搜索
首页
大数快讯
大数活动
服务超市
文章专题
出海平台
流量密码
出海蓝图
产业赛道
物流仓储
跨境支付
选品策略
实操手册
报告
跨企查
产业带
导航
知识体系
工具箱
产业园
更多
百科
找货源
跨境招聘
DeepSeek
首页
>
高压高效电机转子表面加工工艺
>
高压高效电机转子表面加工工艺
今日电机
2020-08-13
0
导读:摘要:通过对电机转子铁心机械加工工艺的分析,采用适当的转子表面加工方法和烤火处理提高转子表面质量、减少倒片及
摘要
:通过对电机转子铁心机械加工工艺的分析,采用适当的转子表面加工方法和烤火处理提高转子表面
质量
、减少倒片及毛刺搭接,保证通风道的宽度,以改善通风效果从而降低损耗,达到提高电机效率的目的。
0 引言
提高电动机的效率途径很多,如采用新技术、新材料、新工艺等措施,使得电动机的效率得到综合提高。本文仅从工艺上改变高压电动机转子外表面加工方法以及加工后进行表面烤火处理,以减少表面损耗和铁耗,使电动机效率有所提高。
高压电动机多为
体积
大、
功率
大,所以定转子铁心都设有通风道,这给加工带来了困难,但也是本文着重介绍的加工工艺。同时电动机选的硅钢片材质,由于牌号同,机械性能也不同,因此不能采用相同的工艺参数。
1 机械加工对铁耗的影响
通过理论分析,可以得出空载杂散铁损耗与引起损耗的谐波磁通密度的平方成正比。因而空载杂散铁损耗随槽口宽度增大或气隙
长度
减小而增加,同时随磁场与产生损耗的部件间的相对运动
速度
的增大而增大,并与产生损耗的部件表面状况(材料及冲片厚度以及铁心表面毛刺等)有关。
高压高效电机转子冲片材质为50W470,硬度大于原冲片的材质50W310、50W350,使用原有刀片加工时刀片磨损严重,致使切削力变大,冲片挤压变形严重。一方面使得通风槽道宽度减小,影响电机性能;另一方面,加工时引起转子倒片,硅钢片毛刺增大,直接影响转子表面损耗。如果要降低杂散铁损,就必须尽量减少转子加工时倒片的程度,减少转子表面的毛刺。
