
激光3D打印镁合金实现405MPa超高屈服强度,但冷裂纹难题待解
近日,上海交大彭立明教授团队和新国立闫文韬副教授课题组在《材料科学与技术杂志》发表重磅成果:通过激光粉末床熔融(LPBF)技术制备的Mg-15Gd-1Zn-0.4Zr合金(GZ151K),经T5时效处理后屈服强度达到405MPa,创下所有激光3D打印镁合金的最高纪录。这一突破为高强度复杂部件的快速制造开辟了新路径,但研究同时揭示,材料的冷裂纹敏感性会随打印高度增加而显著上升,成为其实际应用的关键障碍。
拆解标题:激光增材制造镁稀土合金中高强度和高开裂敏感性的矛盾
一、什么是激光增材制造(Laser Additive Manufacturing, LAM)?
激光增材制造是一种基于激光的增材制造技术,也称为3D打印的一种形式。其核心原理是通过高能激光束逐层熔化金属粉末,使其固化并形成三维实体零件。
常见的激光增材制造工艺包括:
1.选区激光熔化(Selective Laser Melting, SLM)
¢使用高功率激光束完全熔化金属粉末,逐层堆积成形。
¢适用于各种金属材料,如钛合金、不锈钢、铝合金、镁合金等。
¢成型件密度高,接近理论密度,力学性能好。
2.激光粉末床熔融(Laser Powder Bed Fusion, LPBF)(本文通过这个技术展开)LPBF和SLM是一个工艺的不同叫法
¢与SLM类似,也是通过激光熔化粉末床中的金属粉末。
¢是目前最常用的激光增材制造技术之一。
3.激光金属沉积(Laser Metal Deposition, LMD)
¢通过激光将金属粉末或丝材直接熔覆到基体表面,用于修复或添加材料。
¢适合大型部件或局部强化。
二、什么是激光粉末床熔融(LPBF)?
激光粉末床熔融(Laser Powder Bed Fusion, LPBF) 是一种典型的增材制造(3D打印)技术,属于选择性激光熔化(SLM) 的一种。它通过高能激光束逐层扫描并熔化金属粉末床,使粉末颗粒熔融并凝固,最终形成三维实体零件。
✅ LPBF是目前最常用的激光增材制造工艺之一,广泛用于钛合金、不锈钢、铝合金、镁合金等材料的成形。
LPBF 的具体工作流程(可以搜索激光粉末床熔融(LPBF)视频了解全过程)
整个过程可以分为以下几个主要步骤:
1. 准备粉末原料
l使用球形金属粉末,粒径通常在15–53 μm之间。
l粉末需具有良好的流动性、均匀性和致密性,以保证成形质量。
l常见材料:钛合金(Ti-6Al-4V)、钴铬合金、不锈钢(如316L)、镁稀土合金等。
2. 铺粉(Powder Spreading)
l在工作平台上(通常是不锈钢基板),使用刮刀(Blade)或滚筒(Roller) 均匀铺上一层薄薄的金属粉末。
l每层厚度一般为20–100 μm,取决于材料和设备性能。
l铺粉后,粉末层表面平整、无空隙。
3. 激光扫描与熔化(Laser Melting)
l控制系统根据零件的CAD模型,将零件分解为一系列二维截面。
l激光器按照设定路径对粉末层进行扫描,将粉末局部熔化。
l激光功率、扫描速度、光斑尺寸等参数会影响熔池的形成和成形质量。
l熔化的金属迅速冷却并凝固,形成一层致密的金属层。
4. 升降平台与重复加工
l完成一层后,工作平台下降一个层厚,再铺上新的一层粉末。
l重复“铺粉→激光熔化”过程,直到整个零件完成。
5. 去除未熔粉末(Post-processing)
l成型完成后,零件被埋在未熔化的粉末中。
l需要清理掉多余的粉末,通常使用气吹、振动或机械方法。
l有些设备会采用自动清粉系统。
6. 后处理(Post-processing)
l热处理:消除残余应力、改善微观组织;
l机加工:去除支撑结构、修整表面;
l表面处理:如喷砂、抛光、电化学处理等。
LPBF 的挑战
挑战
|
说明
|
氧化问题
|
镁、钛等活泼金属容易氧化,需惰性气体保护
|
气孔与裂纹
|
熔池不均匀可能导致气孔、裂纹等缺陷
|
热应力变形
|
多层熔化易产生热应力,导致零件变形
|
粉末回收难度
|
未熔粉末需回收再利用,但可能污染或失效
|
设备成本高
|
高功率激光系统、精密控制设备昂贵
|
根据以上介绍,我们进一步解读一下标题:激光增材制造镁稀土合金中高强度和高开裂敏感性的矛盾
1. 激光增材制造镁稀土合金
指的是使用激光增材制造技术(如LPBF或SLM) 来制造镁稀土合金材料。这种材料结合了镁的轻质特性和稀土元素带来的高强度、耐热性等优点。
2. 高强度
表示镁稀土合金在力学性能上具有较高的强度,比如抗拉强度、屈服强度等,这是其优势之一.
