摘要:铝合金电机壳结构复杂,铸造难度大。介绍了电机壳的结构特点并对电机壳常见铸造缺陷进行了识别。在此基础上,探讨了电机壳的典型砂型铸造工艺方案。对重力铸造、低压铸造,低压浇注翻转凝固和倾转铸造4种铸造方式生产电机壳的可行性进行了分析,并着重论述了低压铸造生产电机壳的浇注系统计和冒口设计。研究表明,上述4中铸造方式均可用于电机壳的生产,具体工艺选取则取决于产品结构特点,并借助计算机模拟仿真进行工艺可行性的评估。并论述了计算机模拟技术在电机壳铸造工艺开发中的应用。
关键词:铝合金电机壳;砂型铸造;铸造工艺开发;铸造工艺模拟
近年来,在节能减排和环保的要求下,汽车制造企业的研发重点正在由传统燃料汽车向新能源汽车转移。铝合金电机壳是新能源汽车的动力总成核心铸件,其顶部(开口侧)与逆变器相连,底部连接减速器,并且通过镶嵌的轴承衬套连接主轴轴承。侧壁往往通过悬置与副车架连接。
电机壳结构比较复杂。电机壳侧壁环绕冷却水套。确保水套的密封性是产品的重要技术要求,也是产品最大的铸造难点。同时,电机壳上、下端面以及侧壁的缩松也是工艺开发中需要想办法避免的铸造缺陷[1-2]。
模拟仿真技术可以对铸造的充型和凝固过程进行可视化分析,有效的预测产品缺陷,从而对铸造工艺进行评判和优化[3]。在常规的铸造仿真基础上,模拟技术的应用也有了进一步的发展。MAGMAsoft软件的DOE虚拟正交试验模块可以实现对铸造工艺的智能优化,已经在铸造领域实现了应用[4-5];ProCAST软件的CAFE组织模拟模块实现了CA法组织模拟与有限元相结合,可以预测不同工艺条件对铸件局部组织的影响[6-8]。该技术虽在铸造领域应用多年,但在铝合金汽车零部件的工艺分析中应用较少。
本文作者介绍了电机壳的结构特点和常见铸造缺陷。在此基础上探讨和分享了多种电机壳的铸造工艺方案的设计,并探讨各自的优缺点和应用场合。并讨论了计算机模拟技术,尤其是MAGMA-DOE模拟和ProCAST-CAFE技术,在电机壳铸件工艺开发中的应用。
1 电机壳产品特点
1.1产品概述
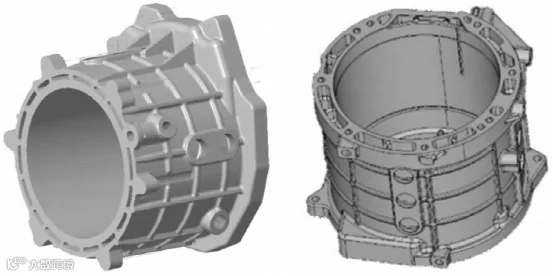
电机壳体是新能源汽车的核心铸件,它一端连接减速器,另一端连接逆变器,电机壳产品的直径一般为350~400mm,高度一般在200~300mm(见图1)。主要壁厚5~6mm,侧方水套结构多种多样,但往往以螺旋结构或半螺旋结构居多(图2(b~e)),水套壁厚一般在6~7mm。产品质量为4~10kg。普遍采用的铝合金为A356.2(ZL101A)(属于AlSi7Mg0.3铸造合金),采用T6热处理。
(a)140kw电机壳 |
(b)160kw电机壳 |
图1 铝合金电机壳铸件
Fig.1 Aluminum motor housing castings
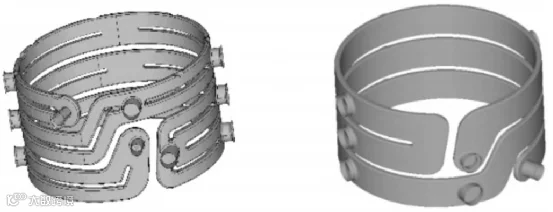
(a)结构1# |
(b)结构2# |