2 改善转子铁心表面加工质量
工艺方法的确定为了改进转子表面加工质量,通过以下的几个方面改进加工工艺。
2.1 车削过程中通过改变车削刀具的几何
角度
、材质和车削速度、进给量、车削深度等车削工艺参数,保证加工后通风道宽度,改善转子表面的加工质量。
2.2 转子表面车削,留磨削余量,通过磨削的方法改善转子表面的粗糙度。
2.3 转子磨削加工后,通过火焰烧烤的方法进行表面处理去除转子表面的毛刺,以减少涡流损耗。
3 具体工艺
3.1 车削加工
选取试验产品转子,与刀具厂家沟通,针对转子冲片材质的机械性能选用几种刀具不同工作角度、不同材质的刀片,进行加工对比试验。通过比较,确定使用大前角的车刀能减小加工后转子的倒片程度,同时使用YW型刀片,刀具的耐磨性要优于YT型刀片。确定刀片的型号后选择切削参数,切削速度v=120m/min、进给量f=(0.2~0.3)mm/r。切削深度的确定,应尽可能一次性完成粗加工车削,经过试验确认,一次性完成比多次完成倒片程度要小。粗车时车刀在两侧槽口处向槽口中间车削,即粗车时两面走刀,减少倒片程度。
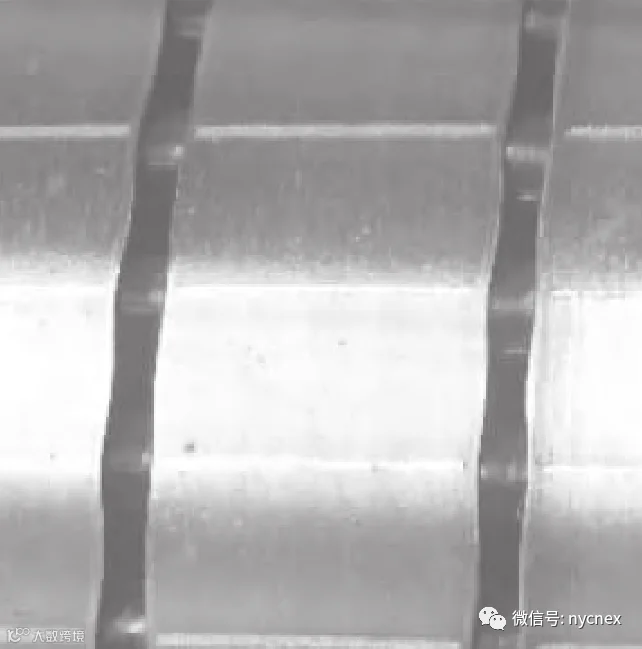
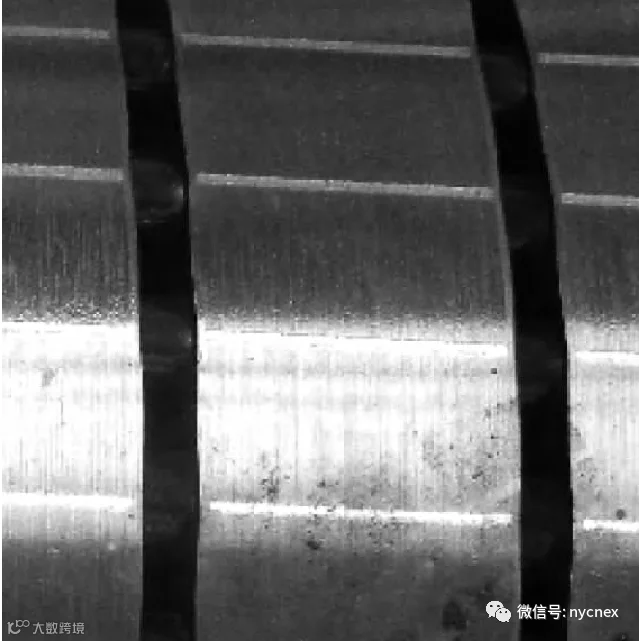
通过改变刀具材质、几何角度及车削参数,使倒片程度平均减小1/3左右。改进前后转子槽口宽度对比,见图1、图2。
图1 改进前槽口形状图
图2 改进后槽口形状图
试验转子采用新旧工艺对比数据。
(1)有导条支撑点部位
车削前槽口平均宽度为9.983mm,采用原刀片加工槽口平均宽度为8.267mm,槽口宽度减少1.716mm;采用改进刀片加工槽口平均宽度为9.267mm,槽口宽度减少0.716mm。
(2)无导条支撑点部位车削前槽口平均宽度为9.733mm,采用原刀片加工槽口平均宽度为7.387mm,槽口宽度减少2.346mm;采用改进刀片加工槽口平均宽度为8.457mm,槽口宽度减少1.276mm。
3.2 磨削加工
