
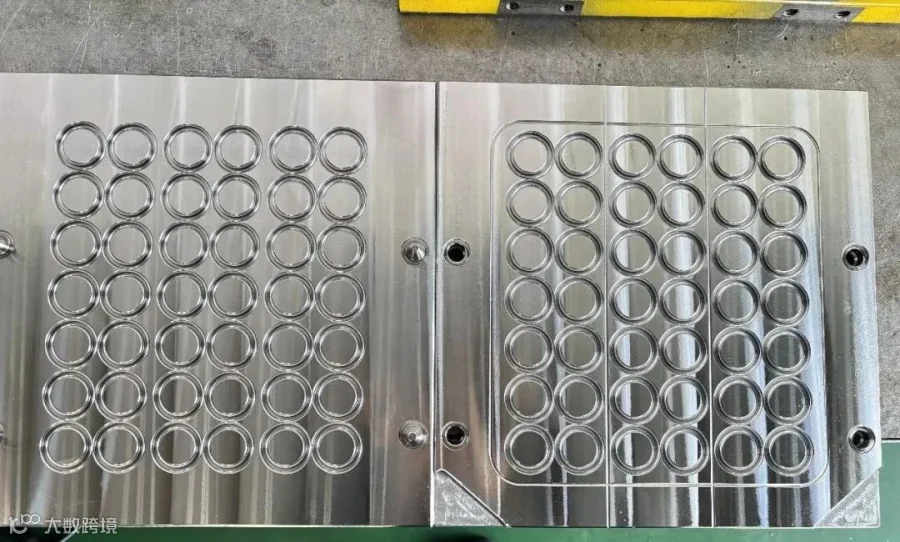
型腔表面刀纹等缺陷的危害
在精密模具成型过程中,型腔表面的刀纹、接刀痕、纹路不均,是影响产品表面质量、脱模顺畅性、尺寸精度的重要因素,尤其对密封件贴合面、外观件、配合面影响更为直接。刀纹会被完整复制到产品表面,不仅影响装配配合效果,还会造成应力集中、脱模阻力变大、粘模磨损加剧等连锁问题。

刀纹产生的工艺根源
从加工技术角度分析,刀纹的产生具有明确的工艺根源。CNC 加工路径规划不合理,进退刀位置设置不当、步距设置偏大,会形成明显的层状纹路;刀具刚性不足、磨损未及时更换、主轴跳动偏大,会在切削过程中产生振动纹,形成周期性表面纹路;
粗精加工余量分配不合理,精加工余量不足或不均匀,会导致切削状态不稳定,形成局部接刀台阶;而后期抛光工序过度去除材料,会破坏型面原始尺寸精度,虽然表面变亮,但尺寸与轮廓度已经出现偏差。

型腔异常刀纹的系统性消除方法
想要系统性消除型腔异常刀纹,需要从工艺全流程做稳定控制。首先优化加工刀路策略,采用顺铣工艺、合理设置切削步距、避开关键工作面设置进退刀位置,减少接刀痕迹;
根据型腔材质与轮廓选择刚性匹配的刀具,控制主轴转速与进给匹配度,降低切削振动;
严格划分粗、半精、精加工工序,保证精加工余量均匀稳定,让切削状态处于平稳区间。
对于高精度工作面,在保留尺寸精度的前提下进行研磨与抛光,只去除微观纹路,不破坏型面轮廓与尺寸。

模具表面质量的核心原则
模具表面质量的核心,是在尺寸精度不变的前提下实现低粗糙度,单纯追求光亮而牺牲精度,并非合理的技术改善方向。
END

关注我们
CMS匠心模具
联系电话
13914259080