3. 高开裂敏感性
指在激光增材制造过程中,镁稀土合金容易产生裂纹、气孔、层间结合不良等缺陷,导致零件结构不稳定、可靠性差。这是因为:
l镁的热导率高、熔点低,容易在快速冷却时产生热应力;
l稀土元素可能影响液态金属流动性,导致成形不均匀;
l激光能量控制不当也可能引发局部过热或冷却不均,造成裂纹。
4. 矛盾
“高强度和高开裂敏感性的矛盾”意味着:
l在激光增材制造中,想要获得高强度的镁稀土合金零件,但同时又容易出现开裂等缺陷。
l这是一个性能与工艺之间的矛盾,即提高材料强度的同时,反而增加了制造过程中的缺陷风险。
回到论文
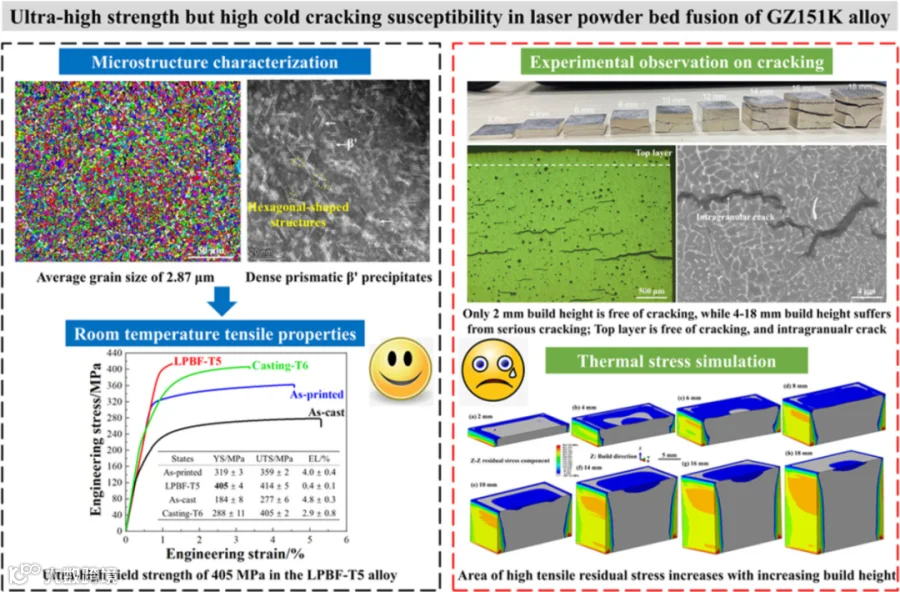
本论文通过激光粉末床熔融(LPBF)制备了一种新型的高强度镁稀土合金:Mg-15Gd-1Zn-0.4Zr(wt.%, GZ151K)合金。尽管GZ151K合金实现了高强度,但它同时表现出明显的冷裂倾向。打印态GZ151K合金几乎完全由细小的等轴晶粒组成,平均晶粒尺寸仅为2.87 μm,随后的直接时效T5热处理诱导了密集的棱柱面β'时效相析出。因此,LPBF-T5态GZ151K合金表现出高屈服强度,达到405 MPa,超过了先前报道的所有通过LPBF制备的镁合金的屈服强度,甚至超过了其挤压-T5态合金。值得注意的是,打印高度为2 mm的GZ151K方块样品没有裂纹,而打印高度在4-18 mm之间的方块样品表现出严重的冷裂。热应力模拟还表明:随着打印高度的增加,冷裂倾向显著增加。打印态合金的高热应力和低塑性相结合,导致了高冷裂纹倾向。本研究为高强度镁合金LPBF过程中的复杂冷裂纹问题提供了新的思路,指出了在实现高强度和降低冷裂纹倾向之间取得关键平衡的重要性。
