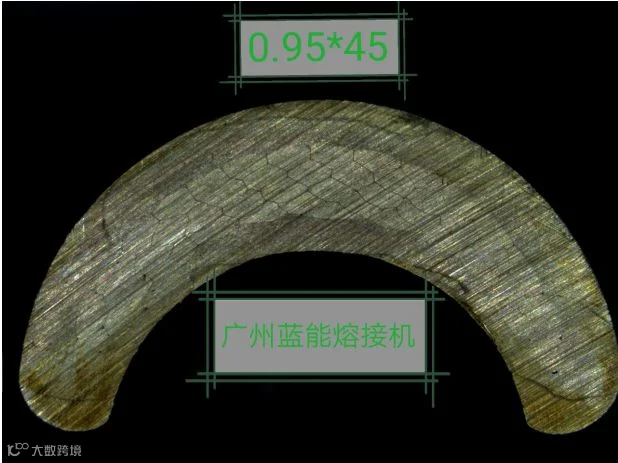
热熔焊接工艺是首先对漆皮进行气化(省了刮漆皮工序),通过相邻金属表面熔接,形成金属分子层之间的熔合,几乎于将相邻金属熔接为一个整体,相比端子压接后相邻铜线仍为独立金属个体而言,热熔接部位的密实度更好,几乎不会出现空洞(如图示4)。导电性好,电阻系数极低或近乎零,有效提高了电机的使用耐久性,不易发热,无质量隐患。
经测试,三相线电阻差值在0.1%以内,不会存在浸锡渗透的情况。
广州蓝能电子科技有限公司是国内一家非常专业的电机定子引线热熔焊接机提供上,为60多家电机企业提供了设备,显著提高了生产效率和工艺。
★ 公司名称:广州蓝能电子科技有限公司
公司简介:广州蓝能电子科技有限公司是一家专业从事高精密电阻焊设备、中频点焊机、电阻焊中频控制器、焊接自动化设备、电机铜管热熔焊接机专用设备等研发、生产和销售的企业。
公司技术实力雄厚,技术达国际领先水平,完全可以媲美日本米亚基、德国博世力士乐、美国联盟设备等同行企业。
★ 铜管热熔焊接机部分客户:
法雷奥西门子电动汽车 |
日本电产KDS(金泰德胜电机) |
中车电机技术有限公司 |
苏州朗高电机有限公司 |
重庆金康电动车(小康电动车) |
安徽巨一动力系统 |
深圳大地和电机 |
苏州韦贝电机科技有限公司(绿控集团) |
合普电机股份 |
宁波菲仕电机 |
深圳英威腾电气股份 |
创驱(上海)新能源科技有限公司 |
湘电莱特电机 |
江苏一东航空机械有限公司 |
苏州百狮腾电气 |
常州市武起常乐电机有限公司 |
南京越博新能源 |
江苏超力电器有限公司 |
苏州和鑫电气股份有限公司 |
江苏博能传动 |
昆山捷云智能装备(大连智云自动化装备) |
上海德梅柯 |
青岛法恩高科机械设备有限公司 |
江苏本格机械 |
浙江特种电机 |
核心驱动科技(金华)有限公司 |
福建宁德时代电机 |
福建百隆电机有限公司 |
LN热熔焊接机工作原理和步骤
LN电机定子铜鼻子热压焊熔接是把电极产生的电阻热传到端子上,利用这个热量以及加压力进行压接。是利用电阻热能保证首先剥离导线的镀层,然后依靠端子的夹力来确保结合强度的热压工艺手段。
作为焊接支持,LN-RRJ100焊接机需要用到铜端子或铜管。
热熔接过程包括两项同时发生的操作:1、经过电极之间的电流加热铜端子或铜管并导致漆包线线漆皮汽化,2、电极作用于支架上的压力将其压紧成为一体,具有极高的电机性能。
1、最初的热量将电磁线(漆包线)的漆皮气化;
2、进一步的加热,漆皮气化后,为铜线和铜线连接在一起提供条件;
3、最后,进一步的加热和施加压力,洁净后的铜线互相热量传递扩散。不仅仅是铜线连接在一起,铜线还和端子也连接在一起。
4、在通电断开后,压力需要继续保持,避免铜线连接松开。
5、通过此种熔接方法形成的连接,拉力强大和耐用,并且几乎“零电阻”的连接。
LN热熔焊接机优势
1、不用事先去漆皮,不用焊锡,不用焊条;
2、每根漆包线100%导通,三相线电阻值差值小,一般在0.5%以内;
2、铜线清晰可见,横切面几乎无缝隙;
3、漆包线不能拉出,只能拉断,单根线拉断时相对拉力较大;;
4、铜端子或铜管变形量一致,焊接完后铜端子厚度不平衡度在0.1mm内;
6、操作人员只需要进行非常简单的培训,操作人员只需要开机启动选择参数就可以;
7、生产效率快,一次只需几秒至二十秒就可以完成;
二、先进的焊接电源和变压器
采用中频逆变焊接电源,电流输出稳定,闭环控制,不会受电网网压影响和对网压冲击。定制性变压器,能适合电机引线焊接中大电流长时间的电流输出。
相对于普通的工频控制器,中频控制器有着如下的优点:1. 三相交流电源输入,用电平衡;功率因数高;2. 对相同的焊接工件,焊接时间缩短,省电,焊接稳定区加大;电极寿命增长;
3、软件的特别升级,尤其满足了电机定子引出线焊接的高要求,保证了电流的稳定,满足高负载的使用。4. 能够避免漆皮过度烧伤;5. 对电流的快速响应控制提高了焊点的质量。
6. 独特的热能控制系统保证了在连续焊接中铜管的变形量趋于一致。