转子车削留磨削余量0.1~0.15mm,在磨床上磨削转子外径,粗糙度达到Ra1.6以上,去除部分毛刺。磨削后一方面能提高转子表面的粗糙度,另一方面能去除部分毛刺。
3.3 表面处理
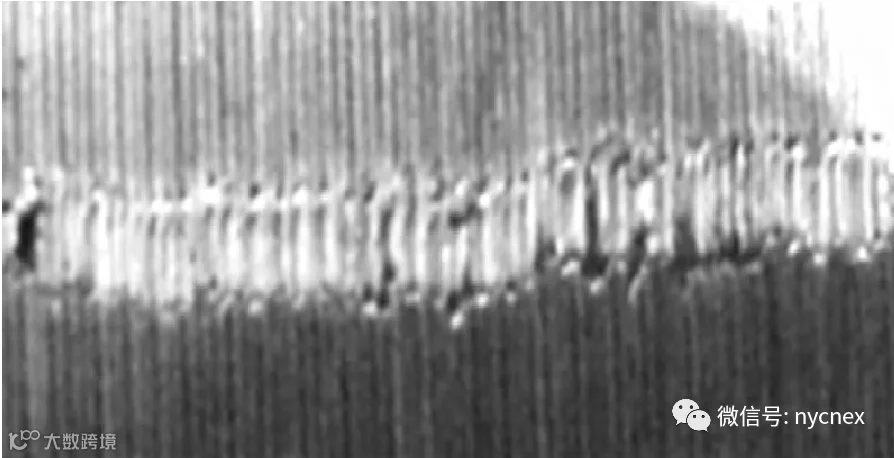
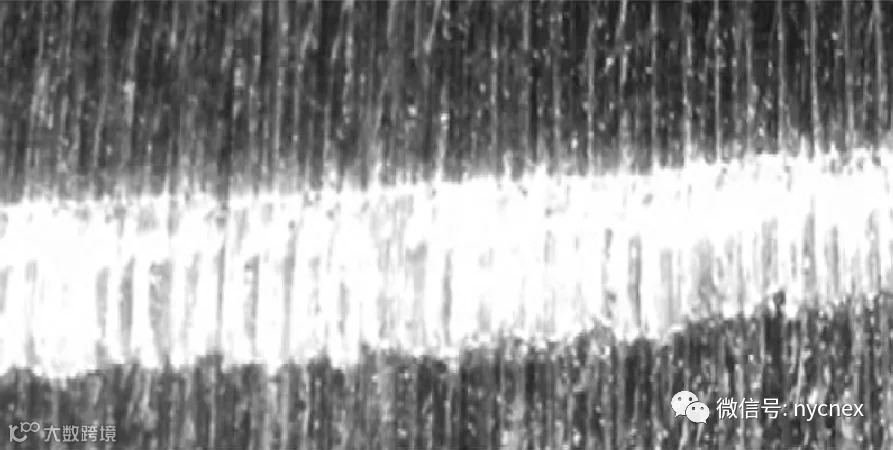
磨削后的转子在卧式车床上,以顶尖孔定位后夹紧。开动机床,点燃割炬,调整到“富氧化焰”即使火焰处于切割状态,枪口与转子表面保持在10~15mm距离;转子表面均匀加热两次,进给量f=6mm/r,速度v=130~160mm/s,加热完成后在2~3min内,能用食指连续触摸铸铝转子表面3s,触摸轴应没有热感为宜。磨削及烤火前转子表面槽口放大图见图3。烤火后转子表面槽口放大图见图4。
图3 磨削及烤火前转子表面槽口图
图4 烤火后转子表面槽口图片
4 结语
通过以上改进加工工艺,有导条支撑点部位车削槽口宽度变形减少10%,无导条支撑点部位变形减少10.7%。对部分4p、6p电机在转子加工工艺改进前后试验结果中的铁耗数据进行统计分析,改进后铁耗值PFe(W)比改进前铁耗值PFe(W)平均降低33.5%。可以看出加工后的转子表面的质量明显提高,减少了毛刺搭接,铁耗有不同程度的降低,电机效率有了一定的提高。
【声明】内容源于网络
0
0
今日电机
电机产业全媒体平台,聚焦了电机产业链的行业动向、技术发展、热点资讯、人物对话、未来电动等,为您提供新鲜有料的电机行业最新资讯及技术,有洞察力的分析报告,还有丰富的行业数据,让您及时了解电机行业动态与发展趋势!
内容
0
粉丝
0
关注
在线咨询
今日电机
电机产业全媒体平台,聚焦了电机产业链的行业动向、技术发展、热点资讯、人物对话、未来电动等,为您提供新鲜有料的电机行业最新资讯及技术,有洞察力的分析报告,还有丰富的行业数据,让您及时了解电机行业动态与发展趋势!
总阅读
0
粉丝
0
内容
0

 今日电机
今日电机