本研究开发的Mg-15Gd-1Zn-0.4Zr(GZ151K)合金,通过LPBF-T5工艺实现屈服强度405MPa,较传统铸造工艺提升230%,为镁合金在高端制造领域的规模化应用奠定基础。
前言:
论文亮点
(1)激光增材制造GZ151K合金中存在高强度和高冷裂敏感性的矛盾;
(2)LPBF-T5态GZ151K合金展现出高屈服强度405 MPa,为增材制造镁合金最高值;
(3)随着打印高度的增加,冷裂敏感性显著增大,且冷裂敏感性可通过裂纹的面积分数来定量评估。
论文的图形摘要
邓庆琛:这个研究我们就是主要是用了Mg-15Gd-1Zn-0.4Zr(GZ151K)这种合金。我们发现,它在打印态下是一个非常细小的等轴晶的组织,平均晶粒尺寸只有2.87微米,后续进行了一个直接时效的处理,就是T5处理,它会在晶内形成非常密集的这种棱柱状的β'向的沉淀物,这就使得这个合金拥有了一个高达405兆帕的屈服强度。这是目前所有的通过激光粉末床熔熔制备的镁合金当中强度最高的,甚至超过了一些挤压态的同类的合金的性能。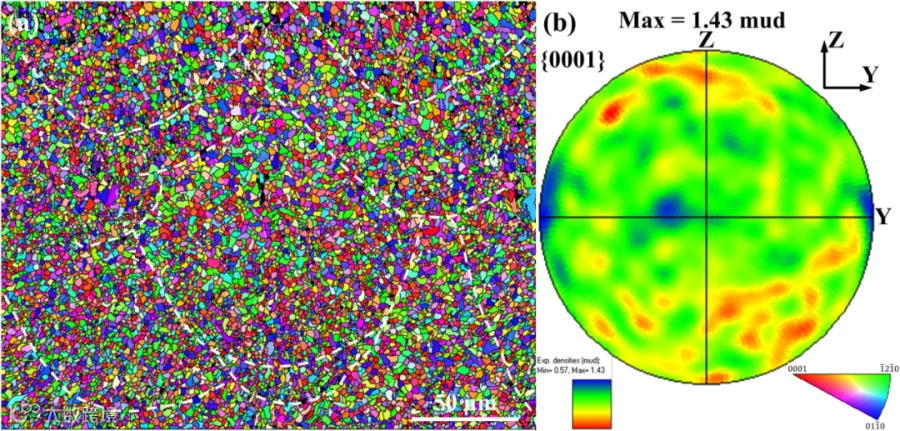
LPBF打印态GZ151K合金EBSD表征结果
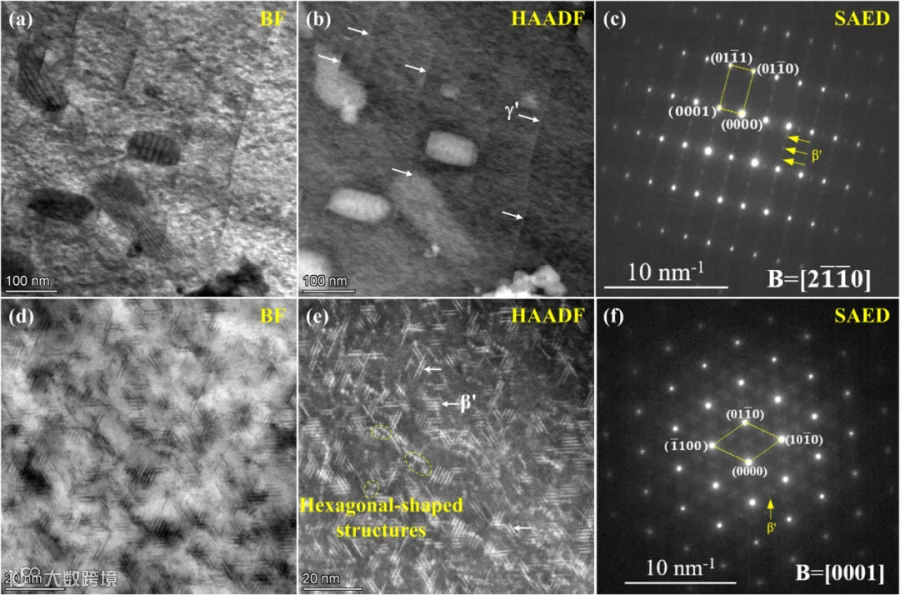
LPBF-T5态GZ151K合金的晶内纳米析出相
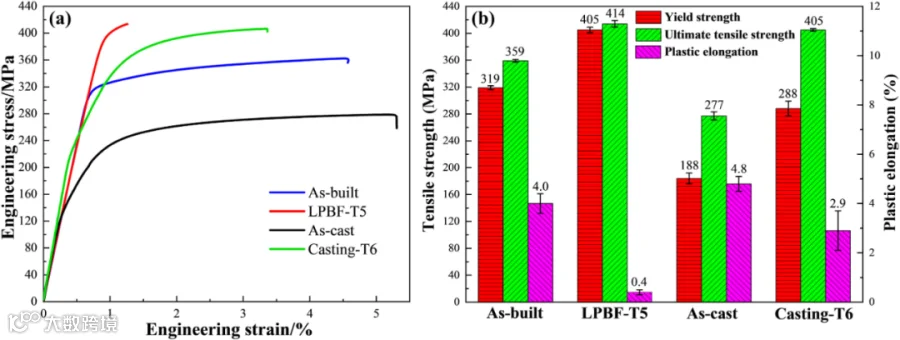
LPBF和重力铸造GZ151K合金室温拉伸性能对比
但是好的事情往往都有两面性,高强度是伴随着构建高度的增加,它的冷裂的倾向会急剧的增加。我们发现就是在打印高度为2毫米的时候,样品还是没有裂纹的,但是当高度增加到4到18毫米的时候,裂纹就非常严重了。我们通过热应力的模拟,也发现构建的高度越高,冷裂纹的敏感性就越高,这就是高强度和冷裂纹敏感性之间的矛盾。