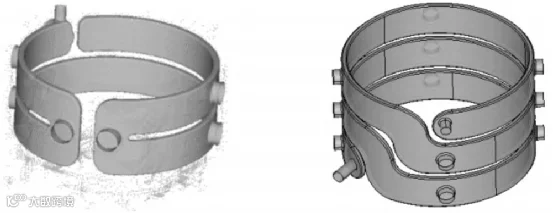
(c)结构3# |
(d)结构4# |
图2 电机壳水套结构
Fig.2 Structure of difficult waterjackts
1.2技术要求
力学性能一般要求底面和顶面的硬度不低于90HBW,抗拉强度要求随炉试棒或指定的本体取样部位Rm≥275MPa;伸长率≥2%。气密性要求:水套在600kPa下10min无气泡泄漏;铸件表面及加工面不允许有气孔、缩松、冷隔、裂纹、夹渣等铸造缺陷;铸件内部缺陷需控制在ASTME155III级;铸件尺寸满足CT7。
1.3常见缺陷
电机壳产品结构复杂,铸造难度大,常见的铸造缺陷的形式如图3。由于补缩不足产生的缺陷有集中缩孔(图3(a))、局部的缩松(图3(b))、由于排气不畅导致的气泡(图3(c))、由于充型不良产生的浇不足或冷隔(图3(d)),以上这些缩松也是造成电机壳气密性不合格(图3(e))的主要因素。此外还有水套芯断芯(图3(f))、轴承衬套贴合不良(图3(g))、以及铸件局部严重粘砂(图3(h))等缺陷。在电机壳铸造过程中容易出现的上述铸造缺陷中,由于补缩不良产生的缺陷是最为主要的。因此,铸造工艺选择的主要的关注点就是铸件的补缩问题。

(a)缩孔 |
(b)缩松 |
(c)气孔 |
(d)浇不足 |
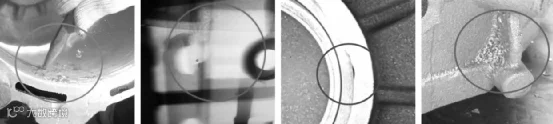
(e)渗漏 |
(f)断芯 |
(g)镶嵌件贴合不足 |
(h)表面粘砂 |
图3 电机壳常见铸造缺陷形式
Fig.3 Common types of casting defects in motor housing castings
2 电机壳的铸造工艺方案
2.1 制芯、组芯方案
采用组芯工艺进行电机壳铸件生产是目前行业内的主流工艺方案之一。组芯工艺电机壳铸件铸造环节的工艺流程如图4示。
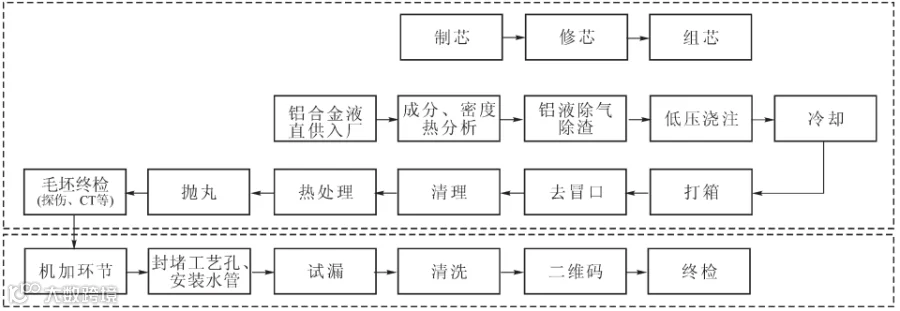
图4 电机壳工艺流程图
Fig.4 Processing flow chart of motor housing
对于制芯和组芯工艺,电机壳体批量生产中,一般水套采用热芯盒制芯,外侧轮廓芯采用冷芯盒制芯。在电机壳前期试制阶段,水套芯由于结构复杂,可采取3D打印砂芯。外轮廓砂芯可采用3D打印砂芯或者使用可加工塑料的手工芯盒进行手工制芯的方式。在产品的前期试制阶段,为了实现快速试制,可以不考虑芯盒拔模方向,不必按照批产工艺的分模方式(如图5(a)所示),而是采用对于部分砂芯进行集成的方案(如图5(b)所示)。
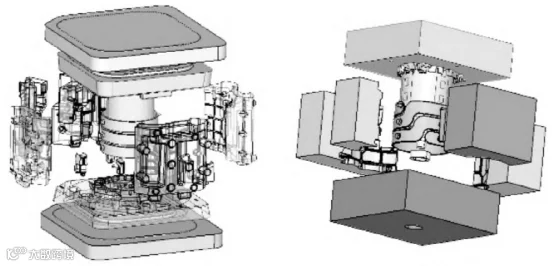
(a)批产工艺 |
(b)试制过程 |
图5 电机壳组芯方式
Fig.5 Core assembling methods of motor housing castings
2.2 铸造工艺选择及浇注系统设计