主要特点:1.可编程最多60组焊接规范,不同的铜端子可以编程对应的规范并保存;2.三段加热过程:预热、焊接、回火;
3.焊接段可以设定最大99次脉冲次数重复通电;3.不同规范可以编程压力控制,并可记忆保存,可不再重复设置压力;需配合SMC电气比例阀使用。4.焊接电流、时间可存储;5.焊点计数功能。
技术参数1.输入电压:三相380V,50HZ/60HZ,电源波动+10%,-20%;2.输出电压:单相PWM 输出 500V;
焊接电源控制器电流保存系统:
电流保存系统可以保存每一次的焊接电流(生成EXCEL表格),为生产日常管理提供强大的数据支持。电流可以自适应调整大小,最终达到热能和温度的平衡。
三、强大的监控系统保证焊接品质
一)、铜端子变形量(位移)监控
为了保证焊接的一致性,特别开发了一套控制系统。这套系统需要借助于“西门子PLC”,位移传感器。
通过此系统,PLC能采集焊接时的压力、位移参数并即时保存,监控。
铜端子(铜管)变形量可以通过PLC设定并保存,并和电流设定的规范对应起来。在焊接时当铜端子(铜管)变形量达到所设定的值,焊接电源会停止放电,并保持1-3S,气缸抬起,得到更趋于一致的焊接。
变形量只需通过PLC来设定,不需通过气缸行程限制。
备注:此方案只是数据保存在U盘上,数据不能和MES系统对接。可以选择数据传输,可以和MES系统对接的方案。
1、 当变形量不在设定值范围内,会报警;
2、 铜端子变形量不平衡度在0.1mm内。
3、 可选择扫码枪,通过扫码枪扫码定子编号,保存的数据可以和定子编号对应起来
二)、压力设置系统和压力监控系统
控制器(焊接电源)自带压力设置系统,配合SMC电气比例阀,针对每一种规格端子,我们都可以设置对应的压力并且保存。这样就避免了更换不同规格铜端子时要重新设置压力。
1、配有SMC电气比例阀,每一组规范对应的压力值都可以通过控制器来数值设置压力,并且可以保存,避免的通过手动调节调压阀造成的压力不一致。不同规格铜端子对应不同的压力值可以自动切换,不需再设置。在整个焊接过程中,每一个时间断都可以设置不同的压力,得到更好的焊接效果。
2、配有压力传感器,可以实时显示压力值并且可以保存。压力有监控功能,当压力超出设定范围,会报警。
3、配有压力开关,当气压低于设定范围时,会报警。
4、配有精密稳压阀,保证气压的稳定。
设备操作流程
1、 工人将产品与治具推至焊接工作平台内;
2、 作业员将电机上所需焊接的端子位置对准至下电极焊接区域;
3、 脚踩下“脚踏开关”——上电极下压到位,上电极压紧产品——再次手按下“通电开关”——焊接——焊接完成上电极自动复位——切换焊接点位循环作业——推出产品回归产线——重复作业。(任意过程可以按急停开关复位)。
我司焊机可以保存60组参数,每一组参数对应保存了焊接电流、焊接时间。
在焊接不同规格的端子时,只需通过操作界面触摸屏选择对应的参数。
生产节拍:
焊接一个线鼻子,时间 8S——20S。
主要技术参数
电压 : |
380 V (±5%) 50-60Hz |
最大功率 (占空因数) : |
100KVA (50%) |
工作压力 : |
6bar/0,6MP |
工作温度 : |
+10°C ÷ +40°C |
焊接温度 : |
600°C |
耗气量 : |
5 L/min |
程序数 |
60 |
点焊头压力范围 : |
气路/油路系统 最大1200 Kg |
电极直径 : |
8 -36mm (外部) |
焊接时间 : |
依焊接类型而定 |
焊接范围 : |
连续焊接能力:整个截面5mm²-70mm²(铜管最大直径15.5mm) |
尺寸 : (长x宽x高) mm |
800x800x1753 |



更多信息请登录广州蓝能电子科技有限公司网站 www.cn-ln.net
声明:本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容!
声明:本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容!
欢迎您发表不同观点!
推荐阅读