我们研究解决高强度镁合金在激光增材制造过程当中的冷裂的问题,必须要在这两者之间找到一个平衡。
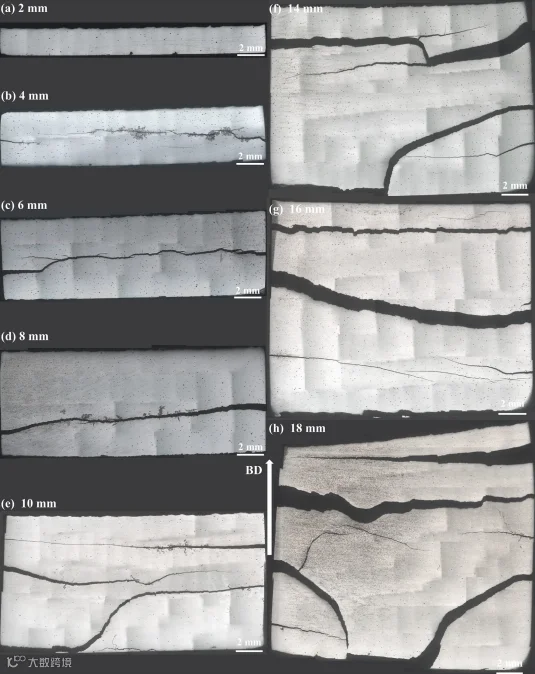
不同打印高度(2-18 mm)方块(横截面20×20 mm)样品的宏观开裂形貌
邓庆琛:激光粉末床熔制备镁合金是一种制造复杂金属部件的一个前沿的技术。该技术对于镁合金来讲,可以显著的减轻结构件的重量,有很大的应用潜力。相对于这个铝和钛合金而言,现在的研究还是有些滞后,主要的原因就是在于镁合金的球形的粉末制备是比较困难的,它的粉末又有易燃易爆的特性。目前的通过激光粉末床熔制备的镁合金,往往没有办法同时兼顾良好的工艺成形性和力学性能。比如裂纹就是一个非常大的问题,裂纹它又分为热裂纹和冷裂纹,热裂纹就是在凝固的过程当中产生的;冷裂纹就是在固态的情况下产生的。
热裂纹我们已经有一些研究了,通过一些合金化的手段,可以来控制它的产生,但是冷裂纹的形成机制其实还不是很明确。另外,镁合金屈服强度普遍都比较低,即使是一些高强度的镁合金,它可能屈服强度也就是在300兆帕以下,无法满足一些高端领域的需求。所以,我们选择了Mg-15Gd-1Zn-0.4Zr高强镁合金在激光粉末床熔下面的裂纹的行为和强化机制。我们希望能够为开发一种高强度,同时又有良好的加工性能的这样的镁合金来提供一些科学依据。
邓庆琛:我们首先采用pro XDMP320 型 3D 打印机制备 GZ151K 样品,所用粉末为预合金化粉末,实际成分为 Mg14.80、Gd0.85、Zn0.37、Zr,打印样品的理论密度为 1.987 g/cm³。制备过程中,通过优化多项参数以尽可能减少裂纹与孔隙,最终确定的较优参数包括:激光功率 80 W、扫描速度 800 mm/s 等。打印后的样品直接进行时效热处理,工艺为 175 ℃、64 h,然后对样品进行微观结构与力学性能表征:采用金相显微镜、扫描电子显微镜(SEM)、透射电子显微镜(TEM)观察组织;通过拉伸试验测试力学性能;此外还进行了热膨胀系数测试等。