在组芯工艺方式下,具体铸造工艺方案选择主要取决于产品结构的特点、车间的生产条件,然后才是从工艺可靠性、成本和现场组芯、浇注和清理的操作是否便捷来做取舍[3]。对于侧壁带水套的整体结构电机壳,目前最为常用的铸造方式是采用低压铸造或低压充型翻转凝固的方式,如果电机壳的结构适合,也可采用重力铸造或者倾转浇注的方式。
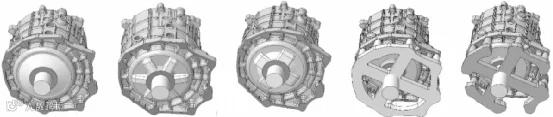
(1)重力铸造 重力铸造是最为便捷的工艺方式(如图6所示),这种铸造工艺的最大优点是浇注过程快速,可以做到单件节拍8~12s的产品连续浇注,是这几种铸造工艺中浇注节拍最快的。采用重力铸造,为了使充型平稳,多采用底注式的浇注方案。
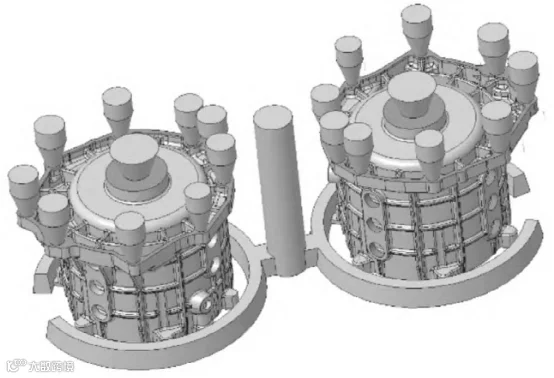
图6 重力铸造浇注系统设计
Fig.6 Gravity casting gating system design
采用底注式重力铸造的横浇道可设计成围绕在电机壳铸件外侧的环形,内浇道从横浇道底部延伸至铸件法兰面。顶部放置冒口,并且可以实现一箱两件同时进料。
这种铸造方式的弊端在于,由于是底部进料,充型完成后型腔内金属液的温度场分布是下方偏热,上部偏凉的分布,这种分布形式不利于铸件的顺序凝固,因此易出现铸件的局部未能得到充分补缩而产生的缩松甚至是缩孔缺陷,并由此导致电机壳机加后的成品气密性不合格的问题。
(2)低压铸造 采用低压铸造生产电机壳的铸造方案是最为常见的工艺方式,它与重力铸造最大的区别在于,低压铸造可以在凝固过程中通过内浇道对铸件进行反重力方向的补缩,这样就确保了铸件下方的补缩可以得到有效的解决。浇道设计如图7所示。
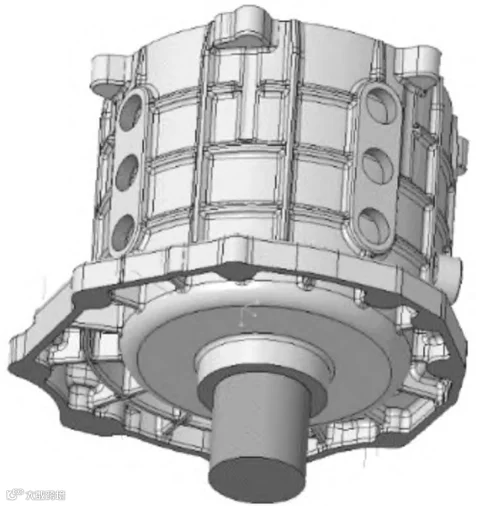
图7 低压铸造浇道形式
Fig.7 Low-pressure casting gating system design
这种浇道设计的优点是工艺出品率较高,缺点是难以解决补缩问题。由于电机壳底面壁厚一般都相对较薄,在铸件凝固过程中会率先凝固,导致其上方的铸件区域与浇口相连的补缩通道提前封闭,从而导致其铸件上方热节区域得不到有效补缩,如图8(a)(b)所示。
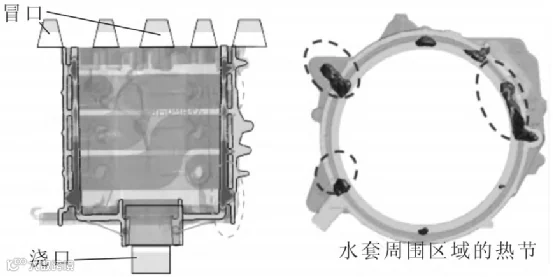
(a)补缩通道中断示意图 |
(b)铸件侧壁热节区域 |
图8 热节分析
Fig.8 Hot spot analysis
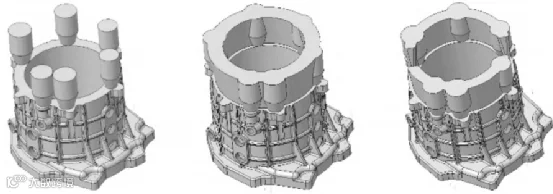
基于以上原因,根据铸件结构特点,可以将铸件底部进行局部加厚,如图9(a)所示,或者采取如图9(b~e)所示的浇道设计。从铸造的充型和补缩方面考虑,上述浇注系统设计都是可行的。
浇道方案图9(a)~(c)的组芯是相对简单的,但是会增加清理工序的负担,需要通过车削加工的方式去除。而方案图9(d)(e)的清理会容易一些,直接可通过锯切的方式去除浇注系统。
