
模具偏心问题解析与改善方案
模具偏心是精密型腔类模具最常见的系统性精度问题,表现为动定模合模错位、型芯型腔同轴度偏移、分型面飞边不均、产品成型后尺寸对称度超差,在密封件、结构件、轴套类产品量产中尤为明显。
模具偏心的技术本质及成因
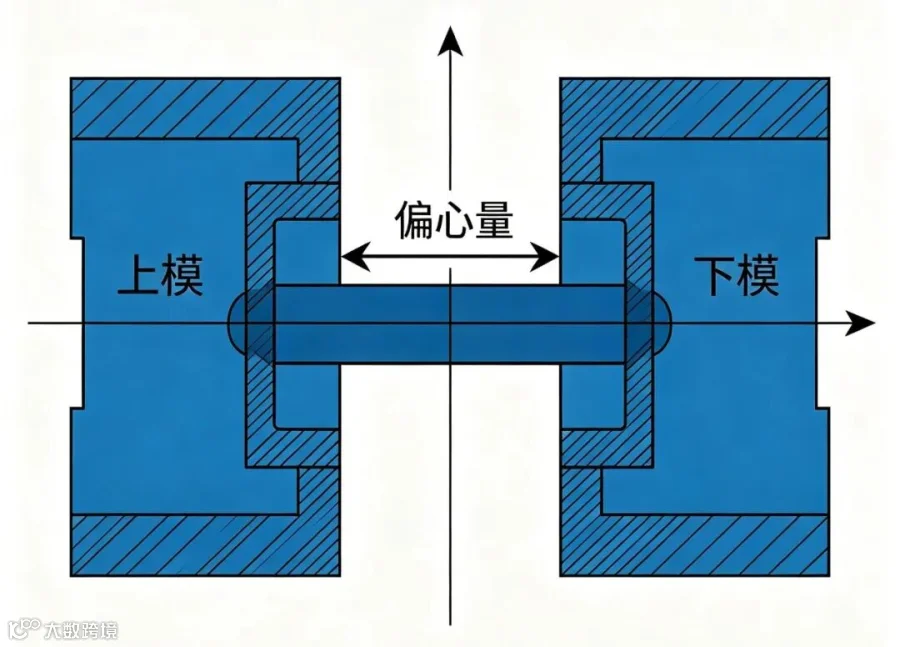
从技术本质来看,偏心并非单一加工误差造成,而是多环节精度累积的结果。导向机构的配合间隙设计不合理、导柱导套同轴度管控不足,会直接导致合模时产生径向偏移;动定模之间缺少锥面、定位销等辅助定位结构,在长期开合模冲击下,初始间隙会逐步放大;模架加工基准不统一、型腔镶件装配时中心对位偏差,也会从源头形成固定偏心量;而模具材料热处理后的微量形变、量产磨损带来的间隙扩张,会让偏心问题在后期生产中持续加剧。
模具偏心的技术改善方案

想要从技术层面改善偏心,必须从设计、加工、装配三个维度做闭环控制。设计阶段应优化复合定位结构,在常规导向之外增加锥面定位、四面锁模等辅助限位,降低合模时的径向窜动;合理控制导向件配合公差,在保证顺畅开合模的前提下,将间隙控制在精度允许范围内。
加工环节需统一基准传递,关键部位采用同一基准加工,减少基准转换带来的偏差,型芯型腔的同轴度、对称度需按精密级标准执行。装配阶段需进行多次合模对中校验,通过配磨、配研方式消除装配间隙,出厂前进行重复定位精度检测,确保合模偏移量稳定在可控区间。
量产视角下抑制模具偏心的核心路径

从长期量产角度,合理的结构刚性、稳定的定位方式、可控的配合间隙,才是抑制偏心、保证产品尺寸一致性的核心技术路径。
END

关注我们
CMS匠心模具
联系电话
13914259080