模拟的部分,我们采用了有限元的方法来模拟热应力的分布,是通过把试样离散成很多的子层,每个子层在激活它的单元来模拟它逐层沉积的过程。我们同时还考虑了热对流和热辐射的这种边界条件。通过这种方式,我们就可以比较准确地模拟出它这个温度场的变化。同时,还采用了基于基质的应变梯度塑性理论,来对它的这个热弹塑性的本构模型进行计算。最终我们就可以得到它这个热应力和塑性应变的分布。
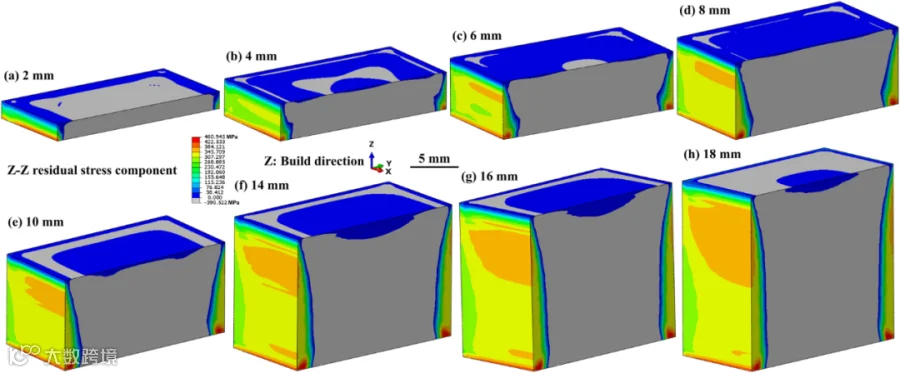
不同打印高度样品Z方向残余应力分布的有限元模拟结果
这个研究在GZ151K合金上面有什么具体的发现呢?
邓庆琛:我们首先是观察了微观结构,就是相组成,发现无论是粉末还是打印态的样品,它都是主要由α-Mg的基体和(Mg,Zn)₃Gd 第二相及少量氧化物组成。然后打印态组织,是一个非常细长的等轴晶粒,平均晶粒尺寸为 2.87 μm,它没有明显的织构。经过了T5处理之后,我们发现晶粒内部析出大量长柱状 γ' 相和棱柱状 β' 相,这些细小沉淀物显著提高了材料的强度。
邓庆琛:打印态样品的屈服强度为 319 MPa,经 T5 处理后提升至 405 MPa,但延伸率从 4.0% 降至 0.4%,这是典型的强度与塑性之间的权衡。另外,构建高度对裂纹的影响是非常大的:构建高度为 2 毫米时是无裂纹的,而超过 10 毫米后裂纹就非常大了。模拟结果显示,拉伸残余应力与塑性应变主要集中在基部区域,这也是裂纹首先从底部萌生的原因。
LPBF制备的GC151K合金,它到底是通过哪些机制来实现强化的?冷裂的问题到底该怎么解决?