(a)方案1# |
(b)方案2# |
(c)方案3# |
(d)方案4# |
(e)方案5# |
图9 低压铸造浇道优化设计
Fig.9 Optimal design of Low-pressure casting gating system
(a)方案1# |
(b)方案2# |
(c)方案3# |
图10 冒口设计方案
Fig.10 Design of feeders
顶部冒口的设计方案也是多种,如图10(a)(b)(c)所示,具体选用哪种方案主要依照产品的结构,可模拟仿真的热节分析和缩孔缩松分析确定最优冒口方案。
(3)低压充型翻转凝固 采用低压充型翻转凝固的方案,是将低压铸造方案的顶部冒口取消,改为由冷铁替代,而浇道设计与低压铸造的浇道设计没有区别(如图11所示)。充型完成后,通过机械手或者翻转机构,将砂包翻转180°,这样的方案的基本设计意图是翻转后由浇口和浇道充当冒口进行补缩,而冷铁翻转后处于铸件下方进行激冷,铸件及浇注系统形成理想的温度场分布,更有利于顺序凝固。而且,由于取消了冒口,产品的工艺出品率更高。但是采用该工艺需要有机械手和或翻转机构相配合才能实现。
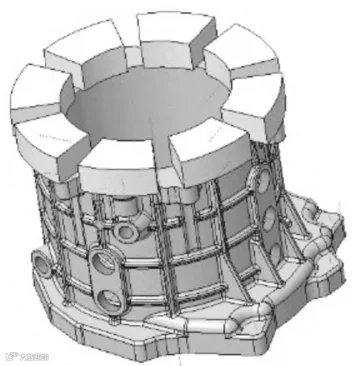
图11 低压翻转工艺的冷铁设计
Fig.11 Chill design for low-pressure-turnover casting
(4)倾转浇注 倾转浇注方案一般是在在冒口单侧设置浇杯,然后翻转90°(如图12所示)。
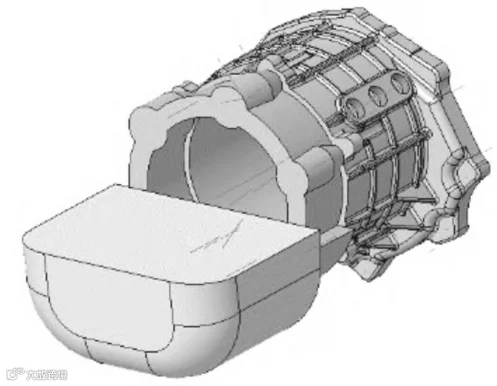
图12 倾转浇注工艺
Fig.12 Design for tilt cast
整个翻转过程可控制在7~12s,但是倾转过程会出现壳体单侧过热的情况,温度场分布不易控制,产品出现缩松的风险大。而且在翻转过程易出现飘芯和断芯,对砂芯的强度和砂芯的定位要求高。而且车间需要有翻转机构来实现翻转的动作。
2.3 工艺方案的小结
基于以上分析,低压工艺是电机壳的最为通用的铸造工艺。至于采用标准的低压铸造还是低压翻转铸造,要根据产品具体的结构具体分析,并需要根据车间生产条件来做选择。
3 计算机模拟仿真的应用
3.1 电机壳铸造模拟仿真概述
铸造过程的计算机模拟仿真已经在铸件工艺开发中广泛应用。
通过对电机壳铸造过程的模拟仿真,可以预测铸件充型和凝固过程的状态,评估可能出现的铸件缺陷的风险[3-4]。电机壳充型过程的流态和温度分析、凝固过程的液相率分析如图13所示。

图13 电机壳充型及凝固过程模拟仿真
Fig.13 Filling and solidification process simulation
在铸造过程模拟的基础上,通过对电机壳充型过程的示踪粒子分析(图14(a)所示)可以对充型的平稳性进行辅助分析,有助于判定当前工艺方案的浇注系统设计和浇注速度是否可以保证电机壳充型的平稳。通过对电机壳热节和缩孔缩松(图14(b)、(c))的综合分析,可以预测产品可能出现的由于补缩不良产生的孔洞类缺陷。