邓庆琛:这个合金的强化机制,主要是有这么几个方面,第一,是它的快速凝固,形成了非常细小的晶粒,晶粒的平均尺寸是2.87微米,这就有一个非常显著的晶界强化的作用;第二,是它的固溶强化,就是合金元素在快速凝固的过程当中,固溶到了这个α-Mg的基体当中,形成了一个过饱和的固溶体。这也会提高它的强度;第三,就是沉淀强化,我们通过T5处理之后,它会析出非常细小的β'相等。这些β'相等会大大提高它的强度。所以最终我们LPBF-T5的样品的屈服强度可以达到405兆帕,这个对于镁合金来讲是非常高的一个强度。
但是这个合金同时也有一个问题,就是它的冷裂倾向比较大,冷裂主要是由于热应力和它的低延展性所导致的。它在冷却的过程当中,这个热收缩受到的限制就是会产生比较大的拉应力,当这个拉应力超过了它的强度极限之后,就会产生裂纹。我们为了缓解这个问题,我们就采取了一些措施,比如说我们提高了成型平台的预热温度,我们发现当我们把预热温度提高到400摄氏度的时候,这个裂纹就完全消失了。另外,我们也可以通过一些激光的工艺参数的调整,来减少残余应力。使用一些辅助的激光来进行加热,或者是说我们用这个三维的激光冲击强化等等这样的一些方法来把这个拉伸应力转化为压缩应力,这样的话也可以有效的减少这个裂纹。
那就是说这个GZ151K合金,它在LPBF工艺下面有哪些关键的结论?未来还有哪些发展的方向?
邓庆琛:我们通过实验和模拟就发现高强度的GZ151K合金。它的冷裂主要是由于这个热应力的累积,冷裂的敏感性是随着这个打印零件的高度的增加而显著增加的。
另外就是我们用LPBFT5的处理,可以获得一种非常细小的等轴晶的组织。它的这个晶内会有非常致密的β'时效析出相,这就使得它的屈服强度可以达到405兆帕。这个是目前所有的通过LPBF制备的镁合金当中强度最高。未来的研究方向,我们觉得就是可以从这么几个方面来进行。第一个是可以继续的优化这个激光的能量密度,以及预热温度和扫描策略,来进一步的减少它的冷裂的倾向;第二个是我们可以设计一些新的支撑结构,来改变它的应力的分布,减少它的这个裂纹;第三个就是我们也可以通过一些合金成分的调整,来改善它的这个强度和韧性之间的平衡。
总结与展望
本文通过实验和模拟相结合,揭示了高强度镁稀土合金GZ151K在LPBF过程中冷裂纹的形成机制。未来的研究可聚焦探索激光能量密度、预热温度、扫描策略、支撑结构和合金成分等因素对LPBF制造Mg合金过程中冷裂纹行为的影响。通过优化这些参数,有望降低冷裂纹的敏感性,从而提高LPBF制造Mg合金部件的质量和可靠性。此外,进一步研究如何在保持高强度的同时提高材料的塑性,以增强其在复杂应力状态下的变形能力,也是未来研究的重要方向。
近年来,在丁文江院士的大力支持下,彭立明特聘教授/国家万人计划领军人才团队从2015年开始在国际上率先开展激光增材制造高强度Mg-Gd系镁稀土合金的研究,在增材制造专用粉末制备、成形工艺优化、热处理制度开发、组织性能调控、专用设备研制和工程样件成形等方面积累了大量的经验,开发了一系列激光增材制造专用高强度Mg-Gd系镁稀土合金,相比于其他镁合金(如AZ91D,WE43和ZK60等)强度显著提升,未来将推动我国激光增材制造高性能镁稀土合金轻量化构件的发展与应用。
作者介绍

邓庆琛,上海交通大学博士后/助理研究员,主持国家自然科学基金青年科学基金项目和中国博士后科学基金面上项目各1项,获得2024年度国家资助博士后研究人员计划B档资助,获评2024年中国材料研究学会科学技术奖--博士生创新奖、2023年度国际镁科学技术奖年度优秀学位论文奖、2023年上海市超级博士后和2023年上海交通大学优秀博士学位论文提名论文。2018年至今一直从事激光增材制造专用高性能镁稀土合金的研发工作,累计发表SCI论文26篇,其中一作10篇,授权中国发明专利4项,授权欧洲和美国PCT专利各1项。