(a)示踪粒子分析 |
(b)热节分析 |
(c)缩孔缩松分析 |
图14 其它模拟仿真结果
Fig.14 The other simulation results
3.2 组织模拟在电机壳开发中的应用
产品力学性能与铸件的金相组织(晶粒尺寸)关联紧密,利用组织模拟,可以分析浇注系统的设计对铸件晶粒尺寸的影响,实现从工艺设计阶段,就将工艺对产品组织和力学性能的影响考虑进去,从而保证产品的组织和力学性能。例如,在工艺开发中,为了分析和预判对于解决铸件局部缩松,通过采用侧冒口补缩或者在铸件的热节位置放置冷铁进行激冷的两个方案(如图15所示)。
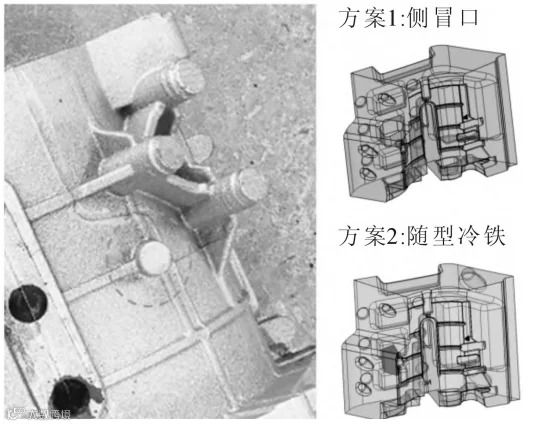
图15 电机壳组织模拟案例
Fig.15 Microstructure simulation cases for motor housing
两种工艺方案对铸件此处的性能和组织致密性都会造成影响,可以通过组织模拟分析晶粒直径λ来分析组织致密性。根据目前现有研究,力学性能是受到晶粒直径直接影响的,最具代表性的是Hall-Patch方程(公式1)[6]:

从而可以通过晶粒直径间接分析具体工艺条件下的铸件局部屈服强度。
通过组织模拟预测晶粒尺寸可以采用较为宏观的分析方法,例如通过分析铸件局部位置的凝固时间或者冷却速率,来从趋势上分析特定工艺方案对铸件晶粒尺寸的影响(图16(a、b)所示)。这种方法比较简单快捷,也是相对更加实用的方法。
而通过CA-FE法,可以从更加微观的视角,详细了解不同工艺条件下的晶粒尺寸及形态。CA-FE是基于Pappaz等提出的连续形核的晶粒密度表达式(如公式(2)所示)的CA法与有限元相结合。得到具体工艺条件下,在冷却速率影响下的过冷度不同,导致的晶粒形貌[7-8]。

式中,n(ΔT)是过冷度为ΔT时的晶核密度;ΔT为过冷度;ΔTn是最大形核过冷度,也是高斯正态分布曲线的中心值;ΔTσ是过冷度标准方差;nmax是初始形核基底数,即晶粒总密度。
图16(a、b)是利用ProCAST软件的CAFE(原胞自动机-有限元)模块对电机壳上述两种工艺条件下的组织模拟结果。基于该结果,可以有效预测不同工艺对产品局部组织的影响。
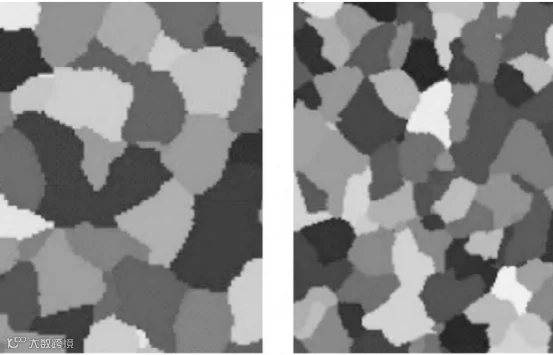
(a)冒口方案 |
(b)冷铁方案 |
图16 工艺方案对晶粒度的影响
Fig.16 Effect of process scheme on grain size
3.3 模拟仿真应用小结
充分利用模拟仿真手段,可以快速有效的对电机壳铸造工艺的设计进行评判和优化,从而获得最佳工艺方案,实现电机壳产品铸造工艺的快速开发。
4 结语