吴玉娟,上海交通大学材料科学与工程学院研究员/博导,长期从事高性能镁合金的研发工作,尤其是新型高强韧铸造、变形、增材制造镁合金基础研究、合金开发和应用验证。主持国家重点研发计划项目课题和子课题、国家自然科学基金面上项目、装备预研教育部联合项目、中国博士后科学基金特别项目和面上项目、国际合作项目等20余项,获得2016年度上海市自然科学奖二等奖、2017年“全国有色金属标准化技术委员会金属及合金牌号注册证书” 、2018年“江苏省高层次创新创业人才引进计划科技副总” 、2019年上海交通大学“SMC-晨星优秀青年学者奖励计划”-A类计划。 在《Acta Materialia》、《Scripta materialia》、《Additive Manufacturing》等国际期刊上发表 SCI/EI论文155篇(第一/通讯作者83篇),申请中国发明专利32件(授权28件),授权欧洲和美国 PCT 专利各1项。 目前,担任全国镁合金青年学术委员会副秘书长、中国稀土学会第七届理事会专家库专家、镁合金国际杂志《Journal of Magnesium and Alloys》主任编委、《精密成形工程》通讯编辑等。

彭立明,上海交通大学材料科学与工程学院特聘教授、博士生导师,上海交通大学轻合金精密成型国家工程研究中心常务副主任,轻合金研究所所长/党支部书记,金属基复合材料国家重点实验室副主任,国家高层次人才特殊支持计划(“万人计划”)科技创新领军人才、第12届中国青年科技奖获得者,担任国家重点研发计划首席科学家(2016-今)、中国铸造协会(AFC)压铸分会副事长(2019-今)、世界铸造组织压铸委员会(WFO-DC)主席(2019-今)、中国材料研究学会增材制造委员会副主任(2023-今)、全国模具标准委员会压铸模分标会副主任(2020-今)等学术兼职,入选科技部创新人才推进计划创新领军人才(2017年)、教育部新世纪优秀人才(2011年)和上海市优秀学术带头人获得者(2014年)等。致力于高强度铸造镁合金/铝合金成分设计及组织控制;轻合金液态精密成型与特种加工技术;氢致变色镁基功能薄膜材料与器件等研究。获得国家及省部级科研奖励12 项(其中第一完成人3项),发表论文400余篇(Scopus总引用超8000次,H index=38),获得授权专利40余项。
闫文韬,博士,2018年加入新加坡国立大学(NUS)机械工程系任助理教授,现任长聘副教授,同时担任Additive Manufacturing期刊的Senior Editor及International Journal of Machine Tools and Manufacture编委。在十余项国家级项目的资助支持下,研究团队现有20余名学生,专注于增材制造的多尺度多物理建模、实验研究和数据分析。2022年,团队在NIST AM-Bench仿真挑战赛中拔得头筹,在25项比赛中获得了9个奖项(总共颁发了40个奖项)。闫教授已在Nature Communications、Acta Materialia、IJMTM、JMPS和CMAME 等知名期刊上发表了120余篇论文(其中ESI高被引论文近10篇),总引用次数超过7000次。他在国际会议和知名大学做了100余次邀请报告。团队已有近30位毕业生获得正式教职,其中包括12位博士后。加入新加坡国立大学之前,闫教授曾在美国西北大学担任博士后研究员,他于清华大学机械工程系获得学士及博士学位。
关于我们
浙江文镁科技有限公司致力于轻量化科技成果转化落地。响应时代的号召,努力成为一家助力于轻量化科技成果落地,推动轻量化材料在工业品和消费品中商业应用的公司。作为新材料轻量化合作伙伴,坚持走高质量发展路线,为轻量化材料发展贡献力量。
我们将持续推送,为您提供轻量化行业资讯、动态、趋势、新轻量化材料知识、轻量化科技成果、轻量化解决方案等方面的内容;以及提供专业的发明专利、实用新型专利、外观专利申请服务,为材料科学家、设计师、工程师保驾护航,敬请关注!
欢迎对轻量化相关的人才、项目、产品、材料有兴趣的朋友加文镁小伙伴的微信,加入轻量化科创平台微信群,收获更多有关信息哦!
地址:杭州市萧山区机器人小镇鸿兴路358号A幢3楼
电话:13335767462(微信同号)