在铸造方案的选择和具体铸造工艺的设计主要是围绕着消除铸件补缩不良的问题进行考虑。铸造方案多种多样,具体要根据产品的特点和车间生产能力来做选择。借助计算机模拟仿真技术是进行工艺选择和工艺论证的有效手段。借助3D打印技术,可以对部分砂芯进行集成,简化砂芯的分模,使产品工艺试制更加快速且可靠。
参考文献:
[1]童丽丽,余剑,朱克非.电动客车用电机壳体设计[J].汽车设计,2018(7):98-100.
[2]尚显光,胡玉昆,历长云,等.铝合金电机壳体的铸造工艺设计与优化[J].热加工工艺,2012(21):64-67,70.
[3]毛红奎,徐宏.铸造过程模拟仿真及工艺设计[M].北京:国防工业出版社,2011.
[4]Mathieu Weber.基于MAGMA5的虚拟试验和自主优化技术开发稳健的产品和工艺[C]//2017 中国铸造活动周论文集.沈阳:全国铸造学会,2017.
[5]WU J H, ZHEN X W, LIU G, et al. Optimization design on the riser system of next generation subsea production system with the assistance of DOE and surrogate model techniques [J]. Applied Ocean Research,2019,89:34-44.
[6]RAPPAZM, GANDINC A. Probabilistic modelling of microstructure forma-tion in solidification processes [J]. Acta Metall Et Mater, 1993,41(2): 345.
[7]GANDIN C A, RAPPAZ M . A coupled finite eliment-cellular automaton model for the prediction of dendritic grain structures in solidification[J]. Acta Metall Mater,1994, Vol 42(7): 2233-2246.
[8]GANDIN C A, DESBIOLLES J L, RAPPAZ M , et al . Three-Dimensional cellular automaton-finite element model for the prediction of solidification grain structures [J]. Metallurgical and Materials Transactions A, 1999, Vol. 30A: 3153-3165.
来源:铸造技术
声明:所转载文章并不代表本公众号赞同其观点和对其真实性负责。因转载众多,无法确认真正原始作者,故仅标明转载来源。如涉及作品版权问题,请及时联系我们,我们将删除内容以保证您的权益!